一种微型蜗杆轴表面探伤自动检测机的制作方法
1.本发明涉及检测设备技术领域,尤其涉及一种微型蜗杆轴表面探伤自动检测机。
背景技术:
2.蜗杆轴是指具有一个或几个螺旋齿,并且与蜗轮啮合而组成交错轴齿轮副的齿轮。其分度曲面可以是圆柱面,圆锥面或圆环面,有阿基米德蜗杆、渐开线蜗杆、法向直廓蜗杆、锥面包络圆柱蜗杆轴四种类别。
3.蜗杆传动是机械装备中常用的传动类型,具有传动比范围宽、结构紧凑、体积小、运动平稳、噪声低等特点,具有高的承载能力,传动效率高,寿命长,平均分度误差小等特点,因此得到比较广泛的应用。
4.蜗杆齿厚、齿距的检测是保证成品蜗杆用于机械设备并正常运转的关键程序,而蜗杆的齿厚、齿距的检测比较复杂。
5.同时,蜗杆轴在生产完成后,通常需要将其置于外观检测设备处进行旋转检测,检测蜗杆表面外观是否有破碎和裂纹。
6.现有技术中对蜗杆的检测,通常采用肉眼观察和通过工业摄像头对蜗杆轴表面进行拍照检测。对于较小的微型蜗杆来说,其表面产生的裂纹或者细微的破碎,肉眼很难观察到,具有一定的局限性。现有技术中采用的工业摄像头对蜗杆轴进行检测的方式,通常是将多个工业摄像头放置在蜗杆轴的周围,对蜗杆轴外周面的不同位置进行画面摄取后分析,以检测是否有裂纹。但是,这种方式并不能将蜗杆轴的整个周面完全地进行画面捕捉,存在一定的捕捉死角。
7.同时,现有技术中的自动检测装置,在将蜗杆轴运送到检测位置时,通常设置皮带轮等运送机构,在运送过程中容易使蜗杆轴产生碰撞导致表面出现裂纹等,产生次品。
技术实现要素:
8.为了解决现有技术中存在的上述问题,本发明提供了一种微型蜗杆轴表面探伤自动检测机。
9.一种微型蜗杆轴表面探伤自动检测机,包括,
10.上料组件,包括有带置料孔的置料盘,用于对蜗杆轴进行上料;
11.送料组件,包括有送料构件,能够对上料的蜗杆轴进行接收后改变蜗杆轴的位置,方便下一个工序对蜗杆轴的取用;
12.持料构件,包括有持料杆,能够带动蜗杆轴转动;所述持料杆位于画面捕捉构件的捕捉区域内,使画面捕捉构件能够捕捉蜗杆轴周面的画面;
13.运料组件,位于所述持料构件的对侧,能够将蜗杆轴运送到持料构件上,并且在画面捕捉完成后将蜗杆轴从运料组件取下。
14.上述技术方案的进一步设置为:所述送料构件包括一通过回转气缸驱动的转轮套,所述转轮套上设置有置料构件,且所述能够随着转轮套一起转动。
15.上述技术方案的进一步设置为:所述置料构件为一带锥度的转轮销,远离转轮套一端的直径小于靠近转轮套一端的直径;蜗杆轴能够套设到所述转轮销上。
16.上述技术方案的进一步设置为:所述上料组件和所述送料组件之间设置有推料组件,所述推料组件包括有推板和抵料板,所述推板能够在抵料板上移动;所述推板上开设有与蜗杆轴对应的放置孔;所述推板能够在第一驱动部件的带动下移动,将蜗杆轴推动至送料组件。
17.上述技术方案的进一步设置为:所述上料组件还包括有进料盘,所述置料盘位于所述进料盘的上方,且相对进料盘转动设置;所述进料盘上设有进料孔,置料盘转动过程中,置料孔与进料孔同轴时,蜗杆轴能够从进料孔进行下料。
18.上述技术方案的进一步设置为:所述送料组件上还设有转料构件,所述转料构件设置在送料构件的转料位置;当转轮套在回转气缸的带动下从上料位置转动到转料位置时,置料构件靠近所述转料构件,且转料构件能够与置料构件上的蜗杆轴端面接触,将蜗杆轴从置料构件上推出到运料组件上。
19.上述技术方案的进一步设置为:所述持料构件为一主轴箱,所述持料杆为位于主轴箱上的转轴;所述持料杆为一锥度杆,且所述持料杆靠近主轴箱箱体的一端直径大于远离主轴箱箱体一端的直径;蜗杆轴能够套设到持料杆上,并且随着持料杆一起转动。
20.上述技术方案的进一步设置为:所述运料组件包括一转架和进料杆,所述转架上至少包括一个运料孔;所述进料杆和所述持料杆同轴设置,所述转架在第三驱动件的带动下转动到运料位置时,持料杆、运料孔和进料杆处于同轴位置,进料杆在第四驱动件的带动下,将运料孔内的蜗杆轴推进到持料杆上。
21.上述技术方案的进一步设置为:所述持料杆的侧部还设置有退料构件,所述退料构件能够与蜗杆轴上靠近主轴箱一侧的端面接触,并且在第七驱动件的带动下沿持料杆的轴线移动,将蜗杆轴从持料杆上推出。
22.上述技术方案的进一步设置为:所述退料构件的端部为一弧形套部,能够套设在持料杆的外部,并且和所述持料杆间隙配合。
23.本发明的有益效果在于:1、通过转动蜗杆轴对蜗杆轴的表面进行拍照检测,解决了拍摄死角的问题,能够对蜗杆轴进行准确的检测;
24.2、通过旋转的方式对蜗杆轴进行转运,减少了在运送过程中产生的碰撞,避免对蜗杆轴的表面划伤和碰撞导致的裂痕,减少次品率;
25.3、全自动化运送和检测,提高检测效率,减少人力资源的浪费。
附图说明
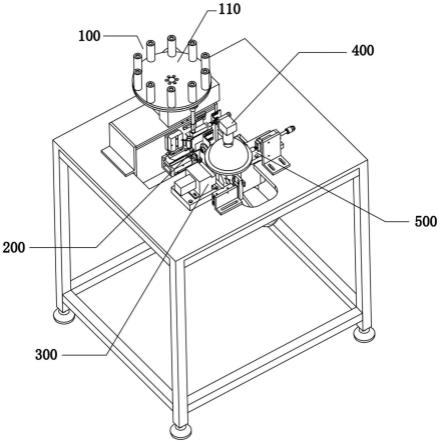
26.图1为本实施例的整体结构示意图。
27.图2为上料组件的分解结构示意图。
28.图3为送料组件和推料组件的位置结构示意图。
29.图4为送料组件和推料组件的另一个角度的位置结构示意图。
30.图5为上料组件、送料组件和推料组件的位置结构示意图。
31.图6为图3中a部分的放大结构示意图。
32.图7为图4中b部分的放大结构示意图。
33.图8为送料组件和运料组件的位置结构示意图。
34.图9为图8中c部分的放大结构示意图。
35.图10为运料组件和持料组件的位置结构示意图。
36.图11为运料组件和持料组件的另一个角度的位置结构示意图。
37.图12为图11中d部分的放大结构示意图。
38.附图上标注:100、上料组件;110、置料盘;111、置料孔;120、进料盘;121、进料孔;130、第五驱动部件;140、上管套;150、下管套;
39.200、送料组件;210、回转气缸;220、转轮套;230、置料构件;
40.300、持料构件;310、持料杆;
41.400、画面捕捉构件;
42.500、运料组件;510、转架;520、进料杆;530、第三驱动部件;540、第四驱动部件;550、传动套;551、套孔;
43.600、推料组件;610、推板;620、抵料板;630、第一驱动部件;611、放置孔;621、弧形槽;
44.700、倒料管;
45.800、托料块;810、第二驱动部件;
46.900、转料构件;910、第六驱动部件;
47.1、退料构件;1.1、第七驱动部件;
48.2、蜗杆轴。
具体实施方式
49.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
50.以下所述的第一驱动部件、第二驱动部件、第三驱动部件、第四驱动部件、第五驱动部件、第六驱动部件以及第七驱动部件均可以使驱动油缸或驱动气缸,也可以是其他能够驱动其他构件移动或转动的驱动件。
51.如图1~图12所示,本实施例公开了一种微型蜗杆轴表面探伤自动检测机。
52.参照图1所示,包括,
53.上料组件100,包括有带置料孔111的置料盘110,用于对蜗杆轴2进行上料;
54.送料组件200,包括有送料构件,能够对上料的蜗杆轴2进行接收后改变蜗杆轴2的位置,方便下一个工序对蜗杆轴2的取用;
55.持料构件300,包括有持料杆310,能够带动蜗杆轴2转动;所述持料杆310位于画面捕捉构件400的捕捉区域内,使画面捕捉构件400能够捕捉蜗杆轴2周面的画面;
56.运料组件500,位于所述持料构件300的对侧,能够将蜗杆轴2运送到持料构件300上,并且在画面捕捉完成后将蜗杆轴2从运料组件500取下。
57.以上为本发明的基础方案。将蜗杆轴2放置到置料盘110上,置料盘110在活动过程蜗杆轴2从置料孔111掉落进入到送料组件200内,送料组件200对蜗杆轴2进行接收,使蜗杆轴2置入到送料构件上,送料构件运动,对蜗杆轴2进行位置的改变。运料组件500将蜗杆轴2从送料组件200上取下,运送至持料构件300上,并且套设到持料杆310上,持料杆310转动
时,带动蜗杆轴2一起转动。蜗杆轴2在画面捕捉构件400的捕捉区域内转动,画面捕捉构件400对蜗杆轴2进行拍照检测,将图像传送至主机进行判断。拍照完成后,持料杆310上的蜗杆轴2再退出置入到运料组件500上,由运料组件500带到下一个工序中。
58.优选的,为了保证画面捕捉构件400能够无死角地拍摄到蜗杆轴2整个外周的画面,持料杆310至少转动360度,本实施例中优选为540度。
59.同时,本实施例中优选的画面捕捉构件400为工业摄像头。工业摄像头是指能应用在工业现场的摄像设备,具有适应工业复杂环境的要求,能长时间稳定的工作。工业摄像头是指能稳定高效的应用于工业现场的视频图像采集设备,可以直接将影像存储在硬盘上,和普通的摄像头相比,工业摄像头在分辨率,帧率,对光线的要求,曝光方式等都有高可比性,其中主要部件为ccd感光芯片。
60.参照图2和图3所示,优选的,本实施例中所述上料组件100还包括有进料盘120,所述置料盘110位于所述进料盘120的上方,且相对进料盘120转动设置;所述进料盘120上设有进料孔121,置料盘110转动过程中,置料孔111与进料孔121同轴时,蜗杆轴2能够从进料孔121进行下料。
61.蜗杆轴2放置到置料盘110上并且位于置料孔111内。置料盘110在第五驱动部件130的作用下转动,当置料孔111和进料孔121错位时,置料孔111的下方被进料盘120堵住,此时蜗杆轴2限位在置料孔111内。当置料盘110转动到准确的位置,使置料孔111和进料孔121同轴,即,置料孔111的下方没有了进料盘120的干涉,此时蜗杆轴2能够依次通过置料孔111和进料孔121进行下料。
62.同时,为了提高下料的速度,所述置料盘110上呈周面排布有若干上管套140,所述置料孔111和所述上管套140数量一致,且同轴设置。
63.蜗杆轴2放置到上管套140内进行限位。
64.为了保证蜗杆轴2下落时能够准确置入到推料组件600上,所述进料盘120的底部和所述进料孔121同轴设置有下管套150,所述下管套150衔接所述进料盘120和推料组件600。
65.为了避免在蜗杆轴2改变状态时产生碰撞,具体的,参照图3所示,所述送料构件为一通过回转气缸210驱动的转轮套220,所述转轮套220上设置有置料构件230,且所述置料构件230能够随着转轮套220一起转动。
66.蜗杆轴2设置到置料构件230上,回转气缸210驱动转轮套220转动时,置料构件230带动蜗杆轴2转动,使蜗杆轴2从竖直状态转动至水平状态。并且在转动过程中不与其他的部件产生接触碰撞,也不会产生自身的晃动。
67.为了避免蜗杆轴2和置料构件230之间产生位移,所述置料构件230为一带锥度的转轮销,远离转轮套220一端的直径小于靠近转轮套220一端的直径;蜗杆轴2能够套设到所述转轮销上。
68.本实施例中,置料构件230在初始状态位于转轮套220的顶端,并且处于竖直状态,蜗杆轴2在推料组件600的作用下被推动至送料组件200时,竖直套入到置料构件230上。锥度销的上端内径小,蜗杆轴2的内孔和锥度销之间存在间隙,蜗杆轴2能够顺利套入。当蜗杆轴2在重力作用下顺着置料构件230下滑时,锥度销的内径变大,和蜗杆轴2之间的间隙逐渐变小。最终,锥度销和蜗杆轴2之间产生过盈配合,蜗杆轴2无法在继续下滑,于是和置料构
件230之间相对固定。
69.在置料构件230随着转轮套220转动的过程中,由于蜗杆轴2和置料构件230之间过盈配合,使蜗杆轴2在随着转轮套220转动的过程中不会和置料构件230之间产生晃动及相对位移,相比较其他方式的移料方式,旋转移料保证了在移料过程中蜗杆轴2的稳定性,减少对蜗杆轴2表面的损伤。
70.所述上料组件100和所述送料组件200之间设置有推料组件600,所述推料组件600包括有推板610和抵料板620,所述推板610能够在抵料板620上移动;所述推板610上开设有与蜗杆轴2对应的放置孔611;所述推板610能够在第一驱动部件630的带动下移动,将蜗杆轴2推动至送料组件200。
71.参照图5所示,本实施例中的下管套150固定在进料盘120的下端面上,使穿过进料孔121的蜗杆轴2能够直接进入到下管套150内;同时,下管套150的另一个端部与推料组件600上的推板610衔接,使蜗杆轴2能够准确地滑入到推板610上的放置孔611内。
72.为了避免推板610移动时产生干涉,优选的,下管套150的下端面最低只能与推板610的上端面接触,下管套150和推板610之间的最大距离不能超过蜗杆轴2的长度。
73.优选的,本实施例中,抵料板620的端部设置有弧形槽621。蜗杆轴2上料进入到推料组件600时,刚好插入到推板610的放置孔611内,第一驱动部件630驱动推板610在抵料板620上移动,此时蜗杆轴2随着推板610一起移动。当推板610到达落料位置时,即,放置孔611和抵料板620上的弧形凹槽同轴设置,放置孔611的下方没有了抵料板620的干涉,蜗杆轴2从放置孔611落下,掉落至送料组件200。
74.同时,由于抵料板620和送料组件200之间存在一定的距离,蜗杆轴2在下落过程中容易产生偏移,导致无法准确套入到置料构件230上。因此,参照图2~图5所示,所述推料组件600和所述送料组件200之间设置有倒料管700,所述倒料管700位于所述抵料板620的侧部;当置料构件230在送料构件的带动下位于倒料管700下方时,转轮销和倒料管700同轴。
75.优选的,本实施例中,所述倒料管700和所述抵料板620的下端面衔接,并且和抵料板620上的弧形槽621同轴设置,当推板610到达落料位置时,推板610上的放置孔611、抵料板620上的弧形槽621以及倒料管700处于同轴位置,保证蜗杆轴2在下落时处于竖直状态,能够准确地套入到置料构件230上。
76.由于置料构件230具有一定的长度,当蜗杆轴2在掉落到置料构件230最下端时,具有一定的下落速度,蜗杆轴2的内壁和置料构件230上大直径的位置产生碰撞,导致碰伤蜗杆轴2的内壁,因此,参照图4和图6所示,本实施例还包括有有托料块800,所述托料块800为一弧形块,且位于倒料管700上中心孔的下方,能够对蜗杆轴2进行托举,并且在第二驱动部件810的带动下,带动蜗杆轴2下移套入到置料构件230上。
77.当蜗杆轴2沿着倒料管700下落,落至倒料管700末端时,蜗杆轴2的下端面和托料块800接触,蜗杆轴2停止自动下落,此时第二驱动部件810启动,带动托料块800下移,蜗杆轴2随之下移,直到蜗杆轴2套入到置料构件230上并且到达置料构件230下端。
78.为了将送料构件上已经处于转料位置的蜗杆轴2转运至运料组件500上,参照图8和图9所示,所述送料组件200上还设有转料构件900,所述转料构件900设置在送料构件的转料位置;当转轮套220在回转气缸210的带动下从上料位置转动到转料位置时,置料构件230靠近所述转料构件900,且转料构件900能够与置料构件230上的蜗杆轴2端面接触,将蜗
杆轴2从置料构件230上推出到运料组件500上。
79.优选的,本实施例中的转料构件900的端部为一弧形套部,能够套设在置料构件230的外侧并且和置料构件230之间间隙配合,且弧形套部的内径小于蜗杆轴2的外径。
80.本实施例中,置料构件230在上料位置时处于竖直状态,转动90度后到达转料位置,呈水平状态,此时,转料构件900位于置料构件230的下方并且靠近转轮套220。
81.转料构件900在第六驱动部件910的带动下沿置料构件230的轴线方向移动,并且朝向置料构件230的外侧,在移动过程中和置料构件230上的蜗杆轴2的端面接触抵接,将蜗杆轴2从置料构件230上推出,使其进入到运料组件500上。
82.参照图8所示,本实施例中,所述运料组件500包括一转架510和进料杆520,所述转架510上至少包括一个运料孔;所述进料杆520和所述持料杆310同轴设置,所述转架510在第三驱动部件530的带动下转动到运料位置时,持料杆310、运料孔和进料杆520处于同轴位置,进料杆520在第四驱动部件540的带动下,将运料孔内的蜗杆轴2推进到持料杆310上。
83.蜗杆轴2进入到运料组件500上,即,插入到运料孔内。转架510在第三驱动部件530的带动下转动到运料位置,此时运料孔和持料杆310处于同轴位置。同时,进料杆520位于转架510的另一侧,也和运料孔处于同轴位置。第四驱动部件540带动进料杆520朝运料孔的方向移动,将运料孔内的蜗杆轴2顶出,使蜗杆轴2朝持料杆310的一侧移动,并且套入到持料杆310上。
84.优选的,本实施例中的转架510为一十字架,设置有四个运料孔。在其他实施例中,也可以设置为转盘或者其他能够转动运料的结构。
85.优选的,本实施例中所述运料孔内设置有传动套550。
86.由于转架510的厚度有限,蜗杆轴2插入到转架510上仅一小段卡在转架510上,在转动过程中容易晃动从转架510上掉落。设置传动套550,传动套550上设有与蜗杆轴2外径尺寸配合的套孔551,将蜗杆轴2插入到套孔551内,延长蜗杆轴2的插入长度,使其在转动时能够保持稳定。
87.参照图10和图11所示,所述持料构件300为一主轴箱,所述持料杆310为位于主轴箱上的转轴;所述持料杆310为一锥度杆,且所述持料杆310靠近主轴箱箱体的一端直径大于远离主轴箱箱体一端的直径;蜗杆轴2能够套设到持料杆310上,并且随着持料杆310一起转动。
88.优选的,本实施例中的持料杆310设置为水平方向,蜗杆轴2也呈水平方向套设到持料杆310上,在转动过程中,蜗杆轴2只需要克服和持料杆310之间的相对运动,保证能够和持料杆310之间一起转动。而竖直方向设置的持料杆310在转动过程中由于重力作用,会和持料杆310之间产生晃动导致碰伤。
89.为了解决持料杆310个蜗杆轴2之间相对运动的问题,本实施中所述持料杆310优选的锥度杆,且所述持料杆310靠近主轴箱箱体的一端直径大于远离主轴箱箱体一端的直径。
90.蜗杆轴2套入到持料杆310上时,持料杆310的外端直径小于蜗杆轴2的轴孔,蜗杆轴2能够顺利套入并且和持料杆310之间存在间隙。当蜗杆轴2在推入持料杆310的过程中,由于持料杆310的直径逐渐变大,蜗杆轴2和持料杆310之间的间隙逐渐变小。当蜗杆轴2推到持料杆310的底部,即,靠近主轴箱箱体的一端时,蜗杆轴2和持料杆310之间不存在间隙,
甚至过盈配合,使蜗杆轴2的轴孔和持料杆310能够在转动过程中保持相对静止。
91.当镜头捕捉完成后,需要将蜗杆轴2从持料杆310上退出进行下料,使下一个蜗杆轴2能够进行检测,因此,参照图12所示,所述持料杆310的侧部还设置有退料构件1,所述退料构件1能够与蜗杆轴2上靠近主轴箱一侧的端面接触,并且在第七驱动部件1.1的带动下沿持料杆310的轴线移动,将蜗杆轴2从持料杆310上推出。
92.在初始状态下,退料构件1的端部位于持料杆310的底部外侧,即,靠近主轴箱箱体的位置,此时蜗杆轴2在推料构件的前方。主轴箱停止转动,检测完成,第七驱动部件1.1启动,带动退料构件1向外侧移动,远离主轴箱,退料构件1在移动过程中和蜗杆轴2接触抵接,并且将蜗杆轴2也向外推出,直至蜗杆轴2被推入到转架510上传动套550的套孔551内。第七驱动部件1.1带动退料构件1复位,退回到持料杆310的底部。
93.优选的,所述退料构件1的端部为一弧形套部,能够套设在持料杆310的外部,并且和所述持料杆310间隙配合。
94.优选的,所述退料构件1端部的内径小于蜗杆轴2外径。
95.在其他一些可能的实施例中,退料构件1的端部也可以设置为套筒结构,并且和持料杆310间隙配合。同时,套筒的内径小于蜗杆轴2的外径。
96.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1