一种3至8英寸显示屏偏贴异物及精度检测机的制作方法
1.本实用新型涉及显示屏检测技术领域,尤其涉及一种3至8英寸显示屏偏贴异物及精度检测机。
背景技术:
2.在液晶显示屏在生产线过程中,显示屏需要进行偏贴异物及精度检测,把不良品检测筛选出来。传统的人工以及治具筛选浪费大量的物料与人工成本,并且在产品的检测过程中也会发生产品的污染损坏的问题,同时,延长了生产周期,不利于提高产能。
3.因此,有必要提供一种3至8英寸显示屏偏贴异物及精度检测机解决上述技术问题。
技术实现要素:
4.本实用新型解决的技术问题是提供一种3至8英寸显示屏偏贴异物及精度检测机解决传统人工以及治具筛选浪费大量的物料与人工成本的问题,提高了设备的工作效率。
5.为解决上述技术问题,本实用新型提供的3至8英寸显示屏偏贴异物及精度检测机,包括:操作台,所述操作台上设置有上料输送线,所述上料输送线一端的上方设置上料搬送部件,所述上料输送线的一端的正上方设置有lcd引导ccd部件,所述上料输送线的一侧设置有lcd异物平台,所述lcd异物平台的正上方设置有ccd异物检测部件,所述lcd异物平台远离所述上料输送线的一侧设置有异物下料输送线,所述异物下料输送线远离所述lcd异物平台的一侧设置有精度检测平台部件,所述异物下料输送线的上方设置有中转搬送部件,所述精度检测平台部件的一侧设置有背面ccd精度检测部件,所述背面ccd精度检测部件的正上方设置有正面ccd精度检测部件,所述精度检测平台部件的上方设置有下料搬送部件,所述下料搬送部件的下方设置有ng下料输送线和背面ccd精度检测部件,所述ng下料输送线和所述背面ccd精度检测部件并列设置。
6.优选的,所述上料搬送部件包括第一x轴移动组件,所述第一x轴移动组件上设置有第一y轴移动组件,所述第一y轴移动组件上设置有第一吸取机构,所述第一吸取机构包括第一气缸,在所述第一气缸上安装有用于吸取显示屏的第一吸嘴。
7.优选的,所述精度检测平台部件包括第二x轴移动组件,所述第二x轴移动组件上设置有平台。
8.优选的,所述中转搬送部件包括第三x轴移动组件,所述第三x轴移动组件上设置有第二y轴移动组件,所述第二y轴移动组件上设置有第二吸取机构,所述第二吸取机构包括第二气缸,所述第二气缸上设置有第二吸嘴。
9.优选的,所述下料搬送部件包括第四x轴移动组件,所述第四x轴移动组件上设置有第三y轴移动组件,所述第三y轴移动组件上设置有第三吸取机构,所述第三吸取机构包括第三气缸,所述第三气缸上安装有第三吸嘴。
10.与相关技术相比较,本实用新型提供的3至8英寸显示屏偏贴异物及精度检测机具
有如下有益效果:
11.本实用新型通过异物及精度检测机,使3至8英寸显示屏在设备上可以全自动检测,有效地把异物不良和精度不良的产品检测筛选出来,解决传统人工以及治具筛选浪费大量的物料与人工成本的问题,提高了设备的工作效率,降低了设备运行成本,减少了物料的损耗,提高了生产效率。
附图说明
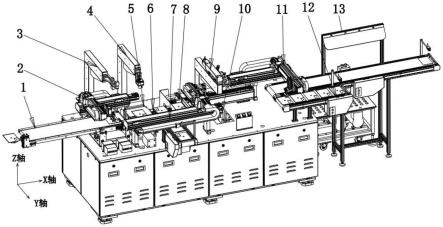
12.图1为本实用新型提供的3至8英寸显示屏偏贴异物及精度检测机的结构示意图;
13.图2为图1所示的3至8英寸显示屏偏贴异物及精度检测机的部分结构示意图;
14.图3为图1所示的3至8英寸显示屏偏贴异物及精度检测机的部分结构示意图;
15.图4为图1所示的3至8英寸显示屏偏贴异物及精度检测机的部分结构示意图;
16.图5为图1所示的3至8英寸显示屏偏贴异物及精度检测机的俯视结构示意图;
17.图6为图5所示的3至8英寸显示屏偏贴异物及精度检测机的部分结构示意图。
18.图中标号:上料输送线-1、上料搬送部件-2、lcd引导ccd部件-3、ccd异物检测部件-4、lcd异物平台-5、异物下料输送线-6、中转搬送部件-7、精度检测平台部件-8、正面ccd精度检测部件-9、背面ccd精度检测部件-10、下料搬送部件-11、ng下料输送线-12和ok下料输送线-13。
具体实施方式
19.下面结合附图和实施方式对本实用新型作进一步说明。
20.如图1-6所示,一种3至8英寸显示屏偏贴异物及精度检测机,包括:操作台,所述操作台上设置有上料输送线1、上料搬送部件2、lcd引导ccd部件3、ccd异物检测部件4、lcd异物平台5、异物下料输送线6、中转搬送部件7、精度检测平台部件8、正面ccd精度检测部件9、背面ccd精度检测部件10、下料搬送部件11、ng下料输送线12和ok下料输送线13。
21.如图2所示,所述上料输送线1设置在所述操作台的一端,所述上料搬送部件2设置在所述上料输送线1一端的上方,所述上料搬送部件2包括第一x轴移动组件,在所述第一x轴移动组件上设置有第一y轴移动组件,第一y轴移动组件在第一x轴移动组件的带动下能够沿第一x轴方向移动,在所述第一y轴移动组件上设置有第一吸取机构,所述第一吸取机构包括第一气缸,在所述第一气缸上安装有用于吸取显示屏的第一吸嘴,当需要吸取显示屏时,第一x轴移动组件带动第一y轴移动组件移动,第一y轴移动组件测带动第一吸取机构移动,使第一吸取机构位于显示屏的正上方,然后第一气缸使第一吸嘴向下移动并与显示屏接触,且吸住显示屏,同时第一气缸反向移动,将显示屏向上吸取,然后,在第一x轴移动组件和第一y轴移动组件的工作用下移动到指定为位置。
22.如图2所示,所述lcd引导ccd部件3位于所述上料输送线1的一端的正上方,所述显示屏在上料输送线1上移动到lcd引导ccd部件3的下方时,lcd引导ccd部件3对显示屏进行拍照并将拍照的数据传给控制系统,控制系统是上料搬送部件2启动,从而可使上料搬送部件2实现对显示屏的移动。
23.如图2所示,所述lcd异物平台5位于所述上料输送线1的一侧,所述上料搬送部件2将从上料输送线1上的显示屏移动到lcd异物平台5上。
24.如图2所示,所述ccd异物检测部件4位于所述lcd异物平台5的正上方,所述ccd异物检测部件4对显示屏进行拍照,并将数据传给系统,从而对显示屏进行检测,判断其是否有异物。
25.如图2所示,所述异物下料输送线6位于所述lcd异物平台5远离所述上料输送线1的一侧,当ccd异物检测部件4对lcd异物平台5进行检测,如果发现显示屏有异物,则lcd异物平台5上的显示屏会被输送到异物下料输送线6上,异物下料输送线6则将显示屏输送走。
26.如图3所示,所述精度检测平台部件8位于所述异物下料输送线6远离所述lcd异物平台5的一侧,所述lcd异物平台5上检测合适的显示屏被输送到精度检测平台部件8上,所述精度检测平台部件8包括第二x轴移动组件,在所述第二x轴移动组件上设置有平台,第二x轴移动组件能够带动平台移动,平台用于放置显示屏。
27.如图2所示,所述中转搬送部件7位于所述异物下料输送线6的上方,所述中转搬送部件7能够将位于lcd异物平台5上的显示屏输送到异物下料输送线6上和精度检测平台部件8上,所述中转搬送部件7包括第三x轴移动组件,在所述第三x轴移动组件上设置有第二y轴移动组件,所述第二y轴移动组件上设置有第二吸取机构,所述第二吸取机构包括第二气缸,所述第二气缸上设置有第二吸嘴,当需要将lcd异物平台5上的显示屏移动到异物下料输送线6上或精度检测平台部件8上时,第三x轴移动组件带动第二y轴移动组件移动到lcd异物平台5的上方,第二气缸启动,使第二吸嘴向下移动并吸取显示屏,然后,显示屏在第三x轴移动组件和第二y轴移动组件的作用下被输送到异物下料输送线6上或精度检测平台部件8上。
28.如图4所示,所述背面ccd精度检测部件10位于所述精度检测平台部件8的一侧,所述正面ccd精度检测部件9位于所述背面ccd精度检测部件10的正上方,所述正面ccd精度检测部件9和所述背面ccd精度检测部件10能够同时对显示屏的正反面进行精度检测,当需要检测时,精度检测平台部件8上的x轴移动组件带动平台移动,从而将位于平台上的显示屏输送到正面ccd精度检测部件9的下方、背面ccd精度检测部件10的上方,此时,正面ccd精度检测部件9和背面ccd精度检测部件10同时对显示屏的正反面进行精度检测,检测后,精度检测平台部件8再将显示屏向远离异物下料输送线6的方向输送,从而使显示屏离开正面ccd精度检测部件9和背面ccd精度检测部件10的检测区间。
29.如图4所示,所述下料搬送部件11设置在所述精度检测平台部件8的上方,所述下料搬送部件11包括第四x轴移动组件,所述第四x轴移动组件上设置有第三y轴移动组件,所述第三y轴移动组件上设置有第三吸取机构,所述第三吸取机构包括第三气缸,所述第三气缸上安装有第三吸嘴,经过正面ccd精度检测部件9和背面ccd精度检测部件10检测后显示屏会被精度检测平台部件8输送到下料搬送部件11的下方,下料搬送部件11上的第三吸取机构会将位于精度检测平台部件8上的显示屏吸住并转移到指定的位于。
30.如图4所示,所述ng下料输送线12和所述背面ccd精度检测部件13均位于所述下料搬送部件11的下方并且并列设置,当位于精度检测平台部件8上的显示屏经过正面ccd精度检测部件9和背面ccd精度检测部件10检测后,如果显示屏不合格,下料搬送部件11则将精度检测平台部件8上的显示屏转移到ng下料输送线12上,如果显示屏合格,则显示屏被转移到ok下料输送线13上,ng下料输送线12和ok下料输送线13分别将分拣后的显示屏运送到不同的地方。
31.本装置中第一x轴移动组件、第二x轴移动组件、第三x轴移动组件、第四x轴移动组件、第一y轴移动组件、第二y轴移动组件和第三y轴移动组件均为现有技术,可以为丝杠螺母副,由电机驱动。
32.本实用新型提供的3至8英寸显示屏偏贴异物及精度检测机的工作原理如下:
33.当需要对显示屏进行检测时,先将显示屏放在上料输送线1上,上料输送线1将显示屏输送到lcd引导ccd部件3的下方,lcd引导ccd部件3对显示屏进行拍照,并将数据传递给控制系统,控制系统启动上料搬送部件2,上料搬送部件2启动后将上料输送线1上的显示屏转移到lcd异物平台5上,然后,位于lcd异物平台5上方的ccd异物检测部件4对显示屏进行检测,检测后,发现有斑点的显示屏则被中转搬送部件7输送到异物下料输送线6上,异物下料输送线6将显示屏输送到指定的位置,无斑点的显示屏则被中转搬送部件7输送到精度检测平台部件8上,精度检测平台部件8将显示屏输送到正面ccd精度检测部件9和背面ccd精度检测部件10之间,正面ccd精度检测部件9和背面ccd精度检测部件10进行显示屏的正面和反面的精度进行检测,检测后,如果精度不符合要求,则下料搬送部件11会将精度检测平台部件8上的显示屏输送到ng下料输送线12上,如果精度合格,则被下料搬送部件11输送到ok下料输送线13上。
34.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1