一种PCB板自动化检测生产线的制作方法
一种pcb板自动化检测生产线
技术领域
[0001]
本实用新型涉及一种pcb板生产线,具体涉及一种pcb板自动化检测生产线。
背景技术:
[0002]
目前,pcb板分板检测主要有三种方法,一种是完全手工操作;另一种是针对第一种的改良,半手工操作;最后一种是通过铣刀进行分板。第一种方法使用较多,这种传统的检测生产线由7人完成。由人工完成pcb板的电性检测然后进行分板,人工记录好坏板并分开放置。该生产线所需人力资源比较多,产量600只/小时,测试效率低。而且,工人在不断的工作中,会逐渐的疲劳,影响检测的准确性。
[0003]
第二种方法是工人将板放入检测装置,由检测机完成pcb板的电性检测,检测完成后再由工人取出pcb板并记录好坏板,最后手工分板并将好坏板分开放置。这种方法虽然将效率提升了一些,但是提升的仍不够,仍不能满足生产的需求。
[0004]
第三种方法是由检测机完成pcb板的电性检测,检测完成后再由铣刀进行分板。这种方法,虽然检测效率高,但是在用铣刀进行分板时,铣刀所引起的震动仍会对pcb板造成损坏。而且铣刀需要经常更换,成本高昂,影响企业效益。
[0005]
最重要的是,上述三种方法都存在一个致命的缺点,那就是先检测后分板的流程会无法检测分板对板料造成的破坏,因此检测准确性稍差。可能会导致一些在分板过程中损坏的pcb板流入市场,影响公司声誉。
[0006]
为解决传统生产线检测效率低、成本高、准确性差的问题,本实用新型公开了一种pcb板自动化检测生产线。
技术实现要素:
[0007]
为解决现有技术存在的不足,本实用新型提供了一种pcb板自动化检测生产线。
[0008]
本实用新型的技术方案为:
[0009]
本实用新型提供了一种pcb板自动化检测生产线,包括分板模块、检测模块、输送模块、第一机械手、扫码器、第二机械手、ng板存放区,所述输送模块与所述分板模块相连,所述第一机械手、扫码器、检测模块设置在输送模块上,第二机械手设置在输送模块与ng板存放区上。
[0010]
进一步,所述分板模块包括若干台并排设置的自动分板机。
[0011]
进一步,所述分板模块还包括上料平台。
[0012]
进一步,所述自动分板机包括气缸、可拆卸的刀具、下模,所述刀具可以一次将pcb大板分成十块pcb小板。
[0013]
进一步,所述输送模块包括输送支架、传送带、伺服电机。
[0014]
进一步,所述输送模块还包括下料平台。
[0015]
进一步,所述检测模块包括若干台并排设置的检测机,所述检测机与所述自动分板机一一对应。
[0016]
进一步,所述pcb板自动化检测生产线还包括控制系统。
[0017]
本实用新型所达到的有益效果为:
[0018]
本实用新型克服了传统生产线的缺点,实现印刷线路板从手工生产到自动化生产,提高了检测的质量和效率。且实现了多工位分板、检测,进一步提高了检测效率。
[0019]
同时,本实用新型颠覆了传统生产线的布局,做到了先分板后检测,大大提高了检测准确率,防止了因分板而损坏的pcb板流入市场,影响公司声誉。
[0020]
此外,本实用新型通过机械手对质量不合格的印刷线路板在线分拣,防止人手工操作失误,造成印刷线路板分拣不清。同时,机械手将不合格的印刷线路板按顺序摆放至ng板存放区,方便工人记录检修,提高了板料利用率。
附图说明
[0021]
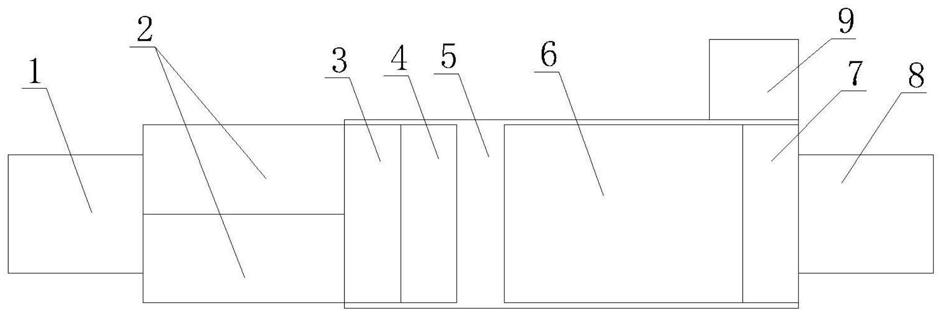
图1是本实用新型生产线总体布局图。
[0022]
图2是本实用新型刀具主视图。
[0023]
图3是本实用新型刀具仰视图。
[0024]
图中,1、上料平台;2、自动分板机;3、第一机械手;4、扫码器;5、传送带;6、检测机;7、第二机械手;8、下料平台;9、ng板存放区;10、刀具。
具体实施方式
[0025]
为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
[0026]
如图1~3所示,本实用新型提供了一种pcb板自动化检测生产线,本生产线为直线型生产线,总长为3m,宽度大于1m,高度为3m。包括分板模块、检测模块、输送模块、第一机械手3、扫码器4、第二机械手7、ng板存放区9,所述分板模块包括若干台并排设置的自动分板机2、设置在所述自动分板机2入料端的上料平台1。所述自动分板机2的数量依据工厂的生产任务量而定,可以是一台,也可以是两台,甚至更多台。优选的,结合成本与效率综合考虑,所述自动分板机2的数量为两台。一台自动分板机2对应一个工位,即优选的本实用新型采用双工位设置。此外,当本实用新型采用多台自动分板机2的时候,其自动分板机2上的部分零件可以共用,以减少成本,比如两台自动分板机2相接触的那侧侧壁可以省略。
[0027]
所述自动分板机2包括外壳和设置在所述外壳内的气缸、可拆卸的刀具10、下模,所述刀具10设置在所述气缸的活塞杆上,所述下模与所述刀具相对应。所述刀具10可以一次将pcb大板分成十块pcb小板,以增加工作效率。所述刀具10可以根据所生产的pcb板的不同,快速更换,以提高生产线的灵活性,减少企业运营成本。生产时,工人将pcb大板搬运至下模上,刀具10在气缸的作用下下移将大板分割成十块小板。
[0028]
所述输送模块包括输送支架、传送带5、伺服电机、下料平台8,所述传送带5、伺服电机设置在输送支架上,所述伺服电机与传送带5相连用以驱动传送带5运转,所述传送带5的一端与所述自动分板机2的出料端相连,所述下料平台8设置在所述传送带5的另一端。所述第一机械手3、扫码器4、检测机6设置在所述输送支架上,所述第二机械手7设置在输送支架与ng板存放区8上。
[0029]
所述第一机械手3、第二机械手7均包括支架、设置在支架上的纵桁、横梁、机械臂、
设置在机械臂上的气缸、设置在气缸活塞杆末端的机械手。所述纵桁上设置有第一滑槽、第一齿条,所述横梁上设置有与所述第一滑槽相配的第一滑块、与所述第一齿条相互咬合的第一驱动齿轮、与所述第一驱动齿轮相连的纵走电机,所述横梁可以在所述纵走电机的驱动下沿所述第一滑槽前后移动。所述横梁上还设置有第二滑槽、第二齿条,所述机械臂上设置有与所述第二滑槽相配的第二滑块、与第二齿条相互咬合的第二驱动齿轮、与第二驱动齿轮连接的横走电机,所述机械臂可以在所述横走电机的带动下沿横梁左右移动。这样,所述机械手就在纵走电机、横走电机、气缸的共同作用下,实现了xyz三个方向的自由度,可以在控制系统的作用下到达指定位置。为了抓取方便,所述机械手上设置有若干吸盘或抓手,所述机械手可以一次抓取十块pcb小板。
[0030]
所述检测模块包括若干台并排设置的检测机6,所述检测机6与所述自动分板机2一一对应。优选的,所述检测模块设置有两台检测机6,可以同时对两组pcb小板进行检测。同样,当本实用新型采用多台检测机6时,检测机6上的部分零件可以共用,以减少成本。所述检测机6的大部分部件与现有检测机相同,区别在于所述检测机6包括压紧气缸、设置在压紧气缸活塞杆末端的针床,所述针床上设置有若干弹性探针,所述探针的布置与所述pcb板上的测试点一一对应。使用时,pcb板在传送带5带动下移动到针床下方,针床在压紧气缸的作用下下移,所述弹性探针与pcb板上的检测点相互接触,检测pcb板上是否存在虚焊、假焊而造成的断路或短路,并将检测结果传送给控制系统。
[0031]
进一步,所述pcb板自动化检测生产线还包括控制系统,所述控制系统包括上位机、plc控制器及运行在上位机上的管理系统。所述上位机与所述plc控制器相连,所述plc控制器与所述自动分板机2、第一机械手3、扫码器4、第二机械手7、检测机6相连。所述上位机可以用来管理本实用新型,调节本实用新型各设备的运行节拍,设置机械手的运行速度、运行位置等,也可以用来信息汇总,记录好板、坏板的数量和编号,为企业的管理提供依据。所述plc控制器一方面起到了网络连接的作用,可以将上位机与生产线上的各种设备连接起来,另一方面也直接的控制生产线上的各种设备工作。优选的,所述plc控制器的型号为:西门子s7-1200。
[0032]
一种pcb板自动化检测生产线的使用方法,具体的流程为:
[0033]
(1)上料,上一道工序所生产的pcb大板被输送到到上料平台1;
[0034]
(2)分板机分板,每个工位上的工人将pcb大板搬运至相应工位上的自动分板机2上进行分板,预估完成一次pcb分板的时间为4s;
[0035]
(3)pcb小板搬运,第一机械手3先将一台自动分板机2上已分割好的pcb小板搬运到传送带5上,再将另一台自动分板机2上已分割好的pcb小板搬运到传送带5上,直至全部搬运完成;
[0036]
(4)pcb扫码,pcb小板在传送带5的作用下向前输送,由扫码器4识别每一块小板(在之前的pcb大板生产工序里就已经在每块小板上打印了二维码编号)的信息,并将扫描到的信息发送给控制系统进行数据汇总;
[0037]
(5)pcb板检测,检测机6对pcb小板进行测试,并将测试信息上传到控制系统,预计一次测试需要15s;
[0038]
(6)坏板排除,首先第二机械手7根据控制系统的指示将检测不合格的pcb小板捡出并按顺序放入ng板存放区9,之后,将完好的pcb小板搬运至下料平台;
[0039]
(7)pcb好板装盒,工人将合格的pcb小板装盒;
[0040]
(8)pcb坏板维修,对不合格的产品进行检测维修。
[0041]
值得注意的是,生产线上各个工序是有生产节拍的。例如客户要求在一天内生产一万件产品,那么每件产品在每道工序上的时间就是固定的,这就是生产节拍。因此,在本实用新型中,只要增加机械手的运行速度,就完全可以用一条机械手服务两个工位的生产需求,这样就达到了效率与成本的平衡,并将生产效率提升接近一倍。
[0042]
以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1