圆柱锂电池分选装盘线的制作方法
1.本发明涉及圆柱锂电池生产设备领域,特别涉及一种圆柱锂电池分选装盘线。
背景技术:
2.圆柱锂离子电池具有能量密度高、安全性好、一致性好等优点,是日常生活中使用广泛的一类电池。圆柱锂电池生产完成后,需要对其容量进行检测,同时,还需要根据容量区间对圆柱锂电池进行分装处理,以将不同容量区间的圆柱锂电池分开进行存放。
3.圆柱锂电池容量的分选一般在圆柱锂电池生产设备的下料输送线上完成,测量出圆柱锂电池的容量区间后,相应的移送结构将不同容量区间的圆柱锂电池推送到不同的分选输送线上进行输送,从而将不同容量区间的圆柱锂电池输送至不同的位置,完成圆柱锂电池的分选。
4.但是,不同容量区间的圆柱锂电池被输送到对应的位置后,其摆放杂乱,还需要工作人员重新将其整齐地摆放在收集容器中,以方便圆柱锂电池后续的存放和输送,这样无疑会造成人力成本的增加,基于此,本发明提供一种圆柱锂电池分选装盘线,用以自动完成圆柱锂电池的分选和装盘,以达到降低人力成本的目的。
技术实现要素:
5.基于此,有必要提供一种圆柱锂电池分选装盘线,包括机架,所述机架上设置有第一输送线,所述第一输送线的输送方向由左向右设置;所述机架上还设置有分选机构,所述分选机构包括沿着所述第一输送线的输送方向依次设置的若干分选装置,所述分选装置包括设置于所述机架上的载物台和第二输送线,所述载物台位于所述第一输送线的前侧,所述第二输送线位于所述载物台与所述第一输送线之间;所述分选装置还包括可在所述载物台和所述第二输送线之间来回移动的抓取装置;所述分选装置还包括设置于所述机架上的,用于衔接所述第一输送线和第二输送线的转移装置;所述分选机构还包括设置于所述机架上的,位于所述第一输送线的左端设置的扫码识别装置。
6.本发明中,第一输送线用于承接来自于圆柱锂电池生产设备的圆柱锂电池,并对其进行输送,使得圆柱锂电池依次经过各分选装置;位于第一输送线左端的扫码识别装置用于扫描经过其的圆柱锂电池上的识别码,用以获取当前圆柱锂电池的容量信息,以区分当前圆柱锂电池的容量区间;分选机构中的不同分选装置用于不同容量区间的圆柱锂电池的分选和装盘,其中,载物台用于放置盛装圆柱锂电池的周转盘,转移装置用于将第一输送线上的对应其所在的分选装置的容量区间的圆柱锂电池转移到该分选装置的第二输送线上;第二输送线用于接收转移装置转移到其上的圆柱锂电池,使圆柱锂电池布满在第二输送线上,抓取装置用于将第二输送线上的所有圆柱锂电池同时抓取到位于载物台上的周转盘中。
7.本发明的工作过程为:首先,第一输送线接收来自于圆柱锂电池生产设备的圆柱锂电池,并对圆柱锂电池进行输送,同时,扫码识别装置识别经过其的圆柱锂电池上的识别
码,获取圆柱锂电池的容量信息,并将获取到的当前圆柱锂电池的容量信息发送给分选机构;然后,分选装置在容量信息与其匹配的圆柱锂电池经过其转移装置时,转移装置将该圆柱锂电池转移到第二输送线,完成圆柱锂电池的分选;第二输送线在接收到圆柱锂电池后,朝前输送一固定距离后停止输送,等待接收圆柱锂电池,如此往复,直至第二输送线上接收到预定输送的圆柱锂电池;然后,装置装置抓取第二输送线上的所有圆柱锂电池,并将其输送至放置在载物台上的周转盘中,完成圆柱锂电池的装盘。
8.可见,本发明通过设置多个对应不同容量区间的分选装置,可以将第一输送线上的不同容量区间的圆柱锂电池移送到不同的第二输送线上,并将第二输送线上的圆柱锂电池移送到同一分选装置中的载物台上的周转盘中,从而完成圆柱锂电池的分选和装盘,即本发明在完成圆柱锂电池的分选后,可以取代人工对圆柱锂电池进行装盘操作,能有效降低人力资源的使用。
9.进一步的,所述第二输送线包括沿着前后方向设置,且输送方向为由后往前的第二输送带,所述第二输送带的表面等间距地设置有若干放置座,所述放置座上沿着左右方向开设有放置腔,且所述放置腔的左右两端均延伸出放置座设置;所述机架上对应所述分选装置设置有移动导轨,所述移动导轨沿着前后方向设置,且所述移动导轨的前端和后端分别设置于所述载物台和所述第二输送带的上方;所述抓取装置可沿着所述移动导轨移动地设置于所述移动导轨,所述抓取装置包括连接座,所述连接座包括上下设置的上座体和下座体,所述上座体可前后移动地设置于所述移动导轨,所述下座体可转动地设置于所述上座体,所述下座体上还可升降地设置有安装座,所述安装座上沿着前后方向等间距的设置有若干抓手,且所述抓手之间的间距与所述放置座之间的间距相同。
10.本发明中,放置座上的放置腔用于容纳单个的圆柱锂电池,其中,放置腔的尺寸依据需要容纳的圆柱锂电池的尺寸设置,以达到避免圆柱锂电池在其中来回滚动的目的,例如,使得放置腔的前后两侧的侧壁的下端朝内倾斜设置,同时,使得放置腔的上端的开口的宽度大于圆柱锂电池的直径,放置腔中部的宽度小于圆柱锂电池的直径,此时,放置腔即可将圆柱锂电池固定在放置腔内。
11.本发明中,转移装置在将第一输送线上的圆柱锂电池转移到第二输送线上时,会将圆柱锂电池转移到放置腔中,第二输送线接收到圆柱锂电池后,移动的固定距离为相邻两放置腔之间的间距,此时,当圆柱锂电池在第二输送线上的数量达到预设值时,圆柱锂电池在第二输送带上等距排布,此时,将安装座移动到预设的位置即可使得安装座上的抓手与第二输送带上的圆柱锂电池一一对应,此时,抓手即可同时抓取住第二输送带上的所有圆柱锂电池,并将其移送至摆放在载物台上的周转盘中,其中,安装座可通过上座体和下座体的相对转动相对于移动导轨转动,从而可以在抓手抓取第二输送带上的圆柱锂电池后,转动90
°
,以方便通过其在移动导轨上的前后移动将圆柱锂电池逐排地摆放在周转盘中。
12.进一步的,所述第二输送带包括前后排布,且可转动地设置于所述机架上的两传动辊,以及套设于所述两传动辊,与所述两传动辊驱动连接的输送皮带,所述放置座等间距地设置于所述输送皮带的表面。
13.本发明中,放置座设置在输送皮带的表面,因此,放置座可以在两传动辊的带动下
在输送皮带上循环移动,从而可以实现对于圆柱锂电池的持续输送。
14.进一步的,所述机架上还设置有装载盘上料机构,所述装载盘上料机构位于所述分选机构的右侧,所述周转盘上料机构包括中转架和设置于所述中转架的前侧和后侧的两放置架,所述放置架与所述中转架之间通过转移输送线连接;所述机架上还设置有第三输送线,所述第三输送线的输送方向为由右向左设置,且所述第三输送线依次衔接所述中转架和所述载物台设置。
15.本发明中,放置架用于放置周转盘,放置时,周转盘叠放在放置架上,转移输送线用于逐个将叠放在放置架上的周转盘输送至中转架,第三输送线用于将输送至中转架的周转盘依次输送至各分选装置的载物台,从而可以实现周转盘的自动上料。
16.进一步的,所述转移输送线包括设置于所述中转架的顶端的第一横向输送装置和设置于所述放置架顶端的第二横向输送装置;所述第一横向输送装置包括前后设置的两第一转移输送带,所述两第一转移输送带的输送方向沿着左右方向设置,且所述两第一转移输送带之间形成第一升降空间;所述第二横向输送装置包括前后设置的两第二转移输送带,所述两第二转移输送带分别对接两第一转移输送带设置,所述两第二转移输送带之间形成有第二升降空间,所述第二升降空间内可升降地设置有顶升板;所述放置架还包括设置于其顶端的固定装置。其中,所述固定装置包括设置在所述第二横向输送装置的左右两侧的支撑板,所述支撑板可左右移动地设置于所述放置架,通过支撑板的相向移动即可夹紧堆叠在一起的周转盘中的其中一个。
17.本发明中,周转盘放置在放置架上时,周转盘被第二升降空间内的顶升板支撑,其中,设置在放置架顶端的固定装置用于支撑、固定放置在第二转移输送带上的周转盘。
18.本发明中,转移输送线转移周转盘的工作过程为:固定装置固定堆叠在一起的周转盘中从下往上数的第二块周转盘,然后顶升板下降,将周转盘堆垛中最下方的周转盘架在两第二转移输送带上,然后,两第二转移输送带工作,将其上的周转盘输送至两第一转移输送带,同时,两第一转移输送带工作,接管两第二转移输送带继续对周转盘进行输送,使周转盘彻底离开两第二转移输送带,进入到第一转移输送带,即进入到中转架,然后,第三输送线将输送至中转架的周转盘依次输送至各分选装置的载物台。
19.进一步的,所述第三输送线上可往复移动地设置有位移平台,所述位移平台上可升降地设置有第一抓盘装置,所述载物台上开设有上下贯穿所述载物台的容纳腔,所述载物台上还设置有夹持装置,所述夹持装置包括设置于所述容纳腔的前后两侧的两夹持板,所述夹持板可前后移动地设置于所述载物台。
20.本发明中,第三输送线输送周转盘的过程为:位移平台移动至第一升降空间的下方,然后,第一转盘装置上升,并抓取住第一横向输送装置上的周转盘,然后第一抓盘装置上升,将周转盘托离第一横向输送装置,然后位移平台沿着第三输送线依次经过各载物台的容纳腔,其中,在位移平台经过容纳腔时,第一抓盘装置会上移,将周转盘顶升至容纳腔中,此时,夹持装置夹紧位于容纳腔中的周转盘,即可将周转盘固定在容纳腔中。
21.进一步的,所述机架上对应所述分选装置的载物台还设置有卸载机构,所述卸载机构包括设置于所述机架上的放置容腔以及衔接所述放置容腔和所述载物台的移送装置。
22.本发明中,移送装置用于载物台上的周转盘装盘圆柱锂电池后,将载物台上的周转盘移送至放置容腔中,以及时将载物台上的装满了圆柱锂电池的周转盘移走。
23.进一步的,所述移送装置包括设置于所述机架上的平移导轨,所述夹持装置可前后移动地设置于所述平移导轨;所述移送装置还包括可升降地设置于所述放置容腔内的支撑平台。
24.本发明中,周转盘装满圆柱锂电池后,夹住该周转盘的夹持装置在平移导轨上移动至放置容腔中,即可将周转盘移动至放置容腔中,此时,支撑平台上升,即可将周转盘转移到支撑平台上,从而将周转盘转移至放置容腔中,其中,随着支撑平台上的周转盘的数量的逐渐增加,支撑平台需要逐步下移其高度,以使夹持装置能顺利地将周转盘移动至支撑平台的上方。
25.进一步的,所述支撑平台包括两竖直设置的支撑板,所述支撑板的顶端形成支撑面;所述放置容腔内还设置有运输小车,所述运输小车对应所述支撑板开设有供所述支撑板上下移动的避空槽。
26.本发明中,将运输小车放置在放置容腔中后,若支撑板下移了一定的高度,则支撑板会穿过运输小车的避空槽移动至运输小车的下方,此时,支撑板上支撑的周转盘则会遗留在运输小车中,从而可以实现周转盘在支撑平台和运输小车之间的转移,可以方便对装满了圆柱锂电池的周转盘进行运输。
27.进一步的,所述第一输送线包括沿着左右方向设置,且输送方向为由左往右的第一输送带,还包括设置于所述第一输送带的前后两侧的前挡板和后挡板,所述前挡板、后挡板以及所述第一输送带围合成输送空间;所述第二输送带的后端延伸至所述第二输送带的下方,且所述前挡板对应所述第二输送带开设有前开窗;所述后挡板对应所述前开窗开设有后开窗,所述后开窗位于所述前开窗的后侧,所述转移装置包括对应所述后开窗设置于所述后开窗的后侧的拨动辊,所述拨动辊的轴线沿着左右方向设置,且可转动地设置于所述机架,所述拨动辊的表面沿着其轴线方向设置有拨片,所述拨片可随着所述拨动辊的转动而经过所述后开窗进出所述输送空间。
28.本发明中,拨动辊可以通过驱动电机可转动地设置在机架上,其中,通过拨动辊的转动,可以使得拨动辊上的拨片通过后开窗进入到输送空间中,因此,当第一输送线输送圆柱锂电池移动到对应分选装置的拨动辊的前方时,通过拨动辊的转动即可将该圆柱锂电池拨至该分选装置的第二输送线上,实现圆柱锂电池在第一输送线和第二输送线之间的转移。
29.下面结合上述技术方案以及附图对本发明的原理、效果进一步说明:本发明中,第一输送线用于承接来自于圆柱锂电池生产设备的圆柱锂电池,并对其进行输送,使得圆柱锂电池依次经过各分选装置;位于第一输送线左端的扫码识别装置用于扫描经过其的圆柱锂电池上的识别码,用以获取当前圆柱锂电池的容量信息,以区分当前圆柱锂电池的容量区间;分选机构中的不同分选装置用于不同容量区间的圆柱锂电池的分选和装盘,其中,载物台用于放置盛装圆柱锂电池的周转盘,转移装置用于将第一输送线上的对应其所在的分选装置的容量区间的圆柱锂电池转移到该分选装置的第二输送线上;第二输送线用于接收转移装置转移到其上的圆柱锂电池,使圆柱锂电池布满在第二输送线上,抓取装置用于将第二输送线上的所有圆柱锂电池同时抓取到位于载物台上的周转盘中。本发明通过设置多个对应不同容量区间的分选装置,可以将第一输送线上的不同容量区间的圆柱锂电池移送到不同的第二输送线上,并将第二输送线上的圆柱锂电池移送到
同一分选装置中的载物台上的周转盘中,从而完成圆柱锂电池的分选和装盘,即本发明在完成圆柱锂电池的分选后,可以取代人工对圆柱锂电池进行装盘操作,能有效降低人力资源的使用。
附图说明
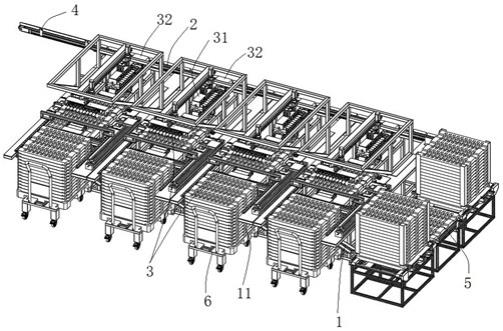
30.图1为本发明实施例所述圆柱锂电池分选装盘线的结构示意图;图2为本发明实施例所述分选装置的结构示意图;图3为图2的局部放大图;图4为本发明实施例所述装载盘上料机构的结构示意图;图5为图4的局部放大图;图6为本发明实施例所述转移装置的结构示意图。
31.附图标记说明:1-机架,11-放置容腔,2-第一输送线,3-分选装置,31-抓取装置,311-上座体,312-下座体,313-安装座,314-抓手,32-转移装置,321-拨动辊,322-拨片,33-载物台,34-第二输送线,341-第二输送带,342-放置座,35-移动导轨,36-平移导轨,37-夹持装置,4-扫码识别装置,5-装载盘上料机构,51-中转架,511-第一转移输送带,52-放置架,521-第二转移输送带,522-支撑板,523-顶升板,53-第三输送线,6-运输小车,7-周转盘。
具体实施方式
32.为了便于本领域技术人员理解,下面将结合附图以及实施例对本发明做进一步详细描述,其中,说明书中所提及的前后上下左右等方位名词均以附图1为准:如图1-3,一种圆柱锂电池分选装盘线,包括机架1,所述机架1上设置有第一输送线2,所述第一输送线2的输送方向由左向右设置;所述机架1上还设置有分选机构,所述分选机构包括沿着所述第一输送线2的输送方向依次设置的若干分选装置3,所述分选装置3包括设置于所述机架1上的载物台33和第二输送线34,所述载物台33位于所述第一输送线2的前侧,所述第二输送线34位于所述载物台33与所述第一输送线2之间;所述分选装置3还包括可在所述载物台33和所述第二输送线34之间来回移动的抓取装置31;所述分选装置3还包括设置于所述机架1上的,用于衔接所述第一输送线2和第二输送线34的转移装置32;所述分选机构还包括设置于所述机架1上的,位于所述第一输送线2的左端设置的扫码识别装置4。
33.本发明中,第一输送线2用于承接来自于圆柱锂电池生产设备的圆柱锂电池,并对其进行输送,使得圆柱锂电池依次经过各分选装置3;位于第一输送线2左端的扫码识别装置4用于扫描经过其的圆柱锂电池上的识别码,用以获取当前圆柱锂电池的容量信息,以区分当前圆柱锂电池的容量区间;分选机构中的不同分选装置3用于不同容量区间的圆柱锂电池的分选和装盘,其中,载物台33用于放置盛装圆柱锂电池的周转盘7,转移装置32用于将第一输送线2上的对应其所在的分选装置3的容量区间的圆柱锂电池转移到该分选装置3的第二输送线34上;第二输送线34用于接收转移装置32转移到其上的圆柱锂电池,使圆柱锂电池布满在第二输送线34上,抓取装置31用于将第二输送线34上的所有圆柱锂电池同时抓取到位于载物台33上的周转盘7中。
34.本发明的工作过程为:首先,第一输送线2接收来自于圆柱锂电池生产设备的圆柱锂电池,并对圆柱锂电池进行输送,同时,扫码识别装置4识别经过其的圆柱锂电池上的识别码,获取圆柱锂电池的容量信息,并将获取到的当前圆柱锂电池的容量信息发送给分选机构;然后,分选装置3在容量信息与其匹配的圆柱锂电池经过其转移装置32时,转移装置32将该圆柱锂电池转移到第二输送线34,完成圆柱锂电池的分选;第二输送线34在接收到圆柱锂电池后,朝前输送一固定距离后停止输送,等待接收圆柱锂电池,如此往复,直至第二输送线34上接收到预定输送的圆柱锂电池;然后,装置装置抓取第二输送线34上的所有圆柱锂电池,并将其输送至放置在载物台33上的周转盘7中,完成圆柱锂电池的装盘。
35.可见,本发明通过设置多个对应不同容量区间的分选装置3,可以将第一输送线2上的不同容量区间的圆柱锂电池移送到不同的第二输送线34上,并将第二输送线34上的圆柱锂电池移送到同一分选装置3中的载物台33上的周转盘7中,从而完成圆柱锂电池的分选和装盘,即本发明在完成圆柱锂电池的分选后,可以取代人工对圆柱锂电池进行装盘操作,能有效降低人力资源的使用。
36.其中一种实施例,所述第二输送线34包括沿着前后方向设置,且输送方向为由后往前的第二输送带341,所述第二输送带341的表面等间距地设置有若干放置座342,所述放置座342上沿着左右方向开设有放置腔,且所述放置腔的左右两端均延伸出放置座342设置;所述机架1上对应所述分选装置3设置有移动导轨35,所述移动导轨35沿着前后方向设置,且所述移动导轨35的前端和后端分别设置于所述载物台33和所述第二输送带341的上方;所述抓取装置31可沿着所述移动导轨35移动地设置于所述移动导轨35,所述抓取装置31包括连接座,所述连接座包括上下设置的上座体311和下座体312,所述上座体311可前后移动地设置于所述移动导轨35,所述下座体312可转动地设置于所述上座体311,所述下座体312上还可升降地设置有安装座313,所述安装座313上沿着前后方向等间距的设置有若干抓手314,且所述抓手314之间的间距与所述放置座342之间的间距相同。
37.本实施例中,放置座342上的放置腔用于容纳单个的圆柱锂电池,其中,放置腔的尺寸依据需要容纳的圆柱锂电池的尺寸设置,以达到避免圆柱锂电池在其中来回滚动的目的,例如,使得放置腔的前后两侧的侧壁的下端朝内倾斜设置,同时,使得放置腔的上端的开口的宽度大于圆柱锂电池的直径,放置腔中部的宽度小于圆柱锂电池的直径,此时,放置腔即可将圆柱锂电池固定在放置腔内。
38.本实施例中,转移装置32在将第一输送线2上的圆柱锂电池转移到第二输送线34上时,会将圆柱锂电池转移到放置腔中,第二输送线34接收到圆柱锂电池后,移动的固定距离为相邻两放置腔之间的间距,此时,当圆柱锂电池在第二输送线34上的数量达到预设值时,圆柱锂电池在第二输送带341上等距排布,此时,将安装座313移动到预设的位置即可使得安装座313上的抓手314与第二输送带341上的圆柱锂电池一一对应,此时,抓手314即可同时抓取住第二输送带341上的所有圆柱锂电池,并将其移送至摆放在载物台33上的周转盘7中,其中,安装座313可通过上座体311和下座体312的相对转动相对于移动导轨35转动,从而可以在抓手314抓取第二输送带341上的圆柱锂电池后,转动90
°
,以方便通过其在移动导轨35上的前后移动将圆柱锂电池逐排地摆放在周转盘7中。
39.其中一种实施例,所述第二输送带341包括前后排布,且可转动地设置于所述机架1上的两传动辊,以及套设于所述两传动辊,与所述两传动辊驱动连接的输送皮带,所述放置座342等间距地设置于所述输送皮带的表面。
40.本实施例中,放置座342设置在输送皮带的表面,因此,放置座342可以在两传动辊的带动下在输送皮带上循环移动,从而可以实现对于圆柱锂电池的持续输送。
41.其中一种实施例,所述机架1上还设置有装载盘上料机构5,所述装载盘上料机构5位于所述分选机构的右侧,所述周转盘7上料机构包括中转架51和设置于所述中转架51的前侧和后侧的两放置架52,所述放置架52与所述中转架51之间通过转移输送线连接;所述机架1上还设置有第三输送线53,所述第三输送线53的输送方向为由右向左设置,且所述第三输送线53依次衔接所述中转架51和所述载物台33设置。
42.本实施例中,放置架52用于放置周转盘7,放置时,周转盘7叠放在放置架52上,转移输送线用于逐个将叠放在放置架52上的周转盘7输送至中转架51,第三输送线53用于将输送至中转架51的周转盘7依次输送至各分选装置3的载物台33,从而可以实现周转盘7的自动上料。
43.其中一种实施例,所述转移输送线包括设置于所述中转架51的顶端的第一横向输送装置和设置于所述放置架52顶端的第二横向输送装置;所述第一横向输送装置包括前后设置的两第一转移输送带511,所述两第一转移输送带511的输送方向沿着左右方向设置,且所述两第一转移输送带511之间形成第一升降空间;所述第二横向输送装置包括前后设置的两第二转移输送带521,所述两第二转移输送带521分别对接两第一转移输送带511设置,所述两第二转移输送带521之间形成有第二升降空间,所述第二升降空间内可升降地设置有顶升板523;所述放置架52还包括设置于其顶端的固定装置。其中,所述固定装置包括设置在所述第二横向输送装置的左右两侧的支撑板522,所述支撑板522可左右移动地设置于所述放置架52,通过支撑板522的相向移动即可夹紧堆叠在一起的周转盘7中的其中一个。
44.本实施例中,周转盘7放置在放置架52上时,周转盘7被第二升降空间内的顶升板523支撑,其中,设置在放置架52顶端的固定装置用于支撑、固定放置在第二转移输送带521上的周转盘7。
45.本实施例中,转移输送线转移周转盘7的工作过程为:固定装置固定堆叠在一起的周转盘7中从下往上数的第二块周转盘7,然后顶升板523下降,将周转盘7堆垛中最下方的周转盘7架在两第二转移输送带521上,然后,两第二转移输送带521工作,将其上的周转盘7输送至两第一转移输送带511,同时,两第一转移输送带511工作,接管两第二转移输送带521继续对周转盘7进行输送,使周转盘7彻底离开两第二转移输送带521,进入到第一转移输送带511,即进入到中转架51,然后,第三输送线53将输送至中转架51的周转盘7依次输送至各分选装置3的载物台33。
46.其中一种实施例,所述第三输送线53上可往复移动地设置有位移平台,所述位移平台上可升降地设置有第一抓盘装置,所述载物台33上开设有上下贯穿所述载物台33的容纳腔,所述载物台33上还设置有夹持装置37,所述夹持装置37包括设置于所述容纳腔的前后两侧的两夹持板,所述夹持板可前后移动地设置于所述载物台33。
47.本实施例中,第三输送线53输送周转盘7的过程为:位移平台移动至第一升降空间
的下方,然后,第一转盘装置上升,并抓取住第一横向输送装置上的周转盘7,然后第一抓盘装置上升,将周转盘7托离第一横向输送装置,然后位移平台沿着第三输送线53依次经过各载物台33的容纳腔,其中,在位移平台经过容纳腔时,第一抓盘装置会上移,将周转盘7顶升至容纳腔中,此时,夹持装置37夹紧位于容纳腔中的周转盘7,即可将周转盘7固定在容纳腔中。
48.其中一种实施例,所述机架1上对应所述分选装置3的载物台33还设置有卸载机构,所述卸载机构包括设置于所述机架1上的放置容腔11以及衔接所述放置容腔11和所述载物台33的移送装置。
49.本实施例中,移送装置用于载物台33上的周转盘7装盘圆柱锂电池后,将载物台33上的周转盘7移送至放置容腔11中,以及时将载物台33上的装满了圆柱锂电池的周转盘7移走。
50.其中一种实施例,所述移送装置包括设置于所述机架1上的平移导轨36,所述夹持装置37可前后移动地设置于所述平移导轨36;所述移送装置还包括可升降地设置于所述放置容腔11内的支撑平台。
51.本实施例中,周转盘7装满圆柱锂电池后,夹住该周转盘7的夹持装置37在平移导轨36上移动至放置容腔11中,即可将周转盘7移动至放置容腔11中,此时,支撑平台上升,即可将周转盘7转移到支撑平台上,从而将周转盘7转移至放置容腔11中,其中,随着支撑平台上的周转盘7的数量的逐渐增加,支撑平台需要逐步下移其高度,以使夹持装置37能顺利地将周转盘7移动至支撑平台的上方。
52.其中一种实施例,所述支撑平台包括两竖直设置的支撑板522,所述支撑板522的顶端形成支撑面;所述放置容腔11内还设置有运输小车6,所述运输小车6对应所述支撑板522开设有供所述支撑板522上下移动的避空槽。
53.本实施例中,将运输小车6放置在放置容腔11中后,若支撑板522下移了一定的高度,则支撑板522会穿过运输小车6的避空槽移动至运输小车6的下方,此时,支撑板522上支撑的周转盘7则会遗留在运输小车6中,从而可以实现周转盘7在支撑平台和运输小车6之间的转移,可以方便对装满了圆柱锂电池的周转盘7进行运输。
54.其中一种实施例,所述第一输送线2包括沿着左右方向设置,且输送方向为由左往右的第一输送带,还包括设置于所述第一输送带的前后两侧的前挡板和后挡板,所述前挡板、后挡板以及所述第一输送带围合成输送空间;所述第二输送带341的后端延伸至所述第二输送带341的下方,且所述前挡板对应所述第二输送带341开设有前开窗;所述后挡板对应所述前开窗开设有后开窗,所述后开窗位于所述前开窗的后侧,所述转移装置32包括对应所述后开窗设置于所述后开窗的后侧的拨动辊321,所述拨动辊321的轴线沿着左右方向设置,且可转动地设置于所述机架1,所述拨动辊321的表面沿着其轴线方向设置有拨片322,所述拨片322可随着所述拨动辊321的转动而经过所述后开窗进出所述输送空间。
55.本实施例中,拨动辊321可以通过驱动电机可转动地设置在机架1上,其中,通过拨动辊321的转动,可以使得拨动辊321上的拨片322通过后开窗进入到输送空间中,因此,当第一输送线2输送圆柱锂电池移动到对应分选装置3的拨动辊321的前方时,通过拨动辊321的转动即可将该圆柱锂电池拨至该分选装置3的第二输送线34上,实现圆柱锂电池在第一输送线2和第二输送线34之间的转移。
56.以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1