一种液态料自动点胶称重设备的制作方法
本发明属于自动点胶设备领域,尤其是涉及一种液态料自动点胶称重设备。
背景技术:
1、传统模片进行液态料点胶加工时,需要人工放模片,点胶后人工取模片,然后人工称重,点胶后的模片克重需要人工干预;克重合格的模片需要人工搬运到压机,并人工放模片到压机的模具上。传统模片进行点胶加工的方法,需要人工检测克重,人工检测增加作业时间,并且人工检测容易出现误差。
技术实现思路
1、有鉴于此,本发明旨在提出一种液态料自动点胶称重设备,以实现自动对模片进行点胶和称重,用机械手取代人工实现全自动作业、缩减制作过程、节约人工转运成本、提高效率。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、一种液态料自动点胶称重设备,包括控制器和与控制器连接的点胶部件,还包括与控制器连接的上料机构、搬运部件、称重系统和机械手;所述上料机构包括料仓和顶升机构,料仓包括垂直向上设置的侧壁,其内部构成模片的供料通道,其顶部设置仓口,仓口构成一模片点胶位,料仓下部设置顶升机构,顶升机构用于将料仓内的模片顶升至仓口的模片点胶位;上料机构一侧设置点胶部件,点胶部件包括移动机构和设置在移动机构上的点胶嘴,移动机构用于带动点胶嘴移动至所述模片点胶位进行点胶;所述模片点胶位旁边设置称重系统,称重系统包括称重台和设置在称重台的称重传感器;所述称重台与模片点胶位之间设置搬运部件,搬运部件用于将模片由模片点胶位搬运至称重台;所述称重系统附近设置机械手,机械手用于根据接收到的信号将模片放入模具进行后续加工或放入不合格回收箱。
4、进一步的,所述顶升机构为伺服电动缸,包括底板、齿轮齿条传动部件、顶升推杆和电机,电机与所述控制器的信号输出端连接,所述电机用于驱动齿轮齿条传动部件带动顶升推杆沿垂直方向移动;所述底板上开设用于配装所述料仓的安装口,安装口下方设置所述顶升机构,所述顶升推杆的顶部与所述料仓内底部的模片抵接。
5、进一步的,所述料仓的侧壁整体呈l形,所述模片呈方形,所述侧壁包括四个,分别设置在所述模片的四角。
6、进一步的,所述移动机构包括x向移动机构、y向移动机构和z向移动机构。
7、进一步的,所述搬运部件包括x向搬运机构、z向搬运机构和吸盘。
8、进一步的,所述料仓、称重台包括4个,所述吸盘包括工形安装板,和设置在工形安装板四角上的模片吸盘。
9、进一步的,所述机械手为四轴式机械手。
10、进一步的,所述上料机构、点胶部件、搬运部件和称重系统设置在同一个独立式点胶称重工作台上。
11、进一步的,围绕所述同一个点胶称重工作台和一机械手设置防护网。
12、相对于现有技术,本发明所述的液态料自动点胶称重设备具有以下优势:
13、本发明所述的一种液态料自动点胶称重设备,设置有点胶部件、上料机构、搬运部件、称重系统和机械手,将模片顶升至至仓口的模片点胶位,点胶部件自动移位至模片点胶位进行点胶,搬运部件取料搬运到称重系统进行称重,控制器向机械手发送信号,机械手根据接收到信号将模片放入模具进行后续加工或放入不合格回收箱,由此实现全自动循环动作。使用液态料自动点胶称重设备可以减少人工,缩减制作过程,节约成本,提高效率,用机械手取代人工实现全自动作业。
技术特征:
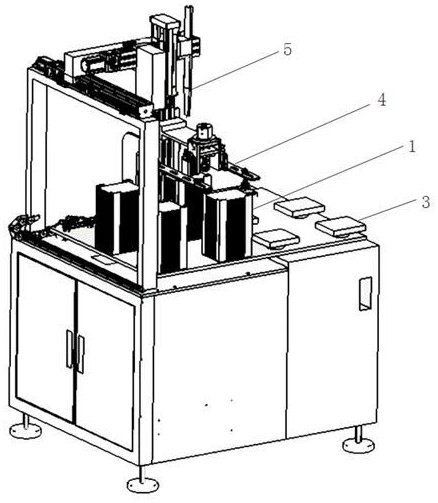
1.一种液态料自动点胶称重设备,包括控制器和与控制器连接的点胶部件(5),其特征在于:还包括与控制器连接的上料机构(1)、搬运部件(4)、称重系统(3)和机械手(7);所述上料机构(1)包括料仓(10)和顶升机构(11),料仓(10)包括垂直向上设置的侧壁(26),其内部构成模片的供料通道,其顶部设置仓口(12),仓口(12)构成一模片点胶位(13),料仓(10)下部设置顶升机构(11),顶升机构(11)用于将料仓(10)内的模片顶升至仓口(12)的模片点胶位(13);上料机构(1)一侧设置点胶部件(5),点胶部件(5)包括移动机构和设置在移动机构上的点胶嘴(17),移动机构用于带动点胶嘴(17)移动至所述模片点胶位(13)进行点胶;所述模片点胶位(13)旁边设置称重系统(3),称重系统(3)包括称重台和设置在称重台的称重传感器;所述称重台与模片点胶位之间设置搬运部件(4),搬运部件(4)用于将模片由模片点胶位(13)搬运至称重台;所述称重系统(3)附近设置机械手(7),机械手(7)用于根据接收到的信号将模片放入压机(8)的模具或放入不合格回收箱(24)。
2.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述顶升机构(11)为伺服电动缸,包括底板(27)、齿轮齿条传动部件(6)、顶升推杆(2)和电机(25),电机(26)与所述控制器的信号输出端连接,所述电机(25)用于驱动齿轮齿条传动部件(6)带动顶升推杆(2)沿垂直方向移动;所述底板(27)上开设用于配装所述料仓(10)的安装口(28),安装口(28)下方设置所述顶升机构(11),所述顶升推杆(2)的顶部与所述料仓(10)内底部的模片(24)抵接。
3.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述料仓(10)的侧壁(26)整体呈l形,所述模片(24)呈方形,所述侧壁(26)包括四个,分别设置在所述模片(24)的四角。
4.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述移动机构包括x向移动机构(14)、y向移动机构(15)和z向移动机构(16)。
5.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述搬运部件包括x向搬运机构(18)、z向搬运机构(19)和吸盘(20)。
6.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述料仓(10)、称重台(3)包括4个,所述吸盘(20)包括工形安装板(22),和设置在工形安装板(22)四角上的模片吸盘(21)。
7.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述机械手(7)为四轴式机械手。
8.根据权利要求1所述的液态料自动点胶称重设备,其特征在于:所述上料机构(1)、点胶部件(5)、搬运部件(4)和称重系统(3)设置在同一个独立式点胶称重工作台(9)上。
9.根据权利要求7所述的液态料自动点胶称重设备,其特征在于:围绕所述同一个点胶称重工作台(9)和一机械手(7)设置防护网(23)。
技术总结
本发明提供了一种液态料自动点胶称重设备,包括控制器和与控制器连接的点胶部件、上料机构、搬运部件、称重系统和机械手;上料机构包括料仓和顶升机构,顶升机构用于将料仓内的模片顶升至仓口的模片点胶位;上料机构一侧设置点胶部件,点胶部件包括移动机构和设置在移动机构上的点胶嘴,移动机构用于带动点胶嘴移动至所述模片点胶位进行点胶;模片点胶位旁边设置称重系统,所述称重台与模片点胶位之间设置搬运部件,称重系统附近设置机械手。本发明实现自动对模片进行点胶和称重,用机械手取代人工实现全自动作业、缩减制作过程、节约人工转运成本、提高效率。
技术研发人员:魏俊峰,李治辉
受保护的技术使用者:苏州三卓韩一橡塑科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!