一种驼峰连续输送定点喷涂系统的制作方法
本发明涉及垃圾渗滤液净化,尤其涉及一种驼峰连续输送定点喷涂系统。
背景技术:
1、涂装是表面制造工艺中的一个重要环节,指对金属和非金属表面覆盖保护层或装饰层。随着涂装工艺的日益更新,颜色和质地都有了新的突破,各种各样的涂装工艺都追求美观防腐耐磨的效果。
2、连续机器人涂装生产线是采用机器人跟踪涂装,调机难度大,喷房大小需包括机器人工作域能耗大、涂装效率低、上漆率低。在涂装作业中,机器人自动涂装中,复杂工作跟踪涂装调整难度高、对涂装调试人员要求高、机器人跟踪工作域要求大一直是机器人涂装作业的痛点。现有涂装机构用于解决连续输送过程中跟踪涂装,需按工件涂装时间调整机器人的工作域调整。喷房的大小需加上机器人跟踪的距离,这样导致机器人连续式跟踪涂装所需的喷房就比机器人固定涂装所需的喷房要大,而且喷房的越大,能耗越大,涂装工艺越复杂,所需涂装时间越长,需要提供一种智能化驼峰连续输送固定涂装系统,以实现节能,降低成本。
3、中国专利申请文献cn216173594u中,公开了一种机器人定点旋转喷漆的积放式喷涂线,其中公开了第一积放缓冲区和第二积放缓冲区,在工件在传送带上依次通过自动除尘器、第一积放缓冲区进入底漆喷房喷涂底漆,喷涂结束,进入第二积放缓冲区,切换另一批工件至喷涂工位。
4、中国专利申请文献cn208194776u中公开了一种连续输送定点喷涂设备,包括自动喷涂机构和用于带动工件定向移动的工件导轨,自动喷涂机构两端均设有调节机构,调节机构包括调节辊、与调节辊连接用于带动调节辊定向移动的调节动力件,工件导轨与调节辊接触连接。连续输送定点喷涂设备还包括上下料机构、与上下料机构连接的除尘机构、与自动喷涂机构输出工件一端的调节机构连接的预热机构、与预热机构连接的遮光区及与遮光区连接的uv灯固化机构;uv灯固化机构与上下料机构的另一端连接,除尘机构与自动喷涂机构输入工件一端的调节机构连接。连续输送定点喷涂设备还包括装设于调节机构输入工件一端的工件动力件。调节动力件采用电机、弹簧、气缸及丝杆组件中任意一种。
5、中国专利申请文献cn 216539118 u公开了一种定点喷涂输送装置,包括机架,还包括:输送链,机架顶部设置有惰轮,四个惰轮之间设置有用于输送喷涂件的输送链,输送链啮合安装于惰轮上,机架顶部设置有导轨,两个导轨上均滑动设置有导轨块,两个导轨块上分别安装有第一伸缩轮和第二伸缩轮,第一伸缩轮和第二伸缩轮均与输送链啮合连接;同步张紧机构,与第一伸缩轮和第二伸缩轮相连接,能够带动第一伸缩轮和第二伸缩轮沿着导轨滑动;驱动机构,设置在机架内部,能够驱动输送链连续工作;定点控制机构,设置在线体内部,控制驼峰驱动电机进行刹车和快速释放。
6、现有技术至少存在如下问题:
7、1.在喷房内实现固定涂装,需要跟踪;
8、2.定点控制机构,设置在线体内部,控制驼峰驱动电机进行刹车和快速释放。
技术实现思路
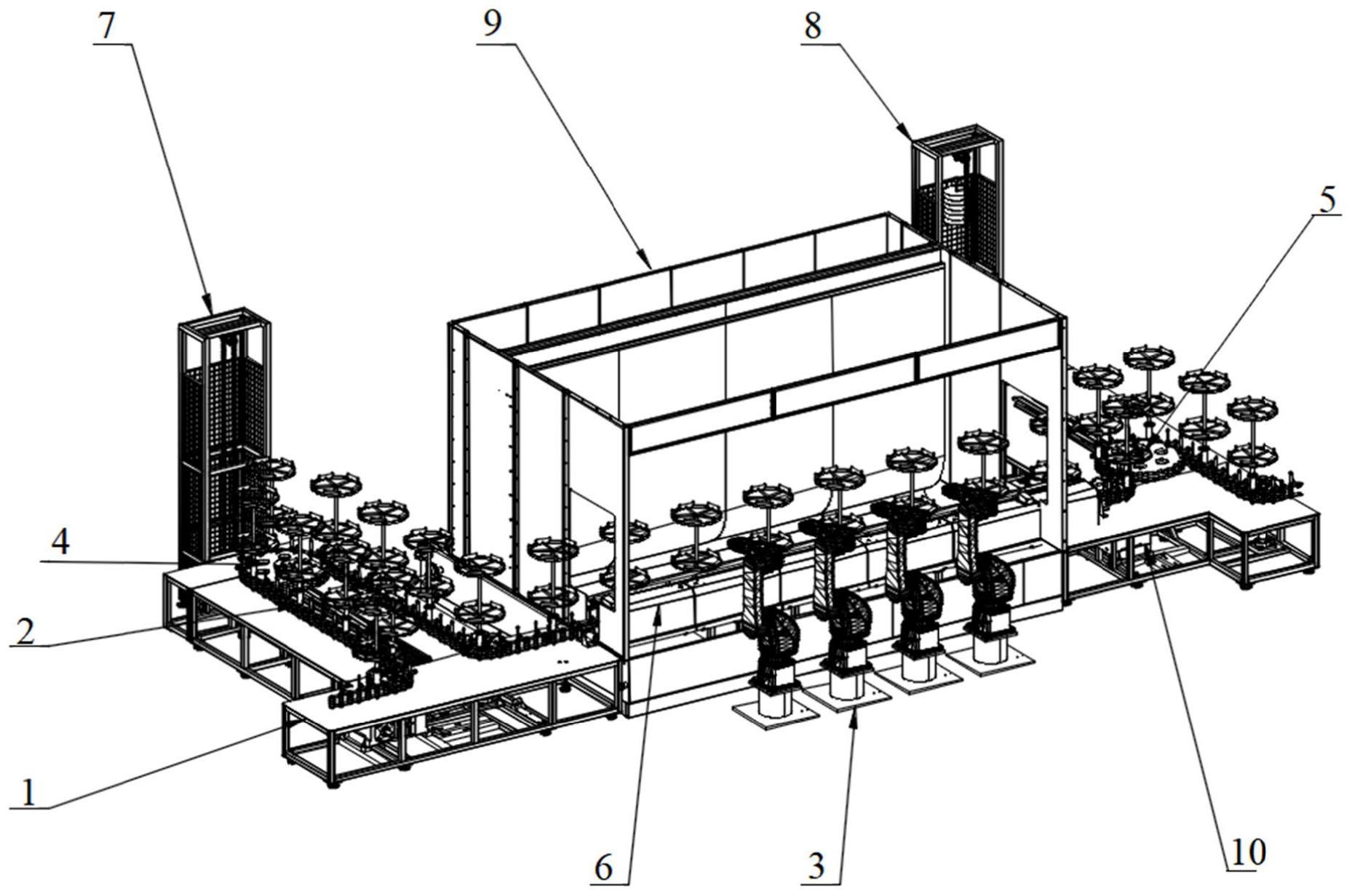
1、为解决现有技术中存在的技术问题,本发明提供了一种驼峰连续输送定点喷涂系统及方法,本发明提供了一种驼峰连续输送定点喷涂系统,包括输送系统机架、机器人固定涂装系统、工件自转装置、进口驼峰连续存储释放机构和出口驼峰连续存储释放机构;进口驼峰连续存储释放机构和出口驼峰连续存储释放机构分别设置在喷漆房进口端和出口端;机器人固定涂装系统设置在喷漆房内部;进口驼峰连续存储释放机构和出口驼峰连续存储释放机构均设置在输送系统机架上;待涂装工件顺次经过进口驼峰连续存储释放机构、机器人固定涂装系统和出口驼峰连续存储释放机构。本发明实现了固定喷涂时,不需要跟踪,减小了喷漆房的大小,提高了厂房的利用率,降低了成本。
2、本发明提供了一种驼峰连续输送定点喷涂系统,包括输送系统机架、机器人固定涂装系统、工件自转装置、进口驼峰连续存储释放机构和出口驼峰连续存储释放机构;
3、进口驼峰连续存储释放机构和出口驼峰连续存储释放机构分别设置在喷漆房进口端和出口端;
4、机器人固定涂装系统设置在喷漆房内部;
5、进口驼峰连续存储释放机构和出口驼峰连续存储释放机构均设置在输送系统机架上;
6、待涂装工件顺次经过进口驼峰连续存储释放机构、机器人固定涂装系统和出口驼峰连续存储释放机构。
7、优选地,所述进口驼峰连续存储释放机构包括:输送机、一次旋转治具、二次工装治具、进口驼峰存储释放小车和进口驼峰重力牵引机构;
8、输送机和进口驼峰存储释放小车设置在输送系统机架上;输送机与机器人固定涂装系统连接;
9、一次旋转治具和二次工装治具设置在输送机上;
10、进口驼峰重力牵引机构设置在输送系统机架的一端。
11、优选地,进口驼峰存储释放小车设置在输送机下方靠近进口驼峰重力牵引机构的一侧。
12、优选地,输送机包括牵引链条和牵引链条定点机构。
13、优选地,进口驼峰重力牵引机构能够将待涂装工件连续输送至喷漆房的进口端进行连续存储。
14、优选地,存储的待涂装工件在进口驼峰连续存储释放机构的输送机上顺次经过一次旋转治具和二次工装治具,然后进入喷漆房。
15、优选地,出口驼峰连续存储释放机构包括:输送机、一次旋转治具、二次工装治具、出口驼峰存储释放小车、出口驼峰重力牵引机构和出口驼峰快速存储牵引电机;
16、输送机、出口驼峰快速存储牵引电机和出口驼峰存储释放小车设置在输送系统机架上;输送机与机器人固定涂装系统连接;
17、一次旋转治具和二次工装治具设置在输送机上;
18、出口驼峰重力牵引机构设置在输送系统机架的另一端;
19、出口驼峰快速存储牵引电机和出口驼峰存储释放小车分别设置在机架的两端。
20、优选地,出口驼峰存储释放小车设置在输送机下方靠近出口驼峰重力牵引机构的一侧。
21、优选地,出口驼峰快速存储牵引电机能够牵引出口驼峰存储释放小车将喷漆房的出口端存储的工件进行连续释放。
22、优选地,完成涂装的工件在出口驼峰连续存储释放机构的输送机上顺次经过一次旋转治具和二次工装治具,进入出口驼峰存储释放小车。
23、优选地,工件自转装置包括驱动电机、支架、夹持机构、传动链条和导向机构,所述驱动电机连接传动链条,所述驱动电机、所述夹持机构及导向机构均设置在所述支架上,所述传动链条连接夹持机构和所述导向机构,所述导向机构与输送系统机架连接。
24、优选地,一次旋转治具包括一次旋转治具本体、芯轴和轴承,所述轴承套设在所述芯轴上,一次旋转治具本体设置在所述轴承下方,所述轴承与牵引链条连接,所述轴承的传动链轮与所述工件自转装置的传动链条啮合。
25、优选地,二次工装治具包括二次工装治具本体和产品放置架,所述二次工装治具本体垂直插在所述产品放置架中部,所述二次工装治具与一次旋转治具连接。
26、优选地,进口驼峰重力牵引机构和出口驼峰重力牵引机构相同。
27、优选地,所述输送机为倒装品字链输送机。
28、优选地,所述输送系统机架为倒装品字输送系统机架。
29、工作过程描述:
30、当按下驼峰连续输送定点喷涂系统启动按钮后,线体倒装品字拖链在主驱动电机的牵引下,装有产品的一次旋转治具,以定速从上件区域在固定的轨道中前行至进口驼峰连续存储释放机构,在进口存储区重力牵引机构的作用下(存储区重力牵引机构含牵引小车、牵引轨道、行程传感器、超限位传感器、配重装置、配重牵引系统、安全防护系统),线体倒装品字拖链在存储区形成u型缓存,当牵引小车运行到存储区下限位、缓存区上限位上限位时,驼峰牵引电机运行,缓存入口处,传感器传递脉冲信号给plc,plc当通过数量达到要求、缓存区上限位检测到牵引小车、缓存区下限位检测到牵引小车后,plc控制驼峰电机停机并刹车,使待喷涂产品停留在涂装机器人正前方,工件自转装置开始按要求正反运行,以达到喷涂均匀无死角,喷涂完成后,机器人控制系统发送信号给plc,plc分别给驼峰电机发送启动信号、工件自转装置停止信号,喷涂完成治具进入出口缓存区,在出口缓冲区重力牵引机构的作用下,线体拖链在缓冲区形成u型缓存(因主驱动电机持续运行,缓存区不会有堆积现象发生),然后进入下一个循环。
31、与现有技术相对比,本发明的有益效果如下:
32、1.本发明提供的驼峰连续输送定点喷涂系统,在输送机不停止的前提下,工件在喷房内实现固定涂装,不需要跟踪;
33、2.本发明提供的驼峰连续输送定点喷涂系统,使得喷漆房宽度减小,废气与废水排放总量减少约30%-45%,保护环境;
34、3.本发明提供的驼峰连续输送定点喷涂系统,使得废气排放总量减小30-40%,供新风总量相对减小30-45%,排废风机运行功率随机降低,节约能源;
35、4.本发明提供的驼峰连续输送定点喷涂系统,无需提前开启喷枪及延迟关闭喷枪,节约涂料约2-8%。
- 还没有人留言评论。精彩留言会获得点赞!