一种灌胶工装和灌胶方法及所制成的氧合器与流程
本申请涉及氧合器制造,特别涉及一种灌胶工装和灌胶方法及所制成的氧合器。
背景技术:
1、氧合器又称为人工肺,用于帮助心肺功能衰竭的重症患者实现持续的体外呼吸和循环。氧合器的内筒外周侧壁缠绕膜丝,套设外筒后,内筒、外筒之间的环形区域形成氧合膜丝腔,利用灌胶工装采用离心的方式向氧合膜丝腔灌胶,在氧合膜丝腔的两端形成封胶段。氧合器使用时,血液流经氧合膜丝腔,并完成气体交换,血液回流至体内。
2、因此要求氧合膜丝腔具有良好的密封性,防止血液渗漏,防止血液污染。然而在灌胶时,膜丝束可能会阻碍胶体流动,导致凝固后的封胶段不够密集,影响氧合膜丝腔的密封性。尤其是在内筒的外周侧壁表面,由于膜丝束缠绕在侧壁表面,影响胶体流动至内筒的外周侧壁表面。
技术实现思路
1、为解决上述技术问题中的至少之一,本申请提供一种灌胶工装和灌胶方法及所制成的氧合器,所采用的技术方案如下。
2、本申请所提供的灌胶工装包括内筒、外筒、底端灌胶组件和顶端灌胶组件,所述内筒外周侧壁的两端分别设置有环形凹陷区;所述内筒设置于所述外筒中,所述内筒的外周侧壁与所述外筒的内周侧壁之间形成氧合膜丝腔;所述外筒和所述内筒的底端均连接所述底端灌胶组件,所述底端灌胶组件具有环形的底端灌胶区,所述底端灌胶区与所述氧合膜丝腔相通,所述底端灌胶区的外周侧壁设置有至少一个第一灌胶口;所述外筒和所述内筒的顶端均连接所述顶端灌胶组件,所述顶端灌胶组件具有环形的顶端灌胶区,所述顶端灌胶区与所述氧合膜丝腔相通,所述顶端灌胶区的外周侧壁设置有至少一个第二灌胶口;其中,所述灌胶工装向所述氧合膜丝腔灌胶时,胶体能够填充至所述环形凹陷区,以使膜丝与所述内筒的外周侧壁之间密封。
3、本申请的某些实施例中,所述底端灌胶区的外周侧壁在所述底端灌胶区内的侧面设置有环形的第一凹陷区,所述第一灌胶口连通至所述底端灌胶区的端口至少部分位于所述第一凹陷区。
4、本申请的某些实施例中,所述底端灌胶组件包括底端灌胶结构和底端溢胶结构,所述底端灌胶区设置于所述底端灌胶结构,所述底端溢胶结构设置于所述底端灌胶结构的内周侧壁所形成的柱形腔体,所述底端溢胶结构具有底端溢胶区,所述底端灌胶区溢出的胶体流至所述底端溢胶区。
5、本申请的某些实施例中,所述底端灌胶区的胶体从所述内筒的连通区流入所述底端溢胶区。
6、本申请的某些实施例中,所述底端灌胶结构包括底端硅胶内层套和底端硅胶外层套,所述底端硅胶内层套连接所述内筒,所述底端硅胶外层套连接所述底端硅胶内层套,所述底端硅胶内层套具有所述底端灌胶区的内周侧壁,所述底端硅胶外层套具有所述底端灌胶区的外周侧壁。
7、本申请的某些实施例中,所述第一灌胶口设置于所述底端硅胶外层套的侧壁,所述第一凹陷区设置于所述底端硅胶外层套的侧壁。
8、本申请的某些实施例中,所述底端溢胶结构沿外周轮廓间隔设置有至少两个凹陷的第一定位区,所述底端硅胶外层套沿内周轮廓间隔设置有至少两个凸出的第一定位结构,所述第一定位结构位于所述第一定位区。
9、本申请的某些实施例中,所述顶端灌胶组件包括顶端灌胶结构和顶端溢胶结构,所述顶端灌胶区设置于所述顶端灌胶结构,所述顶端溢胶结构设置于所述顶端灌胶结构的内周侧壁所形成的柱形腔体,所述顶端溢胶结构具有顶端溢胶区,所述顶端灌胶区溢出的胶体流至所述顶端溢胶区。
10、本申请的某些实施例中,所述顶端溢胶结构的侧壁和所述顶端灌胶结构的内周侧壁分别设置有位置对应的溢胶孔,以使所述顶端灌胶区的胶体通过所述溢胶孔流入所述顶端溢胶区。
11、本申请的某些实施例中,所述顶端灌胶结构的内周侧壁在所述顶端灌胶区内的侧面设置有环形的第二凹陷区,所述溢胶孔连通至所述顶端灌胶区的端口至少部分位于所述第二凹陷区。
12、本申请的某些实施例中,所述顶端溢胶结构沿外周轮廓间隔设置有至少两个凹陷的第二定位区,所述顶端灌胶结构沿内周轮廓间隔设置有至少两个凸出的第二定位结构,所述第二定位结构位于所述第二定位区。
13、本申请的某些实施例中,所述顶端灌胶结构采用硅胶材料制成。
14、本申请的某些实施例中,所述灌胶工装包括工装筒、安装座和灌胶杯,所述外筒和所述内筒设置在所述工装筒中,所述安装座能够以可拆卸的方式连接所述工装筒两端中的任一端,所述灌胶杯连接所述安装座,所述安装座设置有第一胶道;在所述安装座设置于所述工装筒的一端时,所述灌胶杯通过灌胶管路向所述工装筒的另一端灌胶至所述氧合膜丝腔。
15、本申请的某些实施例中,所述工装筒包括端盖,所述工装筒的两端分别设置有所述端盖,两个所述端盖的侧壁分别抵接所述底端灌胶组件和所述顶端灌胶组件。
16、本申请的某些实施例中,所述工装筒的侧壁在对应氧合膜丝腔的顶端和底端处分别设置有第二胶道,所述第二胶道设置有用于连接所述灌胶管路的直角接头。
17、本申请的某些实施例中,所述灌胶管路设置有单向导通结构或者所述直角接头设置有单向导通结构,所述单向导通结构限定胶体的流动方向为从所述安装座流向所述氧合膜丝腔。
18、本申请所提供的灌胶方法采用如前所述的灌胶工装对所述氧合膜丝腔的两端分别进行灌胶。
19、本申请所提供的氧合器采用如前所述的灌胶方法制成,所述氧合器包括所述内筒、所述外筒和封胶段,所述氧合膜丝腔的两端分别填充有所述封胶段,所述封胶段具有填充所述环形凹陷区的封胶结构。
20、本申请的实施例至少具有以下有益效果:在内筒的外周侧壁设计环形凹陷区,从而在内筒的侧壁表面灌胶的位置形成空腔区域,以便灌胶时的胶体能够流动至内筒的外周侧壁并在环形凹陷区形成一段环形的封胶结构,以使膜丝与内筒的外周侧壁之间具有封胶结构,从而提高膜丝与内筒侧壁之间的气密性,提高氧合膜丝腔两端的气密性,防止氧合过程中血液渗漏。本申请可广泛应用于氧合器制造技术领域。
技术特征:
1.一种灌胶工装,其特征在于:包括
2.根据权利要求1所述的灌胶工装,其特征在于:所述底端灌胶区(1101)的外周侧壁在所述底端灌胶区(1101)内的侧面设置有环形的第一凹陷区(1103),所述第一灌胶口(1102)连通至所述底端灌胶区(1101)的端口至少部分位于所述第一凹陷区(1103)。
3.根据权利要求2所述的灌胶工装,其特征在于:所述底端灌胶组件(1000)包括底端灌胶结构和底端溢胶结构(1201),所述底端灌胶区(1101)设置于所述底端灌胶结构,所述底端溢胶结构(1201)设置于所述底端灌胶结构的内周侧壁所形成的柱形腔体,所述底端溢胶结构(1201)具有底端溢胶区,所述底端灌胶区(1101)溢出的胶体流至所述底端溢胶区。
4.根据权利要求3所述的灌胶工装,其特征在于:所述底端灌胶区(1101)的胶体从所述内筒(4100)的连通区流入所述底端溢胶区。
5.根据权利要求3所述的灌胶工装,其特征在于:所述底端灌胶结构包括底端硅胶内层套(1202)和底端硅胶外层套(1203),所述底端硅胶内层套(1202)连接所述内筒(4100),所述底端硅胶外层套(1203)连接所述底端硅胶内层套(1202),所述底端硅胶内层套(1202)具有所述底端灌胶区(1101)的内周侧壁,所述底端硅胶外层套(1203)具有所述底端灌胶区(1101)的外周侧壁。
6.根据权利要求5所述的灌胶工装,其特征在于:所述第一灌胶口(1102)设置于所述底端硅胶外层套(1203)的侧壁,所述第一凹陷区(1103)设置于所述底端硅胶外层套(1203)的侧壁。
7.根据权利要求5或6所述的灌胶工装,其特征在于:所述底端溢胶结构(1201)沿外周轮廓间隔设置有至少两个凹陷的第一定位区,所述底端硅胶外层套(1203)沿内周轮廓间隔设置有至少两个凸出的第一定位结构,所述第一定位结构位于所述第一定位区。
8.根据权利要求1所述的灌胶工装,其特征在于:所述顶端灌胶组件(2000)包括顶端灌胶结构(2202)和顶端溢胶结构(2201),所述顶端灌胶区(2101)设置于所述顶端灌胶结构(2202),所述顶端溢胶结构(2201)设置于所述顶端灌胶结构(2202)的内周侧壁所形成的柱形腔体,所述顶端溢胶结构(2201)具有顶端溢胶区,所述顶端灌胶区(2101)溢出的胶体流至所述顶端溢胶区。
9.根据权利要求8所述的灌胶工装,其特征在于:所述顶端溢胶结构(2201)的侧壁和所述顶端灌胶结构(2202)的内周侧壁分别设置有位置对应的溢胶孔(2203),以使所述顶端灌胶区(2101)的胶体通过所述溢胶孔(2203)流入所述顶端溢胶区。
10.根据权利要求9所述的灌胶工装,其特征在于:所述顶端灌胶结构(2202)的内周侧壁在所述顶端灌胶区(2101)内的侧面设置有环形的第二凹陷区(2103),所述溢胶孔(2203)连通至所述顶端灌胶区(2101)的端口至少部分位于所述第二凹陷区(2103)。
11.根据权利要求8至10任一项所述的灌胶工装,其特征在于:所述顶端溢胶结构(2201)沿外周轮廓间隔设置有至少两个凹陷的第二定位区,所述顶端灌胶结构(2202)沿内周轮廓间隔设置有至少两个凸出的第二定位结构,所述第二定位结构位于所述第二定位区。
12.根据权利要求8至10任一项所述的灌胶工装,其特征在于:所述顶端灌胶结构(2202)采用硅胶材料制成。
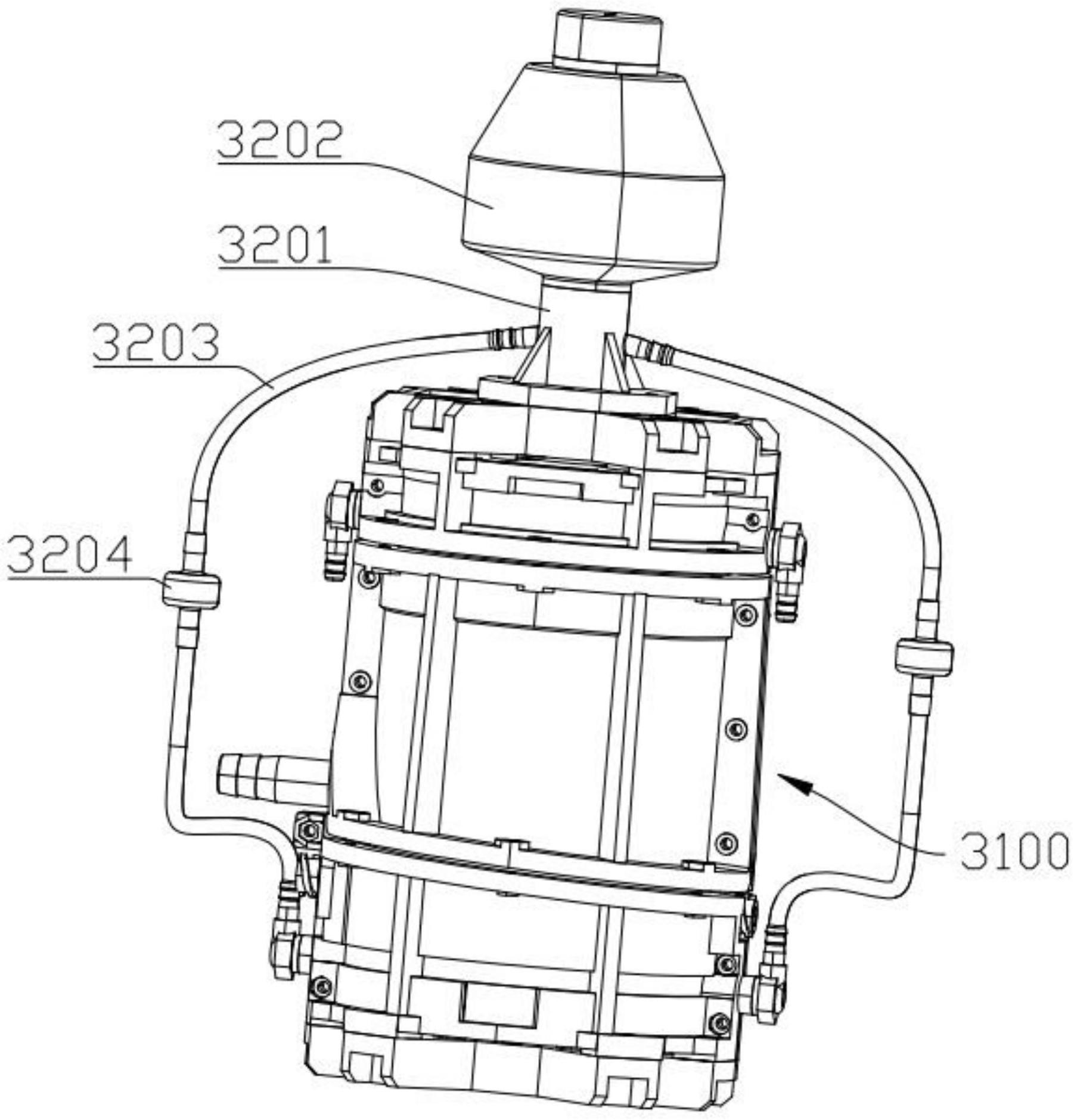
13.根据权利要求1至6任一项或8至10任一项所述的灌胶工装,其特征在于:所述灌胶工装包括工装筒(3100)、安装座(3201)和灌胶杯(3202),所述外筒(4200)和所述内筒(4100)设置在所述工装筒(3100)中,所述安装座(3201)能够以可拆卸的方式连接所述工装筒(3100)两端中的任一端,所述灌胶杯(3202)连接所述安装座(3201),所述安装座(3201)设置有第一胶道;在所述安装座(3201)设置于所述工装筒(3100)的一端时,所述灌胶杯(3202)通过灌胶管路(3203)向所述工装筒(3100)的另一端灌胶至所述氧合膜丝腔(4300)。
14.根据权利要求13所述的灌胶工装,其特征在于:所述工装筒(3100)包括端盖(3101),所述工装筒(3100)的两端分别设置有所述端盖(3101),两个所述端盖(3101)的侧壁分别抵接所述底端灌胶组件(1000)和所述顶端灌胶组件(2000)。
15.根据权利要求13所述的灌胶工装,其特征在于:所述工装筒(3100)的侧壁在对应氧合膜丝腔(4300)的顶端和底端处分别设置有第二胶道,所述第二胶道设置有用于连接所述灌胶管路(3203)的直角接头。
16.根据权利要求15所述的灌胶工装,其特征在于:所述灌胶管路(3203)设置有单向导通结构(3204)或者所述直角接头设置有单向导通结构(3204),所述单向导通结构(3204)限定胶体的流动方向为从所述安装座(3201)流向所述氧合膜丝腔(4300)。
17.一种灌胶方法,其特征在于:所述灌胶方法采用如权利要求1至16任一项所述的灌胶工装对所述氧合膜丝腔(4300)的两端分别进行灌胶。
18.一种氧合器,其特征在于:所述氧合器采用如权利要求17所述的灌胶方法制成,所述氧合器包括所述内筒(4100)、所述外筒(4200)和封胶段,所述氧合膜丝腔(4300)的两端分别填充有所述封胶段,所述封胶段具有填充所述环形凹陷区(4101)的封胶结构。
技术总结
本申请公开了一种灌胶工装和灌胶方法及所制成的氧合器,灌胶工装包括内筒、外筒、底端灌胶组件和顶端灌胶组件,内筒外周侧壁的两端分别设置有环形凹陷区;内筒设置于外筒中,内筒的外周侧壁与外筒的内周侧壁之间形成氧合膜丝腔;外筒和内筒的底端均连接底端灌胶组件,底端灌胶组件具有环形的底端灌胶区,底端灌胶区与氧合膜丝腔相通,底端灌胶区的外周侧壁设置有至少一个第一灌胶口;外筒和内筒的顶端均连接顶端灌胶组件,顶端灌胶组件具有环形的顶端灌胶区,顶端灌胶区与氧合膜丝腔相通,顶端灌胶区的外周侧壁设置有至少一个第二灌胶口;灌胶工装向氧合膜丝腔灌胶时,胶体能够填充至环形凹陷区,以使膜丝与内筒的外周侧壁之间密封。
技术研发人员:赖亚明,黄健兵,刘新,吴文涛
受保护的技术使用者:广州国家实验室
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!