航空扩口式导管批量表面喷漆方法与流程
本发明涉及一种航空扩口式导管批量表面喷漆方法,属于钣金。
背景技术:
1、为了在飞机上便于识别零件系统类型,以及减缓零件腐蚀延长金属零件使用寿命,经常在零件表面进行喷漆。航空飞机上的导管零件种类众多,同时涉及多种牌号的涂漆样式,零件形状多,批次数量少,如何快速有效的进行批量导管喷漆成为了行业难题。航空扩口式导管要求导管端头上的标准件(外套螺母、平管嘴)部位不涂漆,所以在喷漆前需对扩口部位以及该部位的标准件进行保护。
2、由于导管为圆柱形,导管圆周方向既要涂覆漆膜又要使得零件上的漆膜均匀,喷漆过程中又不能使得漆料沿零件外形流动流淌,过去的导管喷漆十分依赖操作者经验,经验较少的员工喷漆表面质量较差,因此导管类零件的喷漆方法至关重要。
技术实现思路
1、本发明创造的目的是提供一种航空扩口式金属导管表面喷漆方法,提高扩口式导管的表面喷漆效率与喷漆质量。核心技术是研制了扩口式导管喷漆挂架以及喷漆转台,并制定了扩口式导管喷漆的工艺参数以及导管喷涂方式。
2、本发明的技术方案如下:
3、航空扩口式导管批量表面喷漆方法,步骤如下:
4、步骤一、包装保护
5、将航空扩口式导管通过端头保护组合装置包装保护。
6、所述的端头保护组合装置包括转动外帽、固定外帽、外套螺母、平管嘴以及连接堵头。所述的转动外帽与固定外帽通过折页相连,固定外帽上有卡扣使其与转动外帽固定连接,转动外帽与固定外帽为固定连接。导管端头扩口后装配平管嘴与外套螺母,导管与平管嘴为孔轴配合,平管嘴与外套螺母为孔轴配合。连接堵头拧入外套螺母中,连接堵头与外套螺母为螺纹连接。连接堵头与外套螺母连接紧固后,连接堵头底部与导管顶部相接触,以达到紧固的目的。连接后将外套螺母置入固定外帽的卡槽中,外套螺母与固定外帽为固定配合。
7、所述的固定外帽外侧带有折页以及卡扣,起连接与固定转动外帽的作用。其内部带有卡槽,外形与外套螺母贴合,起到固定外套螺母的作用。其材料整体透明,可观察保护套内部情况。
8、所述的外套螺母与平管嘴均为航空标准件,外形以及内孔与导管贴合。
9、所述的导管顶部端头进行扩口成型,喇叭口尺寸符合hb4-52要求,表面光洁无杂质。
10、所述的连接堵头顶端环形为齿形结构,增大操作者手拧连接堵头的摩擦力。底部尺寸与导管的喇叭口外形相吻合,实现包装后的密封性。
11、步骤二、油漆配置
12、首先进行估料,估算所需的漆料,导管类零件的估料方式见如下计算公式。
13、
14、按需喷涂的漆料配方,称取各组分的重量,对于双组份或多组份漆料的配制,应在基料搅拌均匀后,边搅拌边缓慢加入催化剂,再按顺序加入其它材料。加稀释剂应分次加入,以免漆料过稀,随后充分搅拌。采用在线粘度测量系统测定混合后的漆料粘度。
15、步骤三、导管装配
16、对零件进行分类,
17、3.1对于整体体积在2000x500x500mm范围内且弯曲角度不超过180°的扩口式导管零件,使用装挂的方式将零件装配在挂架上。
18、所述的挂架由挂架钩以及挂架板组成,其上两个零件为焊接组合而成,挂架板零件两平面角度呈10°~30°,挂架板上设有凹槽,根据导管零件外径的不同制造不同规格的挂架板。
19、具体方法为,将挂架的挂架钩与设备上的挂钩进行装配,挂钩连接整个喷涂的最顶端,可带动挂架进行旋转。将包装保护好的扩口式导管一端的直线段竖直放置于挂架板上,转动外帽底端可放置于挂架板的凹槽上。批量零件装配时,将零件手动装挂在挂架上,装配时尽量保证导管装挂的方向相同,便于后续的扫描识别。
20、3.2对于范围超出第一种类型,或者弯曲形状较为复杂如螺旋形等的导管零件,选择第二种装配方法。将导管零件放置于旋转台的台面上,保证导管外表面露出的面积尽可能大。
21、所述的旋转台由台面、推力轴承和支架,所述的推力轴承装配在支架的顶端,台面下部有凹槽可与推力轴承形成孔轴配合,最终达到台面可自由旋转的目的。
22、步骤四、喷涂系统仿真识别
23、导管零件批量装配好后,使用蓝光扫描系统对平批量待喷漆的零件整体进行扫描,将扫描后的零件位置模型信息传送至仿真软件中。仿真系统根据零件的外形以及摆放位置自动分析涂漆喷枪的喷涂路径。
24、仿真系统主要针对于步骤三中的第一种装挂类型的导管零件,一般常规的手工喷涂采用正反面喷涂加附加喷涂的方式,仿真系统对扫描后的导管零件弯曲平面进行识别,原理如图10所示,识别后系统自动进行喷涂面积计算,计算出1-2个最佳平面,可以通过4-6次的正反面喷涂使得最大化覆盖漆料。对于无法覆盖的零件死角通过挂具转动特定角度再进行附加喷涂,使得导管零件无论何种弯曲角度下零件整体均能覆盖漆料。
25、对于系统识别认为喷涂过程较为繁琐的零件,采用步骤三中的第二种装配方式,将零件放置于转台上进行手工喷涂。
26、步骤五、底漆喷涂
27、为了提高带颜色面漆与导管零件表面的结合力,对零件表面喷涂底漆。系统扫描识别以及仿真后,开始进行零件底漆喷涂,挂具首先转动至计算好的最佳平面位置,喷枪开始对该平面上的批量导管零件进行喷涂。根据漆雾图样来确定喷枪与导管间距离。
28、导管喷涂过程中,喷枪相对识别平面的喷涂角度以及喷涂次数如下图11所示,喷枪角度对于平面呈45°,最少喷涂四次。喷枪对于批量零件的行走路径为图12,喷枪横向匀速移动,根据零件长度系统识别横向喷涂次数。
29、步骤六、面漆喷涂
30、根据漆料牌号的不同,选择相应的底漆干燥时间,达到预定时间后进行面度喷涂,面漆喷涂的方法同步骤五。
31、本发明的有益效果如下:
32、本发明能够实现导管圆周方向涂覆漆膜均匀,喷漆过程中不会使得漆料沿零件外形流动流淌,不依赖操作者经验,精度和成品率都大大提高。
技术特征:
1.航空扩口式导管批量表面喷漆方法,其特征在于,步骤如下:
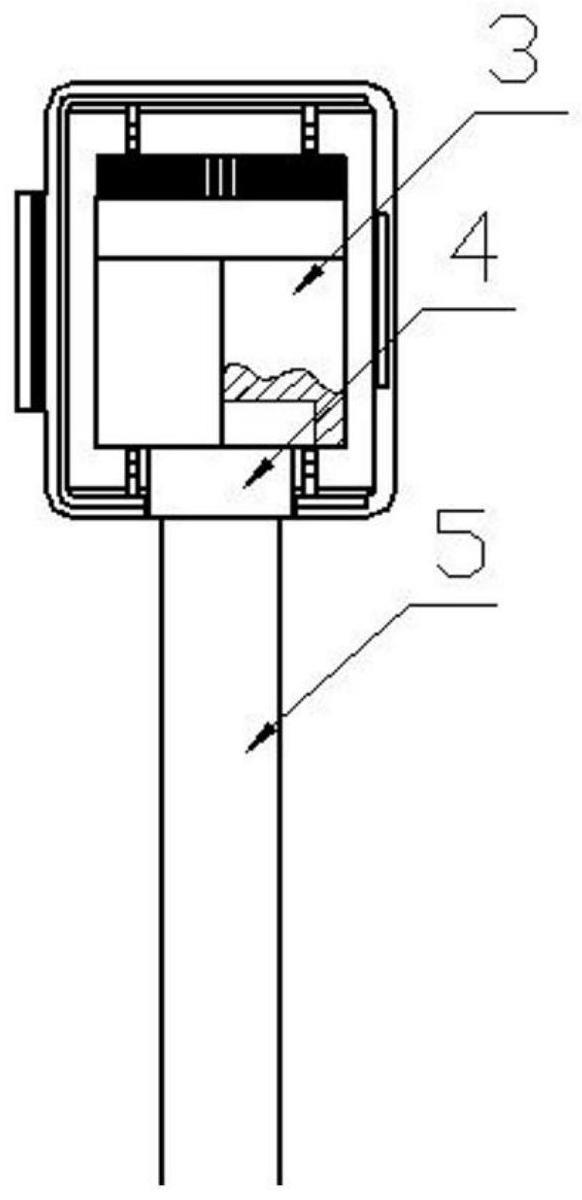
2.如权利要求1所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的外套螺母(3)与平管嘴(4)均为航空标准件,外形以及内孔与导管(5)贴合。
3.如权利要求1或2所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的导管(5)顶部端头进行扩口成型,喇叭口尺寸符合hb4-52要求,表面光洁无杂质。
4.如权利要求1或2所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的连接堵头(6)顶端环形为齿形结构,增大操作者手拧连接堵头(6)的摩擦力;底部尺寸与导管(5)的喇叭口外形相吻合,实现包装后的密封性。
5.如权利要求3所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的连接堵头(6)顶端环形为齿形结构,增大操作者手拧连接堵头(6)的摩擦力;底部尺寸与导管(5)的喇叭口外形相吻合,实现包装后的密封性。
6.如权利要求1或2或5所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的固定外帽(2)整体透明,可观察保护套内部情况。
7.如权利要求3所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的固定外帽(2)整体透明,可观察保护套内部情况。
8.如权利要求4所述的航空扩口式导管批量表面喷漆方法,其特征在于,所述的固定外帽(2)整体透明,可观察保护套内部情况。
技术总结
本发明涉及一种航空扩口式导管批量表面喷漆方法,属于钣金技术领域。本发明研制了扩口式导管喷漆挂架以及喷漆转台,并制定了扩口式导管喷漆的工艺参数以及导管喷涂方式。本发明能够实现导管圆周方向涂覆漆膜均匀,喷漆过程中不会使得漆料沿零件外形流动流淌,不依赖操作者经验,精度和成品率都大大提高。
技术研发人员:岳常迪,王爽,孙进,葛世伟,王林春,于连斌
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!