流体分配器和用于制造流体分配器的方法与流程
本发明涉及一种用于制造流体分配器的方法,以及一种流体分配器,该流体分配器可以特别是借助于该方法制造。
背景技术:
1、可以借助于根据本发明的方法制造的这种流体分配器通常用于输送药物或者还有化妆品流体。它具有流体储存器和输送开口,流体储存器用于在输送之前储存流体,流体可以通过该输送开口沿输送方向排出到环境。
2、输送开口的合适设计以及围绕输送开口并且特别是位于输送开口下游的输送结构,取决于分配器的性质,并且特别是还取决于所期望的应用形式。
3、典型地,流体分配器——至少对于一些或大多数部件来说——借助于塑料注射成型来制造。这意味着塑料以液体形式被引入到由通常的两件式铸造模具形成的空腔中,在此其冷却并硬化,并且然后铸造模具被打开,使得所得的塑料部件可以被移除。除非采取特别的措施,诸如使用所谓的滑块,否则这种类型的制造与这样的要求相关联,即在打开铸造模具时,所得的塑料部件保持可从模具中移除,即没有阻碍或阻止其从形成空腔的一个铸造模具半部中分离的底切。这一要求意味着流体分配器的部件、以及特别是通过其制成输送开口的塑料部件的部件在它们的设计方面受到限制,并且特别是具有不仅从铸造模具半部的分离平面开始逐渐变细而且还在某些地方加宽的形状的设计只能够困难地实施。
4、在流体分配器的情况下,这限制了所述输送结构在输送开口区域中的设计可能性。
技术实现思路
1、本发明的目的是提供一种关于流体分配器的制造方法,以及一种可以使用该方法制造的流体分配器,其中关于输送开口区域的设计,该制造方法以低成本提供了很大的灵活性。
2、为此,提出了一种用于制造流体分配器的方法,该流体分配器具有流体储存器和输送开口,流体可以通过该输送开口沿输送方向排出到环境。
3、具体而言,本发明在此涉及壳体部件的制造,该壳体部件被输送开口穿透并且具有形成输送开口和/或紧密围绕输送开口的输送结构,用于影响输送开口的输送特性。壳体部件可以是外部壳体部件,其与输送开口一样,也具有用于联接到流体分配器的联接装置,诸如内螺纹或闩锁边缘。然而,壳体部件也可以是较小的壳体部件,其连接到其它壳体部件以形成输送头的外表面。
4、壳体部件的输送结构围绕排出路径,并且特别是通过其在排出路径的最窄横截面下游的设计来影响输送特性。特别地,为了形成液滴的目的,输送结构可以被设计成使得出现的流体粘附到输送结构,直到它在重力作用下以单个液滴的形式脱离。
5、根据本发明,提出制造被输送开口穿透的壳体,首先,在第一步骤中,在铸造模具中通过塑料注射成型制造基座本体。这里,优选地,使用具有形成空腔的两个铸造模具半部的铸造模具,即不具有用于制造更复杂设计的滑块或类似物。然而,根据本发明的方法也可以使用滑块。然而,优选地,它不在输送结构的区域中进行。
6、特别地,壳体部件的基座本体(即在通过塑料注射成型首次成型之后处于中间状态的壳体部件)具有这样的设计,其中部件从两个铸造模具半部的分离边界开始,沿两个方向逐渐变细,并且不具有形成底切的加宽部,底切会阻碍从铸造模具中的移除。
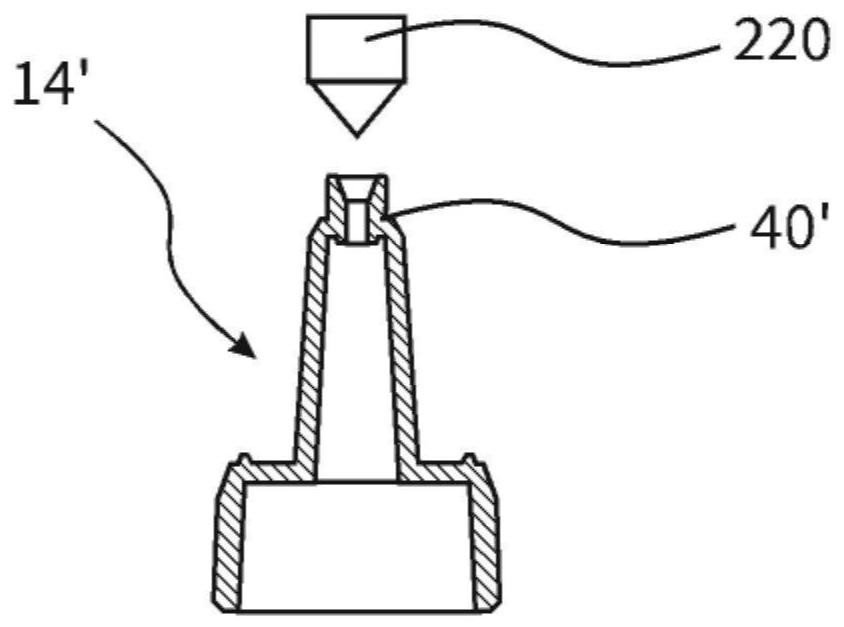
7、在塑料注射成型完成之后,在第二步骤中,将机械力施加到仍未完成的输送结构,该机械力导致基座本体变形,并因此形成具有其最终设计的输送结构。
8、因此,根据本发明,提供了具有输送开口的壳体部件,该壳体部件最初常规地经由注射成型工艺制造,并且然后发生输送结构的塑性变形,以便从而影响通过输送开口的输送特性。
9、所得的壳体部件通常与另外的部件相结合,特别是与形成流体储存器的部件和输送头的另外的部件相结合,例如阀或泵部件,然而这些在本发明的上下文中没有本质的意义。特别地,在根据本发明制造的壳体部件中设置有输送开口的输送头可以包括附加的外部壳体,该附加的外部壳体特别地在端面处具有开口,形成为流体排出部分的壳体部件插入该开口中。
10、根据本发明的方法提供了两个主要优点:
11、首先,可以制造具有端部加宽部和所得的底切的壳体部件,而不需要特别复杂的铸造模具,例如具有可单独移动的滑块。
12、第二,可以产生不同的输送结构,而不需要单独的铸造模具。取而代之的是,对于两种不同设计的输送结构使用一致的铸造模具,并且在通过注射成型制造基座本体之后,从相同结构的基座本体开始到这一点,通过对最初相同的输送结构施加不同的力,可以产生具有不同输送特性的不同成形的输送结构。因此,特别提出从相同的基座本体开始制造具有不同输送结构的壳体部件。
13、优选地,机械力借助于压模施加,该压模在初始制造之后在输送结构上按压。特别地,它可以是金属压模,该压模是生产系统的一部分,并且在制造过程期间以限定的力/行程参数自动作用在输送结构上。优选地,机械力可以由压模施加,该压模沿输送开口的主要延伸方向前进到基座本体,并且从内部或者特别是从外部在输送结构上按压,特别是与流体的以后的出口方向相反地按压到基座本体上。
14、根据本发明,压模或用于施加力的目的的另一个元件可以特别地具有加宽的形状,使得在其接近输送结构期间,其与输送结构接触,并且在继续前进期间逐渐加宽输送结构。在第二步骤中发生变形之前,基座本体的输送结构的形状优选已经具有内部圆锥形形式或内部圆柱形形式,其然后在第二步骤中被加宽,特别是借助于所述加宽压模或其他施加力的元件。
15、优选地,提供的是,在输送结构的远端处,在第二步骤中发生的加宽将净内径的横截面加宽至少10%,优选至少20%。
16、施加力的目的是输送结构的永久变化,即塑性材料的塑性变形。为了实现这一点,优选借助于经加热的部件施加力。取决于所使用的塑料,部件在变形期间的温度优选至少处于维卡软化温度。对于大多数塑料材料,该温度在60℃和160℃之间。该方法原则上适用于所有常规地用于流体分配器的塑料。
17、特别地,如果在注射成型之后,当基座部件仍然温热时,借助于压模将力施加到输送结构,则可以实现用经加热的部件施加力。替代地或附加地,可以提供的是,用经加热的压模直接施加力。特别地,为此,压模可以装配有加热元件。
18、除了使用来自注射成型的余热和使用经加热的压模之外,自然也有可能在注射成型之后在单独的加热步骤中整体加热基座部件,以便在经加热的状态下施加力。
19、在施加力期间对输送结构的加热、特别是为了施加力的目的而使用经加热的压模,还提供了这样的优点,即可以由此减少或消除残留在来自注射成型的输送开口区域中的毛刺。特别是在滴眼剂分配器的制造中,这是显著的优点。
20、对输送结构的力施加和相关联的变形不一定需要借助于单独的工具(诸如所述压模)来进行,而是也可以使用流体分配器自身的元件。特别地,可以提供的是,使用流体分配器的保护帽进行机械力施加和相关联的变形。为此,保护帽在其内侧上具有沿输送开口的方向从外侧逐渐变细的加宽结构,该加宽结构在第一次模制之后与基座本体的出口结构的临时形状相适应,使得该输送结构以杯的方式加宽。
21、这种程序有利于该方法,因为第二步骤——输送结构的变形——与安装帽的步骤相关联。优选地,保护帽是与壳体部件分离的第二部件,该第二部件特别优选地单独制造。在壳体部件与输送结构的第一次模制之后,并且可能将该壳体部件与其它壳体部件(诸如流体储存器或阀泵部件)组装之后,然后装配保护帽。在保护帽的装配期间,力被施加到输送结构,并且特别是它被径向加宽。特别地,优选地,输送结构此时被加热,以便借助于保护帽和设置在其上的加宽结构实现输送结构的期望塑性变形。通过使用保护帽作为影响输送结构的元件,同样的分配器也可以因此借助于不同的保护帽而具有不同的输送结构。
22、除了所述制造方法之外,本发明还涉及一种流体分配器,其特别地可以使用该方法制造。特别地,优选地,这是用于输送分离的单个液滴的液滴分配器。这种液滴分配器具有输送结构,该输送结构在输送开口的区域中具有液滴形成表面,排出的流体沉降在该表面上。只有当已经达到液滴的流体量时,该液滴才会在重力作用下从输送结构脱离。
23、根据本发明的流体分配器具有流体储存器和输送开口,流体可以通过该输送开口沿输送方向排出到环境。该输送开口优选设置在输送头上,该输送头被构造成用于联接到流体分配器。流体分配器可以特别被构造为泵式分配器或挤压瓶分配器。当被构造为泵式分配器时,分配器具有带有泵室的泵装置,该泵室在输入侧上和输出侧上设置有阀,并且该泵装置能够借助于控制装置操作,特别是借助于设置在输送头的壳体侧上的旋钮操作,以便从泵室输送流体并从流体储存器吸取新鲜流体。在挤压瓶分配器的情况下,不提供泵装置。取而代之的是,施加压力,因为流体分配器作为一个整体被弹性压缩,并且由此流体被推动通过到输送开口。在泵式分配器的情况下以及还有在挤压瓶式分配器的情况下,优选提供的是,输送阀直接连接在输送开口上游,该输送阀在正压力下打开并因此允许排出。
24、流体分配器具有壳体部件,特别是输送头的外部壳体或插入其中的流体排出部分,输送开口穿过该壳体部件,并且该壳体部件具有形成输送开口和/或邻接输送开口的输送结构。该输送结构特别形成上述液滴形成表面,并且可以设置在排出开口下游,用于影响排出特性。所述液滴形成就是这样的示例。然而,输送结构也可以具有不同的设计,例如产生流体射流。
25、根据本发明的流体分配器的特征在于,输送结构在其外侧上具有圆周凹陷。与输送结构在下游远端处的横截面相比,输送结构在圆周凹陷的区域中的横截面以收缩的方式减小。在液滴分配器的情况下,远端优选地至少形成有至少1mm和/或至多3mm的外径、优选地至少1.5mm和/或至多2.5mm的外径。在低于该外径的圆周凹陷的区域中,外径优选地小至少10%,优选地小至少20%。
26、考虑到流体及其粘度和密度,以及输送结构材料的性质,特别是为了液滴排出的目的,远端处直径的大小取决于所期望的液滴体积。直径应该被选择成使得期望体积的液滴可以在这里形成,并且在到达该体积时,在重力的作用下可靠地从输送结构和这里优选提供的杯形状脱离。根据本发明的方法允许从注射模制之后相同形式的基座部件开始,通过随后的变形并且特别是输送结构远端的加宽,制造输送结构,每个输送结构具有理想地与相应流体相适应的设计。
27、由输送结构远端下方的圆周凹陷产生的杯形状在杯的上端处导致有利的几何条件,用于防止在液滴形成期间流体从输送结构的内部逸出。在输送结构的外侧上,这优选地具有沿输送方向连续加宽的外部加宽区域,其从圆周凹陷延伸直到输送结构的远端。外部加宽区域的表面(即位于加宽区域的平面中的直线)和排出方向之间的角度优选大于20°,特别优选大于30°或40°。
28、优选地,由输送结构形成的平坦的或内部圆锥形的液滴形成表面在输送结构的远端处由撕开边缘在外侧上界定,该边缘阻碍流体的逸出。特别地,撕开边缘可以形成有大于0.05mm、特别是大于0.1mm的曲率半径,以便避免来自撕开边缘的伤害。
29、优选地,输送结构在凹陷的区域中不具有毛刺。应该避免输送结构的区域中的毛刺,因为这在将药物施加到眼睛的情况下构成危险。如果边缘锋利的毛刺接触到眼睛,它会造成伤害。
30、特别是通过上述方法可以实现凹陷的区域中没有毛刺。在使用先前的常规方法成形具有圆周凹陷的输送结构期间,只有在凹陷区域中设置铸造模具半部的分离线,或者使用具有滑块的铸造模具时,才能实现这一点;然而,根据本发明的方法允许借助于所述的两阶段方法来产生圆周凹陷,即,在第一注射成型步骤中,产生没有凹陷的基座形式,并且然后通过随后加宽凹陷上方的输送结构来形成该基座形式。
31、输送结构优选地在外侧和内侧上的相应加宽区域中具有杯状加宽部。优选地,外部加宽区域的表面和排出方向之间的角度小于内部加宽区域的表面和排出方向之间的角度。输送结构的杯状壁优选朝向远端更薄。
32、如上所述,可以使用根据本发明的制造方法,使得利用保护帽作为施力元件,从基座形式开始进行输送结构的塑性变形。
33、因此,根据本发明的流体分配器优选地具有可移除且可重新装配的保护帽,该保护帽在装配时覆盖输送开口并且在其内侧上具有加宽结构,当装配保护帽时,该加宽结构位于输送结构的内侧上。因为输送结构的设计是在制造期间借助于加宽结构来确定的,所以当装配保护帽时,加宽结构和输送结构的内侧特别靠近在一起。这也构成了一个优点,即在以后的操作中,当保护帽在使用之后重新装配到流体分配器时,这可以非常可靠地从输送结构中排出流体残余物。
34、如果制造输送开口所穿过的壳体部件和保护帽或至少其加宽结构由不同的塑料材料组成,这可能是有利的。特别地,加宽结构可以由更硬的材料和/或具有更高软化温度的材料制成。
35、旨在初次施加保护帽或使用压模时发生的输送结构的变形至少部分是塑性的,使得发生残余变形。然而,也可以通过适当的方法参数、特别是适当选择的温度来提供和实现变形是部分弹性的,使得当装配保护帽时,输送结构处于弹性张力下。
36、保护帽优选地不是简单的推动帽,而是通过形式配合对抗移除。这特别可以通过保护帽上的闩锁边缘或者通过将保护帽设计成具有用于联接到输送头的外部壳体的螺纹来实现。
37、流体分配器的输送开口和输送结构通常具有旋转对称的设计。然而,这不是强制性的。提供非旋转对称形式也可能是有利的,例如多边形横截面或具有圆周离散凸起的横截面。在液滴分配器的情况下,这可影响液滴的分离趋势。
- 还没有人留言评论。精彩留言会获得点赞!