一种用于对药品分类的药品检测装置
本发明涉及药品检测,更具体地说,它涉及一种用于对药品分类的药品检测装置。
背景技术:
1、药品的质量关乎着患者的服用安全,因此药品的质量安全备受人们的关注,为此国家也加强了药品方面的质量检测,因此在药品的科研开发和生产方面都需要使用药品检测装置对药品进行检测,以保证药品的质量合格性。
2、在对圆片剂形状的药品进行生产过程中,其表面容易发生缺陷损坏,因此需要对药丸的尺寸和质量进行检测,现有的检测方法通常采用人工检测法,人工检测法方便、直观,准确度高,但受主观因素影响较大,工人工作强度大,长时间工作易造成视觉疲劳,出现判断错误,影响产品的质量检测,当药品堆叠在一起时,难以对异常的药品进行分类和剔除,导致药品的检测效率低下,分类不便。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种用于对药品分类的药品检测装置,用于解决上述技术问题。
2、本发明的目的可以通过以下技术方案实现:
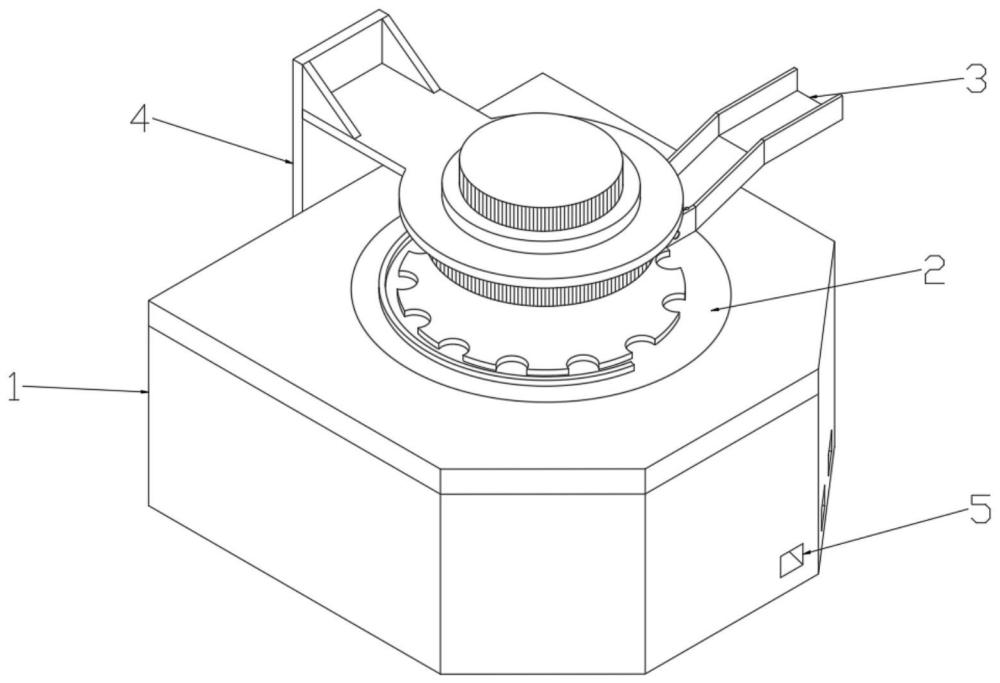
3、一种用于对药品分类的药品检测装置,包括检测箱,所述检测箱上设置有分类机构,所述分类机构用于检测对药品进行分类;所述分类机构包括载粒盘,所述载粒盘上开设有多个载粒孔,所述载粒盘转动安装于承载座上,所述承载座上等弧度设置有三个分离件,所述分离件用于分离存在缺陷的药品,所述分离件包括分离杆,所述分离杆端部固定安装有转动杆,所述承载座上开设有三个下料孔,三个所述下料孔与三个所述分离件一一对应,所述转动杆转动安装于下料孔上,所述分离杆内设置有压力传感器,所述压力传感器用于检测药品的重量;
4、所述承载座底部固定安装有连接座,所述连接座上开设有第一下料槽、第二下料槽和第三下料槽,所述第一下料槽、第二下料槽和第三下料槽分别与三个分离件一一对应;
5、所述检测箱一侧设置有上料机构,所述上料机构用于药品的自动上料;
6、所述检测箱上设置有取像机构,取像机构用于获取药品的图像数据,所述取像机构包括固定架,所述固定架底部设置有摄像机,摄像机用于对载粒盘上的药品进行摄像,获取药品图像,所述固定架上方设置有对药品图像进行分析的控制器。
7、作为本发明进一步的方案,所述压力传感器与控制器电性连接,压力传感器将压力数据发送至控制器内。
8、作为本发明进一步的方案,所述控制器获取药品图像后,将药品图像灰度图像,并通过图像预处理将灰度图像转化为标准图像,通过计算标准图像上像素点的数量,获取药品的多个角度上的最大像素点数量以及药品像素点总数量;
9、控制器将像素点总数量标记为xszi,i=1,2,3...n;将多个角度上的最大像素点数量标记为xsdi,i=1,2,3...n;利用分类公式获得药品的分类值flz,其中a1和a2为预设的比例系数且不为零;xsz0为药品标准的像素点总数量;xsd0为药品不同方向上的标准像素点数量;n为多个角度的数量;
10、控制器将分类值与预设的分类阈值以及压力数据与预设的压力阈值进行对比,其中控制器进行对比的具体步骤包括:
11、当药品的压力数据小于设定的压力阈值,判定药品重量不符合标准,此时药品逆时针转动经过第一个分离件,分离件带动药品从第二下料槽中落下并从检测箱上排出;
12、当药品的的压力数据大于设定的压力阈值,且分类值大于分类阈值,判定药品形状尺寸不符合标准,此时药品经过第二个分离件,分离件带动药品从第二下料槽中落下并从检测箱上排出;
13、当药品的的压力数据大于设定的压力阈值,且分类值小于等于分类阈值,判定药品形状符合包装标准,此时药品经过第三个分离件,分离件带动药品从第三下料槽中落下并从检测箱上排出。
14、作为本发明进一步的方案,所述检测箱一侧设置有三个排料管,三个排料管上均设置有计数器,计数器用于统计排料管排出的药品的数量,三个排料管分别与第一下料槽、第二下料槽和第三下料槽连通。
15、作为本发明进一步的方案,所述承载座上固定安装有限位环,限位环用于限制载粒盘上药品的移动路径。
16、作为本发明进一步的方案,所述承载座内设置有用于带动转动杆转动的下料电机,所述连接座内固定安装有转动电机,所述转动电机输出轴固定连接载粒盘底部。
17、作为本发明进一步的方案,所述上料机构包括上料管,所述上料管设置于检测箱上,所述上料管两侧对称设置有引导件,引导件用于引导药品移动的位置,便于载粒盘的上料。
18、作为本发明进一步的方案,所述引导件包括引导板,所述引导板转动安装于上料管上,所述上料管上螺纹连接有推动杆,所述推动杆一端固定安装有调节手柄,所述推动杆另一端活动连接于引导板上。
19、一种用于对药品分类的药品检测装置的工作方法,包括如下步骤:
20、步骤一:将药品放置于上料管上,通过转动调节手柄,调节手柄带动推动杆在上料管上移动,进而带动引导板在上料管上转动,调节两个引导板之间的间距,使得上料管药品以单粒的形式从两个引导板之间落下;
21、步骤二:通过载粒孔将药品固定于载粒孔上,利用转动电机带动载粒盘逆时针转动,载粒盘带动载粒孔上的药品在限位环内移动;
22、步骤三:摄像机用于对载粒盘上的药品进行摄像,获取药品图像;控制器获取药品图像后,将药品图像灰度图像,并通过图像预处理将灰度图像转化为标准图像,计算标准图像上像素点的数量,获取药品的多个角度上的最大像素点数量以及药品像素点总数量;
23、步骤四:当载粒孔上的药品移动至第一个分离件上时,利用分离件上的压力传感器对药品进行称重;
24、步骤五:控制器利用公式获得药品的分类值flz,将分类值与预设的分类阈值以及压力数据与预设的压力阈值进行对比:
25、当药品的压力数据小于设定的压力阈值,判定药品重量不符合标准,此时药品逆时针转动经过第一个分离件,通过转动杆带动分离杆在下料孔上转动,分离杆将药品从下料孔输送至第一下料槽内,并从检测箱上的排料管上排出;
26、当药品的的压力数据大于设定的压力阈值,且分类值大于分类阈值,判定药品形状尺寸不符合标准,此时药品经过第二个分离件,分离件带动药品从第二下料槽中落下,并从检测箱上的排料管上排出;
27、当药品的的压力数据大于设定的压力阈值,且分类值小于等于分类阈值,判定药品形状符合包装标准,此时药品经过第三个分离件,分离件带动药品从第三下料槽中落下,并从检测箱上的排料管上排出。
28、与现有方案相比,本发明的有益效果:
29、本发明通过设置上料机构,上料机构用于实现药品的自动上料作业,同时可调节间距的引导件用于引导药品的排出,便于后续载粒盘的上料;
30、通过设置分类机构和取像机构,分类机构用于引导单粒药品的移动,便于取像机构的取像,同时分类机构用于实现对药品的称重测量功能以及自动分类功能;取像机构配合分类机构实现对药品图像的获取,实现对药品尺寸的检测,利用控制器获取药品的分类值,利用药品的分类值与分类阈值进行对比以及药品的压力数据与压力阈值进行对比,实现对药品的尺寸和重量的筛选,配合分离件进一步实现了对不同尺寸和重量药品的分类,提高了药品自动化分类的效率。
- 还没有人留言评论。精彩留言会获得点赞!