一种潜水泵加工外观喷涂装置及其工作方法与流程
本发明涉及潜水泵生产,具体涉及一种潜水泵加工外观喷涂装置及其工作方法。
背景技术:
1、潜水泵常见设备之一,它适用于从深井提取公开水,也可用于河流、水库、水渠等提水工程,如图1所示为现有技术潜水泵结构示意图,现有技术中潜水泵1包括潜水电机2、出水节3和进水节4,潜水电机2、出水节3、以及多个进水节4依次对接,由于潜水泵工作环境是在水中,这样在生产潜水泵完成装配后,必须要对潜水泵进行防腐材料喷涂工序。然而,现有喷涂设备工作方式为,首先尾端的进水节4固定设置转动盘上,驱动转动盘转动,同时上下摆渡喷涂枪,进而完成潜水泵喷涂,然而,现有喷涂设备喷涂效率太低、无法实现短时间内进行大批量喷涂潜水泵作业。
技术实现思路
1、本发明的主要目的是提供一种潜水泵加工外观喷涂装置,以解决现有喷涂设备存在喷涂效率太低、无法实现短时间内进行大批量喷涂潜水泵作业的问题。
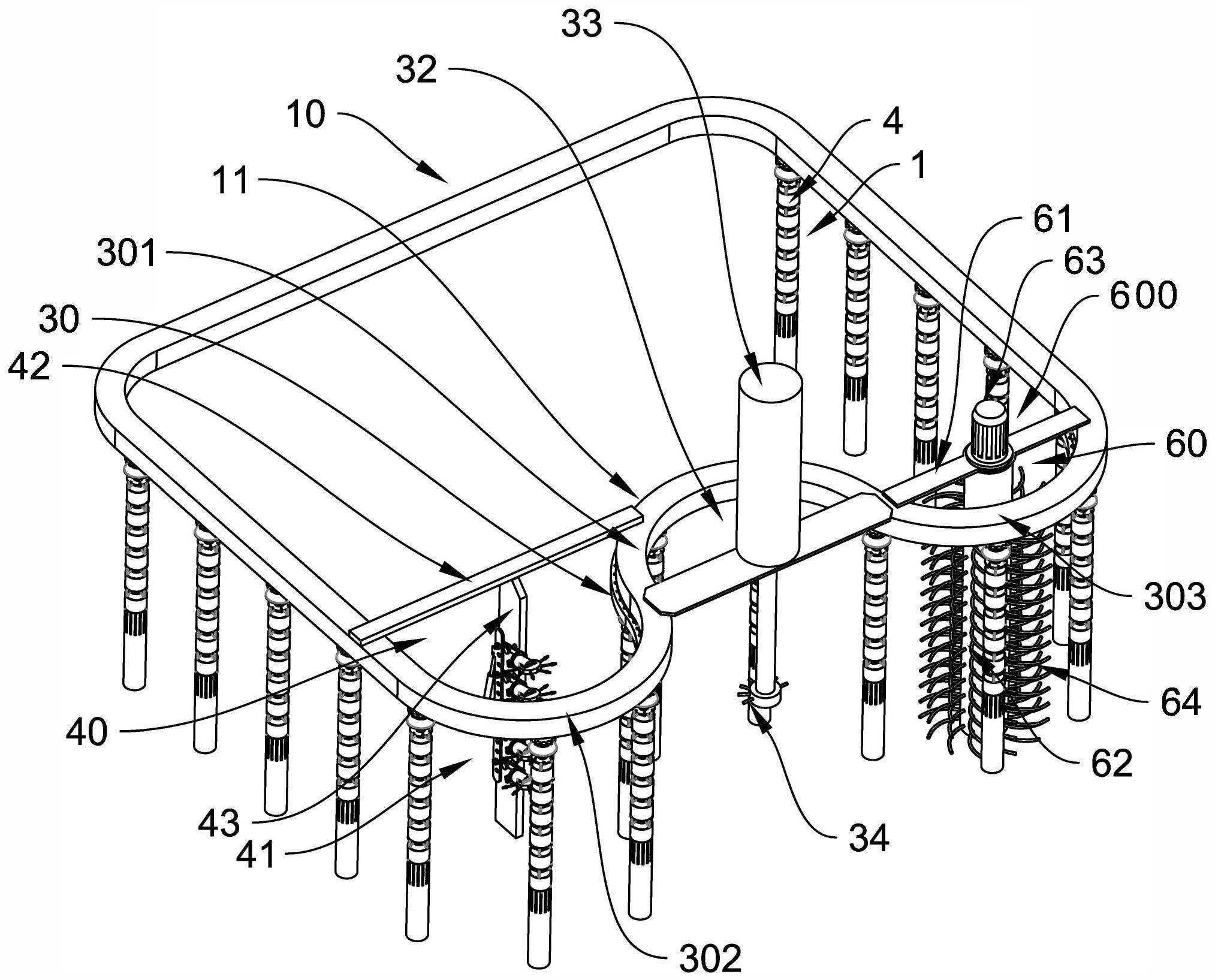
2、为了完成上述目的,本发明提供了一种潜水泵加工外观喷涂装置包括闭环壳、吊钩和蛇形齿条;
3、闭环壳内传动设置链条,链条上转动设置多个吊环,闭环壳具有蛇形段;
4、吊钩,数量为多个,多个吊钩与多个吊环一一对应,吊钩的顶端与吊环拆卸连接,吊钩的底端与潜水泵的尾端进水节拆卸连接,且吊钩固定套设齿轮;
5、蛇形齿条,蛇形齿条依附在蛇形段的内侧,蛇形齿条与闭环壳固定连接,且位于吊钩的一侧,齿轮与蛇形齿条啮合,蛇形齿条具有第一弧形段,第一弧形段的齿牙对应一侧形成喷涂工位;
6、其中,喷涂工位设置第一气缸,第一气缸的缸座与闭环壳固定连接,第一气缸的活塞杆固定设置多个第一喷涂嘴,第一气缸的活塞杆沿潜水泵长度方向伸缩。
7、优选的,蛇形齿条还具有第二弧形段,第二弧形段的齿牙背对的一侧形成补漆工位,补漆工位位于喷涂工位下游,补漆工位设置补漆机构;
8、补漆机构包括横板、竖板、带动板、铰接板和第二气缸,横板与闭环壳固定连接,横板与竖板的一端固定连接,竖板的另一端沿第一气缸的活塞杆轴向设置,铰接板的数量为多个,多个铰接板均与竖铰接,多个所述铰接板的一端均所述带动板铰接,多个铰接板的另一端均设置多个第二喷涂嘴,倾斜设置的第二气缸的缸座与竖板铰接,第二气缸的活塞杆与带动板铰接。
9、优选的,竖板沿其长度均布开设多个第一通孔,带动板沿其长度均布开设多个第二通孔,多个铰接板远离第二喷涂嘴的一端均开设第三通孔,且靠近其长度居中位置开设第四通孔;
10、第三通孔穿设第一螺栓,第一螺栓的一端穿过任一第二通孔螺接设置第一螺母;
11、第四通孔穿设第二螺栓,第二螺栓的一端穿过任一第一通孔螺接设置第二螺母;
12、其中,所述铰接板可转动设置在所述第二螺栓上。
13、优选的,蛇形齿条还具有第三弧形段,第三弧形段的齿牙背对的一侧形成清扫工位,清扫工位位于喷涂工位的上游,清扫工位设置有清扫机构;
14、其中,清扫机构包括骨架、转动辊和清扫电机,骨架与闭环壳固定连接,骨架与转动辊的一端转动连接,清扫电机的机座固定设置在骨架上,清扫电机输出轴与转动辊固定连接,转动辊沿潜水泵的长度设置,转动辊的圆周壁设置若干个毛刷,毛刷与潜水泵抵接。
15、本发明潜水泵加工外观喷涂装置工作方法,包括下面的步骤:
16、s1:首先把闭环壳固定在现有支架上,或吊挂厂房屋顶上,进一步,多个待喷涂的潜水泵的依次挂设在吊钩上;
17、s2:驱动链条工作,传动状态下的链条带动潜水泵进行移动;
18、s3:当吊钩传动至蛇形齿条时,通过齿轮与蛇形齿条啮合,使得吊钩开始自转;
19、s4:当自转状态下潜水泵进入喷涂工位时,驱动第一气缸的活塞杆带动多个第一喷涂嘴做往返运动,驱动多个第一喷涂嘴工作。
20、本发明潜水泵加工外观喷涂装置工作方法,包括下面的步骤:自转状态下潜水泵进入补漆工位时,驱动第二气缸工作,第二气缸的活塞杆进行伸缩动作,第二气缸的活塞杆带动板进行移动,带动板通过多个铰接板带动第二喷涂嘴进行倾斜角度调节。
21、本发明潜水泵加工外观喷涂装置工作方法,包括下面的步骤:
22、当需要调节多个第二喷涂嘴的间距时,第一螺栓与第一螺母解除螺接,第二螺栓与第二螺母解除螺接,拔出第一螺栓、以及第二螺栓,进一步手动调节多个铰接板之间间距,当间距合适后,第一螺栓与第一螺母螺接,第二螺栓与第二螺母螺接。
23、本发明潜水泵加工外观喷涂装置工作方法,包括下面的步骤:
24、自转状态下潜水泵进入清扫工位时,驱动清扫电机工作,清扫电机的输出轴带动转动辊旋转,旋转状态下转动辊带动毛刷转动,毛刷与潜水泵接触。
25、上述方案有益效果为:进水节的底部具有法兰盘,法兰盘挂设在吊钩上,使得潜水泵竖直设置,驱动链条传动,下一个吊钩挂设另一潜水泵的法兰盘,重复上述动作,完成多个潜水泵吊挂,当吊钩传动至喷涂工位时,通过齿轮与蛇形齿条啮合,以及链条上转动设置多个吊环设置,使得传动下吊钩一边沿闭环壳移动一边自转,自转状态潜水泵进入喷涂工位时,驱动第一气缸、第一喷涂嘴开始工作,通过多个第一喷涂嘴上下往复运动,这样完成多个潜水泵同时喷涂作业,喷涂工位的下游对潜水泵进行摘取,喷涂工位的上游对潜水泵进行挂设,通过这样结构实现大批处理喷涂作业。
技术特征:
1.一种潜水泵加工外观喷涂装置,其特征在于,包括:
2.根据权利要求1所述的潜水泵加工外观喷涂装置,其特征在于,所述蛇形齿条还具有第二弧形段,所述第二弧形段的齿牙背对的一侧形成补漆工位,所述补漆工位位于所述喷涂工位下游,所述补漆工位设置补漆机构;
3.根据权利要求2所述的潜水泵加工外观喷涂装置,其特征在于,所述竖板沿其长度均布开设多个第一通孔,所述带动板沿其长度均布开设多个第二通孔,多个所述铰接板远离所述第二喷涂嘴的一端均开设第三通孔,且靠近其长度居中位置开设第四通孔;
4.根据权利要求3所述的潜水泵加工外观喷涂装置,其特征在于,所述蛇形齿条还具有第三弧形段,所述第三弧形段的齿牙背对的一侧形成清扫工位,所述清扫工位位于所述喷涂工位的上游,所述清扫工位设置有清扫机构;
5.根据权利要求4所述的潜水泵加工外观喷涂装置的工作方法,其特征在于,包括下面的步骤:
6.根据权利要求5所述的潜水泵加工外观喷涂装置的工作方法,其特征在于,包括下面的步骤:自转状态下潜水泵进入补漆工位时,驱动第二气缸工作,第二气缸的活塞杆进行伸缩动作,第二气缸的活塞杆带动板进行移动,带动板通过多个铰接板带动第二喷涂嘴进行倾斜角度调节。
7.根据权利要求6所述的潜水泵加工外观喷涂装置的工作方法,其特征在于,包括下面的步骤:当需要调节多个第二喷涂嘴的间距时,第一螺栓与第一螺母解除螺接,第二螺栓与第二螺母解除螺接,拔出第一螺栓、以及第二螺栓,进一步手动调节多个铰接板之间间距,当间距合适后,第一螺栓与第一螺母螺接,第二螺栓与第二螺母螺接。
8.根据权利要求7所述的潜水泵加工外观喷涂装置的工作方法,其特征在于,包括下面的步骤:自转状态下潜水泵进入清扫工位时,驱动清扫电机工作,清扫电机的输出轴带动转动辊旋转,旋转状态下转动辊带动毛刷转动,毛刷与潜水泵接触。
技术总结
本发明涉及一种潜水泵加工外观喷涂装置及其工作方法,包括闭环壳、吊钩和蛇形齿条;进水节的底部具有法兰盘,法兰盘挂设在吊钩上,使得潜水泵竖直设置,驱动链条传动,下一个吊钩挂设另一潜水泵的法兰盘,重复上述动作,完成多个潜水泵吊挂,当吊钩传动至喷涂工位时,通过齿轮与蛇形齿条啮合,以及链条上转动设置多个吊环设置,使得传动下吊钩一边沿闭环壳移动一边自转,自转状态潜水泵进入喷涂工位时,驱动第一气缸、第一喷涂嘴开始工作,通过多个第一喷涂嘴上下往复运动,这样完成多个潜水泵同时喷涂作业,通过这样结构实现大批处理喷涂作业。
技术研发人员:吉明珠,苏佩佩,李立欣,段鑫磊,霍尚洋,马义海,王伯文
受保护的技术使用者:临城县水泵产业技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!