点胶预压设备及点胶预压方法与流程
本发明涉及储能产品制造领域,具体而言,涉及一种点胶预压设备及点胶预压方法。
背景技术:
1、目前,在储能产品的生产过程中,在对电池包上的铝片进行预压工艺前,还要对冷板表面与电芯之间的接触面进行整体点胶工艺。
2、然而,现有技术中往往将点胶工艺和预压工艺分开在不同的设备中进行。在利用点胶设备中对冷板进行点胶后,将冷板输送至预压设备中,再通过预压设备对电芯进行预压工艺,这样会导致点胶工业的作业效率较低。
技术实现思路
1、本发明的主要目的在于提供一种点胶预压设备及点胶预压方法,以解决现有技术中储能产品的点胶工艺的作业效率较低的问题。
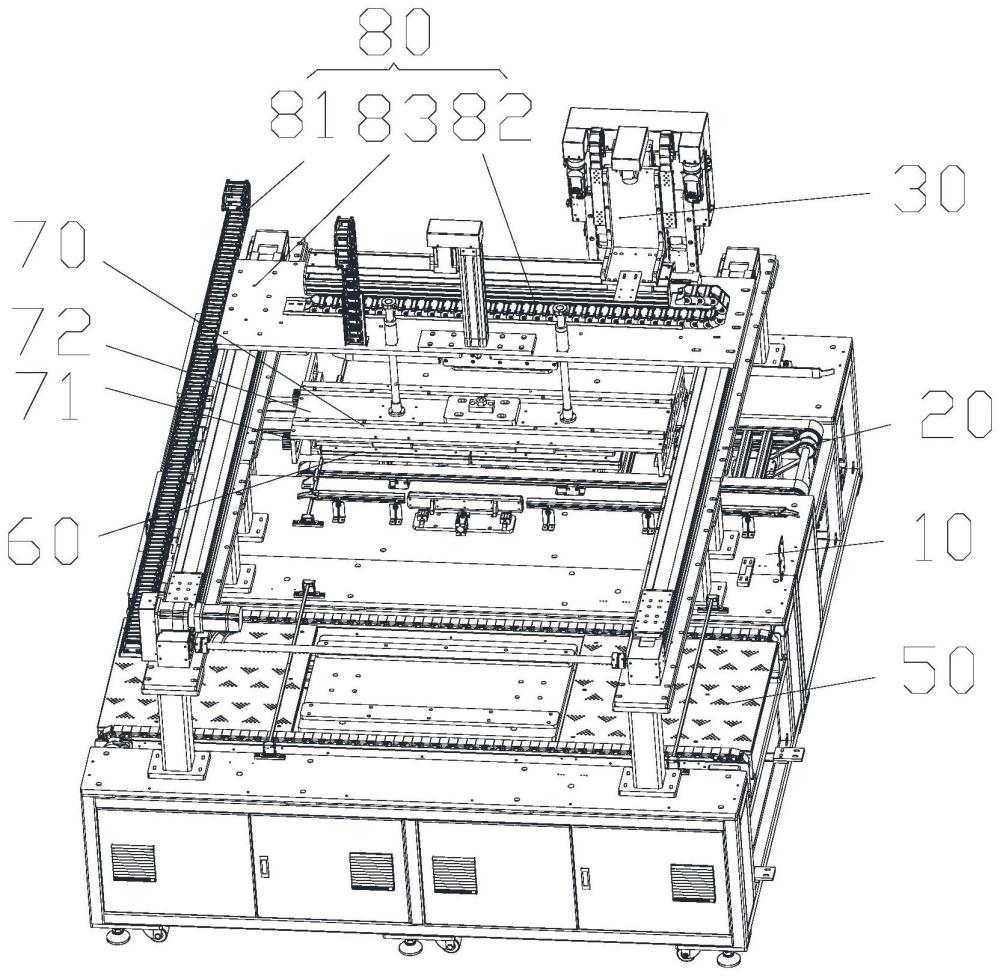
2、为了实现上述目的,根据本发明的一个方面,提供了一种点胶预压设备,包括:安装座、第一运输结构和点胶结构,第一运输结构设置在安装座上,第一运输结构用于对冷板进行运输;点胶结构可活动地设置在第一运输结构的上方,点胶结构用于对冷板进行点胶;第二运输结构和预压结构,第二运输结构设置在安装座上,第二运输结构与第一运输结构间隔设置,预压结构可活动地设置在第二运输结构的上方;转移结构,转移结构的夹取部用于夹取第一运输结构上的冷板,转移结构可活动地设置,以将第一运输结构上的冷板转移至第二运输结构上;第二运输结构用于将冷板运输至对接位置和预压位置;当冷板处于对接位置时,冷板位于第二运输结构的端部,以使电芯模组放置于冷板上;当冷板处于预压位置时,冷板和电芯模组位于第二运输结构的中部,以通过预压结构对电芯模组进行预压操作。
3、进一步地,点胶预压设备还包括:第一驱动组件和第二驱动组件,第一驱动组件与点胶结构驱动连接,第一驱动组件带动点胶结构运动;第二驱动组件与预压结构驱动连接,第二驱动组件带动预压结构运动;或者,驱动机构,驱动机构与点胶结构驱动连接,驱动机构与预压结构驱动连接,驱动机构带动点胶结构和预压结构运动。
4、进一步地,预压结构设置在转移结构上,预压结构的预压部可升降地设置,预压部与夹取部连接。
5、进一步地,驱动机构包括:第一驱动结构,第一驱动结构的驱动部沿第一运输结构和第二运输结构的间隔排布方向可移动地设置,第一驱动结构的驱动部与转移结构驱动连接,第一驱动结构的驱动部与预压结构驱动连接;第二驱动结构,第一驱动结构的驱动部与第二驱动结构驱动连接,第二驱动结构的驱动部沿第一运输结构的运输方向可移动地设置,第二驱动结构的驱动部与点胶结构驱动连接。
6、进一步地,驱动机构还包括:安装板,安装板沿第一运输结构的延伸方向延伸,第一驱动结构的驱动部与安装板驱动连接,第二驱动结构和点胶结构均设置在安装板上,转移结构设置在安装板上,预压结构的预压部可升降地穿设在安装板上。
7、进一步地,转移结构包括:转移板,预压部与转移板驱动连接,夹取部包括第一夹爪和第二夹爪,第一夹爪和第二夹爪分别设置在转移板的两端;其中,第一夹爪沿转移板的延伸方向可移动地设置,第二夹爪沿转移板的延伸方向可移动地设置。
8、进一步地,预压结构具有移动状态和预压状态;当预压结构处于移动状态时,转移结构夹取冷板,预压结构通过转移结构带动冷板进行升降;当预压结构处于预压状态时,第一夹爪和第二夹爪均避让电芯模组设置,预压部通过转移板对电芯模组施压。
9、进一步地,点胶预压设备还包括:定位结构,定位结构包括间隔设置的第一定位部和第二定位部,第一定位部和第二定位部之间的间隙与冷板的形状相适配,第一定位部设置在第一运输结构的一侧,第二定位部设置在第二运输结构的另一侧。
10、根据本发明的另一方面,提供了一种点胶预压方法,采用上述提供的点胶预压设备,点胶预压方法包括:控制第一运输结构进行运输,以通过第一运输结构将冷板运送至第一运输结构的中部;驱动点胶结构运动,并通过点胶结构对冷板进行点胶操作;驱动转移结构运动,并通过转移结构将完成点胶操作的冷板转移至第二运输结构的中部;驱动第二运输结构正向运动,以将冷板转移至第二运输结构的端部,并将电芯模组转移至冷板上;驱动第二运输结构反向运动,以使冷板和电芯模组运动至第二运输结构的中部;驱动预压结构朝向电芯模组运动,以通过预压结构对电芯模组进行预压操作。
11、进一步地,驱动转移结构运动,包括:驱动预压结构的预压部下降,控制第一夹爪和第二夹爪背向运动;当转移板与冷板接触时,控制第一夹爪和第二夹爪相向运动,以通过第一夹爪和第二夹爪夹紧冷板;驱动转移结构带动冷板运动至第二运输结构上,控制第一夹爪和第二夹爪背向运动,以松开冷板;驱动预压结构的预压部上升。
12、应用本发明的技术方案,第一运输机构将冷板运输到预压设备上,点胶机构对冷板进行点胶,点胶完成后,转移结构夹取冷板并将其运输到第二运输结构上,第二运输结构将冷板运输至对接位置,以便于将电芯模组放置在冷板上,此后,第二运输结构将冷板运输至预压位置,预压结构对电芯模组进行预压操作。这样,在一个设备上完成了对冷板表面与电芯之间的接触面的点胶工艺以及对电芯模组的预压工艺,从而提高了电池模组的生产效率。
技术特征:
1.一种点胶预压设备,其特征在于,包括:
2.根据权利要求1所述的点胶预压设备,其特征在于,所述点胶预压设备还包括:
3.根据权利要求1所述的点胶预压设备,其特征在于,所述预压结构(60)设置在所述转移结构(70)上,所述预压结构(60)的预压部(61)可升降地设置,所述预压部(61)与所述夹取部(71)连接。
4.根据权利要求2所述的点胶预压设备,其特征在于,所述驱动机构(80)包括:
5.根据权利要求4所述的点胶预压设备,其特征在于,所述驱动机构(80)还包括:
6.根据权利要求3所述的点胶预压设备,其特征在于,所述转移结构(70)包括:
7.根据权利要求6所述的点胶预压设备,其特征在于,所述预压结构(60)具有移动状态和预压状态;当所述预压结构(60)处于所述移动状态时,所述转移结构(70)夹取所述冷板(40),所述预压结构(60)通过所述转移结构(70)带动所述冷板(40)进行升降;当所述预压结构(60)处于所述预压状态时,所述第一夹爪(711)和所述第二夹爪(712)均避让所述电芯模组设置,所述预压部(61)通过所述转移板(72)对所述电芯模组施压。
8.根据权利要求1所述的点胶预压设备,其特征在于,所述点胶预压设备还包括:
9.一种点胶预压方法,其特征在于,采用权利要求1至8中任一项所述的点胶预压设备,所述点胶预压方法包括:
10.根据权利要求9所述的点胶预压方法,其特征在于,所述驱动转移结构运动,包括:
技术总结
本发明提供了一种点胶预压设备及点胶预压方法,该点胶预压设备包括安装座、第一运输结构、点胶结构、第二运输结构、预压结构以及转移结构。第一运输结构用于对冷板进行运输;点胶结构用于对冷板进行点胶。第二运输结构与第一运输结构间隔设置,预压结构可活动地设置在第二运输结构的上方。转移结构的夹取部用于夹取第一运输结构上的冷板,转移结构可活动地设置,以将第一运输结构上的冷板转移至第二运输结构上;当冷板处于对接位置时,将电芯模组放置于冷板上;当冷板处于预压位置时,通过预压结构对电芯模组进行预压操作。通过本发明提供的点胶预压设备及方法,解决了现有技术中储能产品的点胶工艺的作业效率较低的技术问题。
技术研发人员:李永富,王安国,李健
受保护的技术使用者:珠海科创储能科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!