一种门窗双面打胶生产线的制作方法
本发明涉及门窗双面打胶,尤其涉及一种门窗双面打胶生产线。
背景技术:
1、现有单面打胶机主要由控制台、打胶喷头、传送滚筒、纵横打胶机械臂组成。传送滚筒通过将门窗扇运至指定位置,待机械臂定位门窗打胶位置后通过纵横机械臂相互配合使打胶喷头完成自主打胶。
2、现有打胶设备多为单面打胶一定程度上施工时间长,效率低。打胶时通过人工上料待门窗扇移至指定位置后打胶,单面完成打胶后送至码垛区进行码垛,随后经人工二次翻转后重复上料流程,进而完成双面打胶工作。
3、现有打胶设备存在以下不足:
4、1)现有打胶设备结构上缺少门窗翻面结构,完成一侧胶面后仍需人工二次翻面打胶,加工过程中存在重复流程,操作工序繁琐。
5、2)现有单机门窗打胶设备在生产线中相互配合能力弱,设备缺少自动上下料,产品流转等结构设备,生产中设备之间的贯通作用不强。
6、因此,针对上述问题,提出一种门窗双面打胶生产线,来解决上述问题。
技术实现思路
1、本发明针对现有技术的不足,研制一种门窗双面打胶生产线,旨在解决单机门窗打胶设备单面打胶的技术难题,集成上下料、传送、翻转、打胶四道工序,实现了门窗打胶自动化。
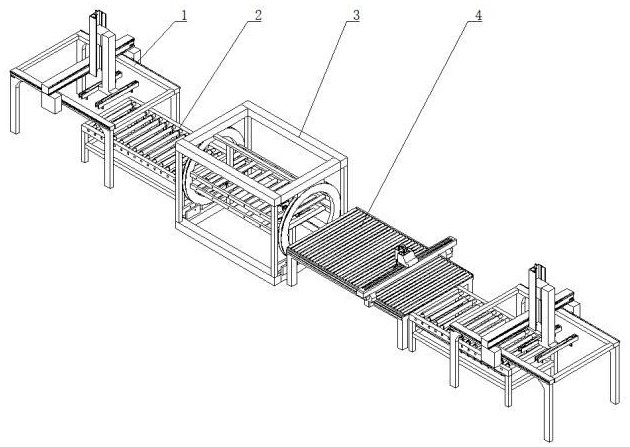
2、本发明解决技术问题的技术方案为:本发明提供了一种门窗双面打胶生产线,包括自动打胶部及翻转部;所述自动打胶部及所述翻转部一侧分别设置有运输部,两个所述运输部的一侧分别设置有上下料部;所述自动打胶部包括打胶机架,所述打胶机架两侧分别连接打胶纵向线性模组,两个所述打胶纵向线性模组的滑块分别连接打胶横向模组,所述打胶横向模组的滑块连接打胶机械臂,所述打胶机械臂连接打胶机械手,所述打胶机架两侧分别轴承连接打胶辊的中心轴;所述翻转部包括框架,所述框架的两端分别连接对称的轨道块,两个旋转从动轮分别嵌套对应的所述轨道块,两个所述旋转从动轮分别连接对称的运输固定杆,每个所述运输固定杆分别轴承连接一组运输辊的中心轴。通过采用自动打胶部及翻转部,实现门窗的翻面以及双面打胶。
3、作为优化,两个所述旋转从动轮分别连接压合安装板,每个所述压合安装板的两端分别连接气缸支架,每个所述气缸支架的端部分别连接气缸,每个所述气缸的活塞杆分别连接压合板。通过设置气缸,实现压合板的移动,实现压合板夹紧门窗,方便实现门窗的翻面。
4、作为优化,所述框架连接传动电机,所述传动电机的输出轴连接主动锥齿轮,所述框架连接对称的传动杆安装座,对称的所述传动杆安装座分别轴承连接传动杆,对称的所述传动杆分别连接从动锥齿轮,对称的所述从动锥齿轮分别啮合所述主动锥齿轮,两个传动皮带的一端分别环绕对应的所述传动杆,两个所述传动皮带的另一端分别环绕对应的所述旋转从动轮。通过采用锥齿轮啮合以及传动皮带带动,实现两侧的旋转从动轮同步运动,实现门窗的翻面。
5、作为优化,所述框架两端分别连接对称的限位槽,两个所述旋转从动轮分别设置在对应的所述限位槽内,两个所述传动杆分别穿过对应的所述限位槽。本装置通过采用限位槽,实现辅助旋转从动轮的限位,以及防护传动杆及传动皮带。
6、作为优化,所述运输部包括运输支架,所述运输支架轴承连接一组运输主辊,每个所述运输主辊分别连接从动轮,所述运输支架连接运输电机,所述运输电机的输出轴连接运输传动杆,一组运输皮带的一端分别环绕对应的所述从动轮,一组所述运输皮带的一端分别环绕所述运输传动杆。通过采用运输部,实现门窗的运输,方便实现门窗的打胶以及运输。
7、作为优化,所述上下料部包括上下料机架、纵向移动组件、横向移动组件、竖向移动组件及上下料组件,所述纵向移动组件包括两个纵向轨道、两个纵向齿条及两个纵向传动总成,所述上下料机架的两侧上部分别连接对应的所述纵向轨道,所述上下料机架的两侧下部分别连接对应的所述纵向齿条,两个所述纵向传动总成分别连接对称的纵向滑块及纵向齿轮,每个所述纵向滑块分别嵌套对应的所述纵向轨道,每个所述纵向齿轮分别啮合对应的所述纵向齿条,所述横向移动组件包括横向轨道、横向齿条、横向传动总成及横向杆,两个所述纵向传动总成分别连接所述横向杆的一端,所述横向杆的一侧上部分别连接对应的所述横向轨道,所述横向杆的一侧下部分别连接对应的所述横向齿条,所述横向传动总成连接对称的横向滑块及横向齿轮,每个所述横向滑块分别嵌套对应的所述横向轨道,所述横向齿轮啮合所述横向齿条,所述竖向移动组件包括u板,所述横向传动总成连接所述u板,所述u板连接螺杆及对称的导向杆,所述u板内设置有竖向传动总成,所述螺杆螺纹连接所述竖向传动总成,两个所述导向杆分别穿过所述竖向传动总成。通过采用纵向移动组件、横向移动组件及竖向移动组件,实现上下料组件在空间内沿三个坐标轴的一端,方便实现门窗分拣码垛。
8、作为优化,所述上下料组件包括t形板,所述t形板的两侧分别连接滑槽,两个所述滑槽的两端分别连接夹持气缸,每个所述夹持气缸的活塞杆分别连接夹具,每个所述夹具分别设置在对应的所述滑槽内,所述t形板连接所述竖向传动总成。通过采用夹持气缸带动,实现两侧夹具夹紧门窗,实现门窗夹紧,方便其运输。
9、作为优化,所述夹具夹持面连接橡胶软垫。通过设置橡胶软垫,避免门窗在夹紧时,表面受到损伤。
10、
技术实现要素:
中提供的效果仅仅是实施例的效果,而不是发明所有的全部效果,上述技术方案具有如下优点或有益效果:
11、通过首尾段上下料部、两个运输部、翻转部及自动打胶部。实现了门窗扇上下料、型材运输、门窗扇翻转、打胶四道工序。相较于传统单面门窗打胶设备,主要区别在于可通过多生产设备相互联机协作实现门窗两面自动打胶,并且减少了人工搬运上下材料,以及人工翻转定位材料位置的过程,加快了生产加工节拍。
12、1)本发明在门窗扇进入生产线后,采用上下料部机械设备自主完成,通过定位、识别、夹取、移动多种功能配合实施,完成门窗扇入线运输以及打胶完成后的分拣码垛。
13、2)本发明的运输部设备通过整体联合控制保证了运输门窗扇的持续性,通过协调上下料部、翻转部及打胶部,控制传动率以保证生产加工节拍稳定。
14、3)本发明的翻面部通过运输部将门窗扇输送至指定位置后,自动对其门窗扇进行夹紧固定并翻转,翻转过程中通过传动电机及压合板对其翻转行程限位以实现翻转位置准确且无安全事故发生。
15、4)本发明的自动打胶部通过门窗扇自主定位、打胶位置自主识别,控制打胶机械臂在纵向、横向、垂直方向上联合移动,从而完成门窗扇周圈连续打胶。
技术特征:
1.一种门窗双面打胶生产线,其特征是:包括自动打胶部(4)及翻转部(3);
2.根据权利要求1所述的一种门窗双面打胶生产线,其特征是:两个所述旋转从动轮(33)分别连接压合安装板(315),每个所述压合安装板(315)的两端分别连接气缸支架(316),每个所述气缸支架(316)的端部分别连接气缸(313),每个所述气缸(313)的活塞杆分别连接压合板(314)。
3.根据权利要求2所述的一种门窗双面打胶生产线,其特征是:所述框架(31)连接传动电机(310),所述传动电机(310)的输出轴连接主动锥齿轮(39),所述框架(31)连接对称的传动杆安装座(37),对称的所述传动杆安装座(37)分别轴承连接传动杆(36),对称的所述传动杆(36)分别连接从动锥齿轮(38),对称的所述从动锥齿轮(38)分别啮合所述主动锥齿轮(39),两个传动皮带(35)的一端分别环绕对应的所述传动杆(36),两个所述传动皮带(35)的另一端分别环绕对应的所述旋转从动轮(33)。
4.根据权利要求3所述的一种门窗双面打胶生产线,其特征是:所述框架(31)两端分别连接对称的限位槽(34),两个所述旋转从动轮(33)分别设置在对应的所述限位槽(34)内,两个所述传动杆(36)分别穿过对应的所述限位槽(34)。
5.根据权利要求1所述的一种门窗双面打胶生产线,其特征是:所述运输部(2)包括运输支架(22),所述运输支架(22)轴承连接一组运输主辊(23),每个所述运输主辊(23)分别连接从动轮(26),所述运输支架(22)连接运输电机(21),所述运输电机(21)的输出轴连接运输传动杆(24),一组运输皮带(25)的一端分别环绕对应的所述从动轮(26),一组所述运输皮带(25)的一端分别环绕所述运输传动杆(24)。
6.根据权利要求1所述的一种门窗双面打胶生产线,其特征是:所述上下料部(1)包括上下料机架(11)、纵向移动组件(13)、横向移动组件(14)、竖向移动组件(15)及上下料组件(12),所述纵向移动组件(13)包括两个纵向轨道(132)、两个纵向齿条(131)及两个纵向传动总成(133),所述上下料机架(11)的两侧上部分别连接对应的所述纵向轨道(132),所述上下料机架(11)的两侧下部分别连接对应的所述纵向齿条(131),两个所述纵向传动总成(133)分别连接对称的纵向滑块(134)及纵向齿轮(135),每个所述纵向滑块(134)分别嵌套对应的所述纵向轨道(132),每个所述纵向齿轮(135)分别啮合对应的所述纵向齿条(131),所述横向移动组件(14)包括横向轨道(142)、横向齿条(141)、横向传动总成(144)及横向杆(146),两个所述纵向传动总成(133)分别连接所述横向杆(146)的一端,所述横向杆(146)的一侧上部分别连接对应的所述横向轨道(142),所述横向杆(146)的一侧下部分别连接对应的所述横向齿条(141),所述横向传动总成(144)连接对称的横向滑块(145)及横向齿轮(143),每个所述横向滑块(145)分别嵌套对应的所述横向轨道(142),所述横向齿轮(143)啮合所述横向齿条(141),所述竖向移动组件(15)包括u板(151),所述横向传动总成(144)连接所述u板(151),所述u板(151)连接螺杆(152)及对称的导向杆(153),所述u板(151)内设置有竖向传动总成(154),所述螺杆(152)螺纹连接所述竖向传动总成(154),两个所述导向杆(153)分别穿过所述竖向传动总成(154)。
7.根据权利要求6所述的一种门窗双面打胶生产线,其特征是:所述上下料组件(12)包括t形板(121),所述t形板(121)的两侧分别连接滑槽(122),两个所述滑槽(122)的两端分别连接夹持气缸(124),每个所述夹持气缸(124)的活塞杆分别连接夹具(123),每个所述夹具(123)分别设置在对应的所述滑槽(122)内,所述t形板(121)连接所述竖向传动总成(154)。
8.根据权利要求7所述的一种门窗双面打胶生产线,其特征是:所述夹具(123)夹持面连接橡胶软垫(125)。
技术总结
本发明提供了一种门窗双面打胶生产线,包括自动打胶部及翻转部;所述自动打胶部及所述翻转部一侧分别设置有运输部,两个所述运输部的一侧分别设置有上下料部;所述自动打胶部包括打胶机架,所述打胶机架两侧分别连接打胶纵向线性模组,两个所述打胶纵向线性模组的滑块分别连接打胶横向模组,所述打胶横向模组的滑块连接打胶机械臂,所述打胶机械臂连接打胶机械手。本发明涉及门窗双面打胶技术领域,尤其涉及一种门窗双面打胶生产线。本发明针对现有技术的不足,研制一种门窗双面打胶生产线,旨在解决单机门窗打胶设备单面打胶的技术难题,集成上下料、传送、翻转、打胶四道工序,实现了门窗打胶自动化。
技术研发人员:周振宇,吕东波,孔昕
受保护的技术使用者:中建八局建筑科技(山东)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!