一种用于圆柱、圆锥型产品的内外表面外观瑕疵检测系统的制作方法
本发明涉及自动检测,具体涉及一种用于圆柱、圆锥型产品的内外表面外观瑕疵检测系统。
背景技术:
1、甜筒是一种美味冷冻奶制品,通常由圆锥筒状的脆皮、包裹在脆皮外的包装纸以及注入并冷冻成型在脆皮内的甜品组成。由于冰箱和冰柜在中国的日益普及,每逢炎热的夏季来临,甜筒的销量都越来越高高,因此,对于甜筒的生产企业,迫切需要提高生产效率才能满足市场的供应需求。
2、甜筒在制作的过程中,通常先将包装纸制作成圆锥筒状,再将圆锥筒状的脆皮插入至包装纸内,使得包装纸包裹在脆皮外,最后再往脆皮内注入甜品并冷却成型,便形成一甜筒。但是,甜筒的脆皮部位较为脆弱,在大批量生产过程中,有可能在生产线上的运送过程中出现因磕碰导致的破碎,或者因制作过程的工艺问题导致内、外表面瑕疵,最终导致产品质量出现问题。
3、目前,为了提升对产品品控的整体高效把控,生产厂商在生产过程中开始采用人工抽检或者机器自动检查的方式对脆皮部分进行瑕疵检测,将存在问题的脆皮剔除。但是,由于人工抽检需要的人力较多,而且稳定性不强且成本较高,需要轮班,所以目前以机器自动检查为主。
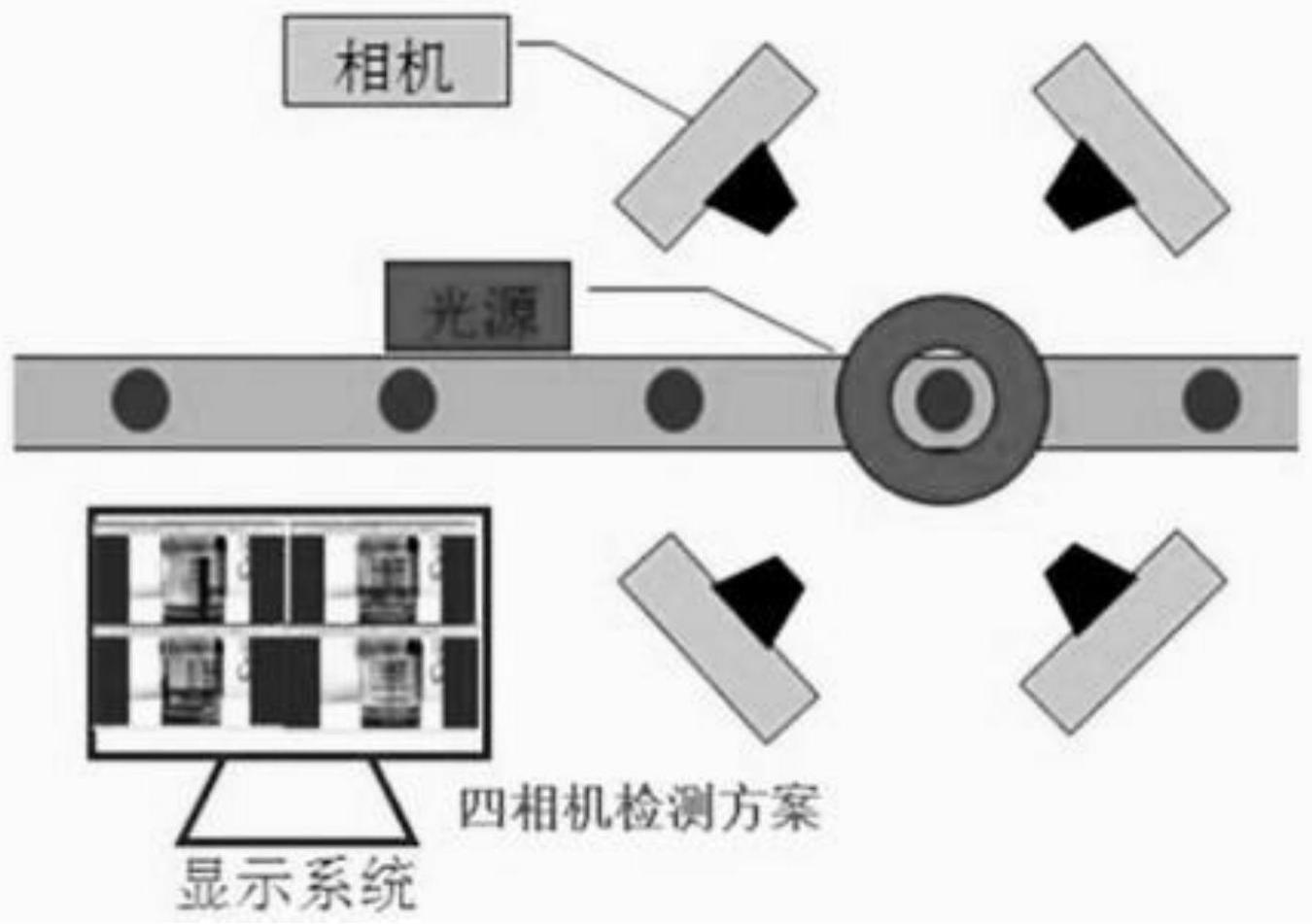
4、机器自动检测圆柱形产品的方法,目前多采用多相机多方位静态或动态检测,对产品在摆放姿态和使用相机的数量都有一定要求。如图1所示,为传统的四相机检测方案,要实现产品侧面的外观检测,需在产品四周放置至少4台相机,通过各个相机从不同角度拍照来获取产品外观的全部信息。该方式虽然能够实现检测目的,但由于采用多台相机,在成本、检测速度、产品摆放定位及使用维护方面都具有一定局限性。除此之外,随着视觉相机的技术革新,线扫相机的诞生在以上的基础上减少了相机的使用量,如图2所示的360°视觉检测系统,采用高速线扫相机和旋转机构结合的方式进行产品检测,这种方式虽然减少了相机使用数量,但产品在到达检测位置时必须要停顿,完成旋转一周拍完照片后才能进行下组产品的检测;综上可以看出,无论是四相机检测方案还是360°视觉检测系统,对产品的摆放定位要求都比较高,且一次只能检测一个产品,检测过程的连续性较差,效率低,且随之带来的是成本的大幅上升,急需改进。
技术实现思路
1、本发明的目的在于提供一种用于圆柱、圆锥型产品的内外表面外观瑕疵检测系统,解决以下技术问题:
2、如何提供一种能够对回转体型的产品进行高效且准确的瑕疵检测系统。
3、本发明的目的可以通过以下技术方案实现:
4、一种用于圆柱、圆锥型产品的内外表面外观瑕疵检测系统,包括:
5、整型输送模块,用于在对目标检测体进行输送的过程中进行整列;
6、视觉检测模块,与所述整型输送模块连接,用于对所述目标检测体的外侧面和内腔面进行图片采样,根据得到采样图组输出判断结果;
7、螺旋旋转模块,与所述视觉检测模块和所述整型输送模块连接,用于驱动所述目标检测体输送运动的同时自旋;
8、不良品剔除模块,与所述螺旋旋转模块连接,用于根据所述判断结果执行相应的动作。
9、通过上述技术方案,可针对如甜筒脆皮这种回转体型的目标检测体,使其在整列整齐输送的同时能够对其内、外表面继进行同步拍摄,且在整齐输送过程中,目标检测体能够不间断自旋,从而在不间断的运输过程中实现360°内外无死角的拍摄采样,充分的提升瑕疵检测效率和全面性,因此能够变相提升瑕疵检测结果的可信度、准确度,更进一步的减少漏检的情况发生。
10、作为本发明进一步的方案:所述整型输送模块包括型材机架、变频电机、循环链条、上升支撑面和推动杆;所述型材机架包括上升段和平移段;所述上升支撑面设置在所述上升段上;
11、所述变频电机通过所述循环链条驱动所述推动杆沿与所述上升支撑面平行的方向滑移;
12、所述上升支撑面包括多个相互平行设置的v形导槽,所述v形导槽对所述目标检测体进行限位。
13、作为本发明进一步的方案:所述螺旋旋转模块包括旋转电机、同步带组件、支撑底板和若干输送螺杆;
14、所述输送螺杆转动设置在所述支撑底板上,所述旋转电机通过所述同步带组件驱动所有所述输送螺杆同步转动;
15、每个所述输送螺杆上均开设有螺旋导槽,相邻所述输送螺杆平行设置。
16、作为本发明进一步的方案:所述不良品剔除模块包括翻转气缸、安装座和翻盖板;所述翻转气缸固定在所述安转座底部,所述翻盖板转动设置在所述安装座上,所述翻转气缸与所述翻盖板传动连接。
17、作为本发明进一步的方案:所述视觉检测模块包括遮光罩、面光源、相机、散热风扇和上位机模块;
18、所述面光源用于向所述目标检测体提供补光,所述相机用于按照设定的拍摄频率fc获取所述目标检测体的采样图片;
19、所述上位机模块包括控制单元和识别单元;所述面光源和所述相机以及散热风扇灯与所述控制单元连接,所述识别单元用于根据所述采样图片输出是否为不良品的判断结果。
20、作为本发明进一步的方案:所述整型输送模块对所述目标检测体的输送速度为v1,所述螺旋旋转模块对所述目标检测体的输送速度为v2;
21、v1和v2的关系满足:
22、αv1=v2
23、v2=p*f
24、其中,p为所述输送螺杆上螺旋导槽的螺距,f为所述输送螺杆的转速,α为大于1的调节系数。
25、作为本发明进一步的方案:所述识别单元包括图片处理单元和识别器;
26、所述图片处理单元用于将所述相机的拍摄图片的图片特征向量进行提取,并按照预设合并顺序将所述图片特征向量合并为所述采样图片;
27、针对同一组所述目标检测体,所述面光源所提供的的补光波长互不相同;
28、所述拍摄频率fc在[fl,fh]之间进行随机设定选择,每隔δt时间重新设定一次;δt为所述目标检测体自旋一周所需要的时间;
29、fl为最低拍摄频率,fh为最高拍摄频率;
30、所述识别器为经过训练的神经网络模型。
31、作为本发明进一步的方案:所述预设合并顺序包括:
32、将m*n张图片特征向量按照时间顺序矩阵排列,得到采样图片;m*n张所述图片特征向量为在从开始到采样2δt时间内获取的图片所对应的特征向量。
33、作为本发明进一步的方案:针对第i组所述目标检测体,所述图片特征向量的获取方式为:
34、获取拍摄图片pi,k的rgb分量;
35、
36、其中,fi,k为所述拍摄图片pi,k的所述图片特征向量,k为所述面光源的波长设定参数。
37、作为本发明进一步的方案:所述采样图片的数量为n张,n为奇数且大于1;
38、将m*n张图片特征向量按照时间顺序矩阵排列得到的采样图片作为基础采样图片;
39、从采样2δt时间后获得的所述图片特征向量中进行随机抽取,在所述基础采样图片进行随机替换,得到新的采样图片;
40、所述识别器输出的判断结果为n个判断结果中概率占比最高的判断结果。
41、本发明的有益效果:本发明可针对如甜筒脆皮或者圆柱型的回转体型的目标检测体,使其在整列整齐输送的同时能够对其内、外表面继进行同步拍摄,且在整齐输送过程中,目标检测体能够不间断自旋,从而在不间断的运输过程中实现360°内外无死角的拍摄采样,充分的提升瑕疵检测效率和全面性,因此能够变相提升瑕疵检测结果的可信度、准确度,更进一步的减少漏检的情况发生。
42、附图说明
43、下面结合附图对本发明作进一步的说明。
44、图1为现有技术中的四相机检测方案示意图;
45、图2为现有技术中的360°视觉检测系统示意图;
46、图3为本发明中外观瑕疵检测系统的整体外观示意图;
47、图4为本发明中外观瑕疵检测系统的整体结构示意图;
48、图5为本发明中外观瑕疵检测系统中螺旋旋转模块的结构示意组图;
49、图6为本发明中外观瑕疵检测系统中视觉检测模块的结构示意图;
50、图7为本发明中外观瑕疵检测系统中不良品剔除模块的结构示意图。
- 还没有人留言评论。精彩留言会获得点赞!