滚子的外观检测系统的制作方法
[0001]
本实用新型涉及一种滚子的外观检测系统。
背景技术:
[0002]
滚子属滚动体与钢球同是轴承的最重要组成部分,也是轴承行业使用最多的滚动体,滚子的质量直接影响了轴承的品质和寿命。圆柱滚子主要用于圆柱滚子轴承,还可以将滚子组件直接用于机械中,该类滚子在尺寸上已标准化,可作为商品滚子供设计和用户选择。
[0003]
圆柱滚子加工完成后,需要对其外观进行严格检测,包含外形尺寸、外部缺陷等,目前的检测工作主要依靠人工来完成,工作量大,存在效率低下,缺陷检出率低等问题。因此目前急需一种能够自动完成滚子外观检测工作,省时省力,工作效率高的滚子的外观检测系统。
技术实现要素:
[0004]
本实用新型的目的在于克服上述不足,提供一种能够自动完成滚子外观检测工作,省时省力,工作效率高的滚子的外观检测系统。
[0005]
本实用新型的目的是这样实现的:
[0006]
一种滚子的外观检测系统,包含有车间生产线、以及设置于车间生产线旁的检测平台;
[0007]
所述车间生产线的前端两侧设置有来料传感器,车间生产线的后端两侧设置有出料传感器;所述车间生产线的前端还设置有线体截流机构,所述线体截流机构位于来料传感器的后方;
[0008]
所述检测平台的前后两侧均设置有工件移栽模组;所述检测平台上、两个工件移栽模组之间设置有输送板,所述输送板底部的检测平台沿输送板的长度方向开设有凹槽,所述凹槽的长度大于输送板的长度, 输送板在凹槽中前后移动,输送板在凹槽中顶升和下降;所述凹槽前后两端的左右两侧均设置有过渡支撑座;所述输送板上端设置有四个滚子座,所述滚子座包含有两个凸块,凸块的高度高于输送板的上端面,两个凸块的相对面为斜面,两个斜面与输送板的上端面形成凹面,所述凹面与滚子的圆周面相匹配,滚子的圆周面嵌入凹面中;
[0009]
所述四个滚子座中两两相邻的滚子座之间,从前到后分别设置有r角视觉检测工位、r角视觉检测工位、圆周面视觉检测工位;两个r角视觉检测工位的上方均设置有带工业变焦镜头的工业线阵相机,两个工业线阵相机的工业变焦镜头分别位于滚子两头的上方,圆周面视觉检测工位的上方设置有带工业镜头的工业线阵相机;所述r角视觉检测工位和圆周面视觉检测工位上均设置有两对相对放置的转动辊组,两对转动辊组分别位于输送板的左右两侧,所述转动辊组包含有两个平行设置的、由电机驱动旋转的转动辊,所述转动辊的长度方向与输送板的长度方向垂直;相邻的转动辊组之间的距离与相邻的滚子座之间的
距离相同;
[0010]
所述检测平台后端的工件移栽模组的内侧设置有两个端面检测工位,所述端面检测工位的上方设置有带工业镜头的工业面阵相机;
[0011]
所述检测平台的后侧与车间生产线之间设置有ng品缓存区。
[0012]
本实用新型种滚子的外观检测系统,所述工件移栽模组包含有设置于检测平台上的支撑架,所述支撑架上设置有水平导轨,一竖直导轨通过安装块滑动设置于水平导轨上,竖直导轨在水平导轨上左右滑动,一滑板滑动设置于竖直导轨上,滑板在竖直导轨上上下滑动,滑板呈l形,抓手通过旋转件设置于滑板的端部,抓手在滑板上360
°
旋转。
[0013]
本实用新型滚子的外观检测系统具有以下优点:
[0014]
本实用新型滚子的外观检测系统通过工业相机的工业镜头对滚子的r角、圆周面和上下端面的外观缺陷进行多角度检测,实现对滚子全方位无死角的视觉检测,保证滚子质量检测的精确度;同时,整个过程可实现自动化和智能化,节省了人工,提高了滚子质量检测的效率。
附图说明
[0015]
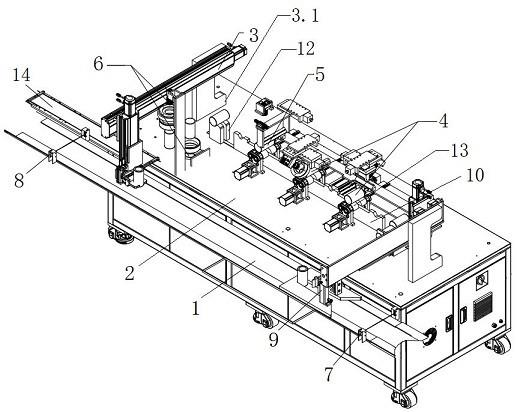
图1为本实用新型滚子的外观检测系统的结构示意图。
[0016]
图2为图1中工件移栽模组的放大示意图。
[0017]
图3为图1中输送板的结构示意图。
[0018]
图4为本实用新型滚子的外观检测系统的主视图。
[0019]
图中:车间生产线1、检测平台2、工件移栽模组3、支撑架3.1、水平导轨3.2、竖直导轨3.3、滑板3.4、旋转件3.5、抓手3.6、r角视觉检测工位4、圆周面视觉检测工位5、端面检测工位6、来料传感器7、出料传感器8、线体截流机构9、输送板10、滚子座11、凸块11.1、凹面11.2、过渡支撑座12、转动辊13、ng品缓存区14。
具体实施方式
[0020]
参见图1至图4,本实用新型涉及一种滚子的外观检测系统,包含有车间生产线1、以及设置于车间生产线1旁的检测平台2;
[0021]
所述车间生产线1的前端两侧设置有来料传感器7,车间生产线1的后端两侧设置有出料传感器8;所述车间生产线1的前端还设置有线体截流机构9,所述线体截流机构9位于来料传感器7的后方;
[0022]
所述检测平台2的前后两侧均设置有用于夹取和放置滚子的工件移栽模组3,所述工件移栽模组3包含有设置于检测平台2上的支撑架3.1,所述支撑架3.1上设置有水平导轨3.2,一竖直导轨3.3通过安装块滑动设置于水平导轨3.2上,竖直导轨3.3在水平导轨3.2上左右滑动,一滑板3.4滑动设置于竖直导轨3.3上,滑板3.4在竖直导轨3.3上上下滑动,滑板3.4呈l形,抓手3.6通过旋转件3.5设置于滑板3.4的端部,抓手3.6在滑板3.4上360
°
旋转;
[0023]
所述检测平台2上、两个工件移栽模组3之间设置有输送板10,所述输送板10底部的检测平台2沿输送板10的长度方向开设有凹槽,所述凹槽的长度大于输送板10的长度, 输送板10可以在凹槽中前后移动,输送板10可以在凹槽中顶升和下降;所述凹槽前后两端的左右两侧均设置有过渡支撑座12,所述过渡支撑座12用于放置滚子;所述输送板10上端
设置有四个滚子座11,所述滚子座11包含有两个凸块11.1,凸块11.1的高度高于输送板10的上端面,两个凸块11.1的相对面为斜面,两个斜面与输送板10的上端面形成凹面11.2,所述凹面11.2与滚子的圆周面相匹配,滚子的圆周面嵌入凹面11.2中;
[0024]
所述四个滚子座11中两两相邻的滚子座11之间,从前到后分别设置有r角视觉检测工位4、r角视觉检测工位4、圆周面视觉检测工位5;两个r角视觉检测工位4的上方均设置有带工业变焦镜头的工业线阵相机,两个工业线阵相机的工业变焦镜头分别位于滚子两头的上方,圆周面视觉检测工位5的上方设置有带工业镜头的工业线阵相机;所述r角视觉检测工位4和圆周面视觉检测工位5上均设置有两对相对放置的转动辊组,两对转动辊组分别位于输送板10的左右两侧,所述转动辊组包含有两个平行设置的、由电机驱动旋转的转动辊13,所述转动辊13的长度方向与输送板10的长度方向垂直;相邻的转动辊组之间的距离与相邻的滚子座11之间的距离相同;滚子放置于转动辊13上端,转动辊13的转动使得滚子跟着翻转,使得工业线阵相机能够对滚子的r角及圆周面进行全方位检测;
[0025]
所述检测平台2后端的工件移栽模组3的内侧设置有两个用于检测滚子端面的端面检测工位6,所述端面检测工位6的上方设置有带工业镜头的工业面阵相机;
[0026]
所述检测平台2的后侧与车间生产线1之间设置有ng品缓存区14,所述ng品缓存区14用来存放不合格的滚子。
[0027]
本实用新型滚子的外观检测系统的工作原理是:滚子在车间生产线1上竖直有序排列向后输送,来料传感器7感应到滚子后,线体截流机构9将滚子拦截,检测平台2前侧的工件移栽模组3的抓手3.6抓取竖直的第一个滚子后,竖直导轨3.3在水平导轨3.2上移动至前侧的过渡支撑座12上,滑板3.4在竖直导轨3.3上向上移动,抓手3.6旋转90
°
将滚子横置于过渡支撑座12上;输送板10向前移动,输送板10的前端插置于过渡支撑座12之间,滚子座11位于滚子的下方,输送板10向上顶起,滚子嵌入滚子座11的凹面11.2中,输送板10再向后移动,使滚子座11位于转动辊组之间,输送板10向上顶起,将滚子顶至前端第一个r角视觉检测工位4上;当第二个滚子输送时,以此类推,输送板10将凹槽前端的过渡支撑座12上的滚子逐一向后输送,滚子依次经过两个r角视觉检测工位4和圆周面视觉检测工位5,当滚子的r角和圆周面检测完成后,输送板10将滚子逐一输送到凹槽后端的过渡支撑座12上,检测平台2后侧的工件移栽模组3的抓手3.6抓取滚子至端面检测工位6上,端面检测工位6上的工业面阵相机检测滚子的两个端面;最终外观合格的滚子经检测平台2后侧的工件移栽模组3移至车间生产线1上继续输送,外观不合格的滚子输送至ng品缓存区。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1