锂电池短路检测设备的制作方法
本技术涉及锂电池生产,特别涉及一种锂电池短路检测设备。
背景技术:
1、锂电池是一种二次电池,主要依靠锂离子在正极和负极之间移动来工作,而在锂电池的工作过程中会出现短路的故障,短路故障难以检测和分析,一旦发生短路会产生高温、高阻,甚至造成电池组的连锁反应,因此需要在锂电池加工完成后进行短路检测,避免隐患。相关技术中,仅会对锂电池进行检测,对检测不及格的锂电池多通过人工去除,效率较低。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种锂电池短路检测设备,能够提高锂电池检测效率。
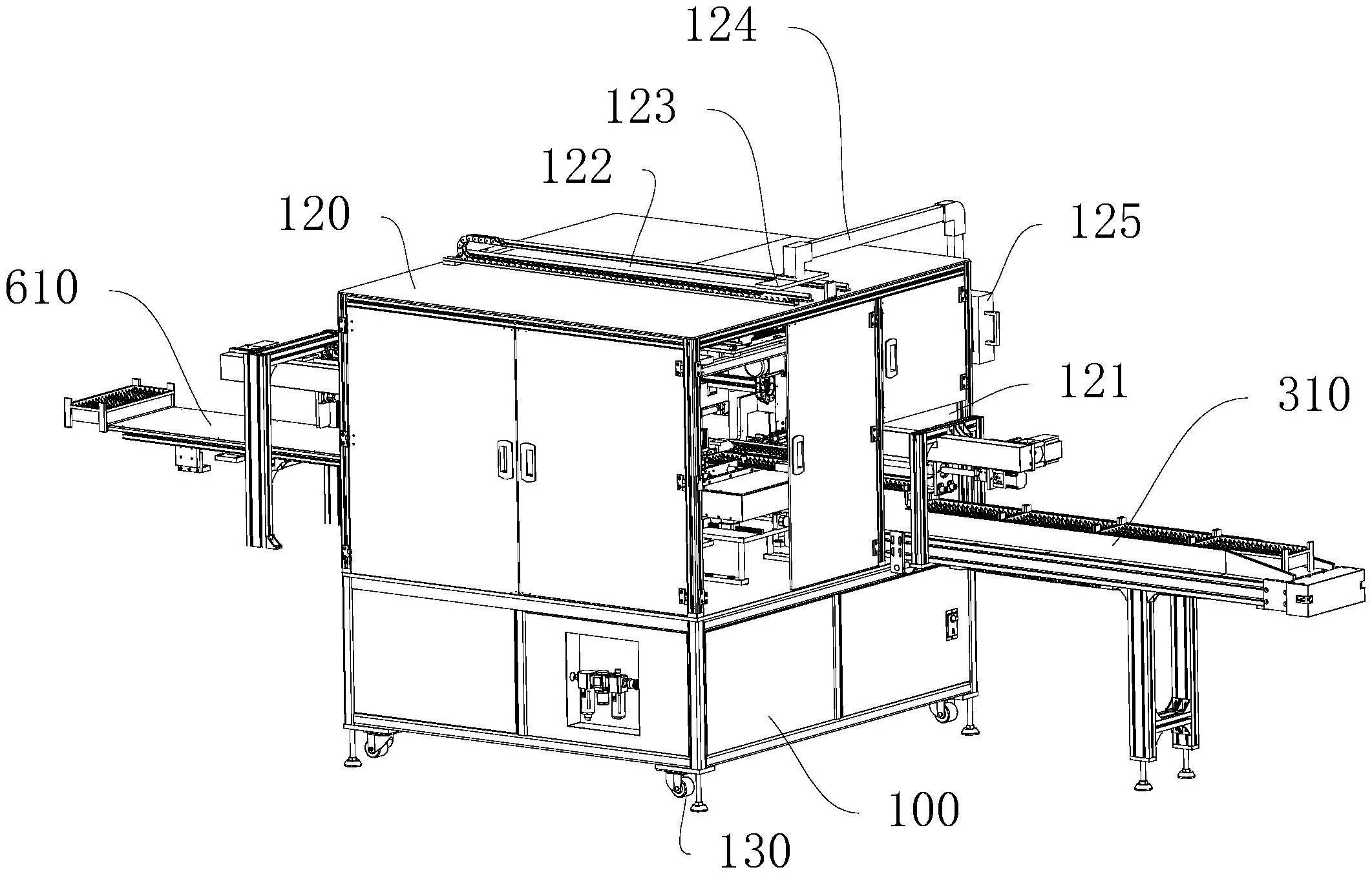
2、根据本实用新型的第一方面实施例的锂电池短路检测设备,包括:机台,设置有转盘,所述转盘上设有多个用于放置锂电池的放料工位,多个所述放料工位沿所述转盘的周向均匀间隔布置,其中,所述转盘包括沿转动方向依序划分的第一侧、第二侧、第三侧以及第四侧;上料装置,设置有第一机械手和用于输送料盘的上料传送带,所述上料传送带位于所述第一侧,所述第一机械手位于所述上料传送带的上方,所述第一机械手用于将待检测锂电池从所述料盘转移至所述放料工位;检测装置,位于所述第二侧,所述检测装置滑动连接于所述机台,所述检测装置设有若干个用于检测所述待检测锂电池的检测头;补料装置,位于所述第三侧,所述补料装置设有第二机械手和用于放置替换锂电池的补料槽,所述第二机械手用于将所述补料槽中的所述替换锂电池对所述放料工位的所述锂电池进行替换;下料装置,包括第三机械手和下料传送带,所述第三机械手位于所述第四侧且位于所述下料传送带的起始端,所述第三机械手用于将所述锂电池从所述放料工位转移至所述下料传送带。
3、根据本实用新型实施例的锂电池短路检测设备,至少具有如下有益效果:通过将上料装置、检测装置、补料装置以及下料装置分别对应设置在转盘的四侧,使锂电池短路检测设备的结构更紧凑,能够有效减少锂电池短路检测设备的占用空间。通过第一机械手将上料传送带上的锂电池转移到放料工位上,实现自动上料,提高上料效率。检测装置滑动连接于机台,检测装置上设置有若干个用于检测的检测头,通过检测装置在机台上滑动,若干个检测头随着检测装置滑动,使检测头与放料工位上的锂电池进行接触,以实现对锂电池进行检测。通过设置多个检测头使得检测装置可以同时对多个锂电池进行检测,能够有效提高检测效率。通过第二机械手将放料工位中检测不及格的锂电池进行去除,并将补料槽中锂电池填补至放料工位中,避免放料工位存在空缺。通过第三机械手将放料工位上的锂电池转移至下料传送带,以实现自动下料,提高下料的效率,因此,本实用新型的锂电池短路检测设备,能够提高锂电池检测效率。
4、根据本实用新型的一些实施例,还包括有壳体,所述壳体罩设于所述机台,所述壳体上设置有第一通孔和第二通孔,所述上料传送带穿设于所述第一通孔,所述下料传送带穿设于所述第二通孔。
5、根据本实用新型的一些实施例,所述壳体还包括滑槽、滑块、连接杆以及控制器,所述滑槽安装于所述壳体顶部,所述滑块安装于所述滑槽内,所述连接杆的一端连接所述滑块,所述控制器与所述连接杆的另一端连接。
6、根据本实用新型的一些实施例,所述机台还包括有固定板,所述第一机械手包括水平驱动组件、竖直驱动组件以及夹持组件,所述水平驱动组件安装于所述固定板上,所述竖直驱动组件的一端与所述水平驱动组件连接,所述水平驱动组件用于驱动所述竖直驱动组件水平运动,所述夹持组件安装于所述竖直驱动组件的另一端,所述竖直驱动组件用于驱动所述夹持组件竖直运动。
7、根据本实用新型的一些实施例,还包括用于运输所述料盘的输送通道,所述上料传送带的末端位于所述输送通道的上游,所述下料传送带的起始端位于所述输送通道的下游。
8、根据本实用新型的一些实施例,所述输送通道与所述下料传送带的衔接处还设置有推料装置,所述推料装置用于将所述输送通道内的所述料盘推送至所述下料传送带。
9、根据本实用新型的一些实施例,还包括推送装置,所述推送装置用于将所述上料传送带中的所述料盘推送至所述输送通道。
10、根据本实用新型的一些实施例,所述第一机械手上设置有用于吸附所述锂电池的吸附组件。
11、根据本实用新型的一些实施例,所述吸附组件为磁性吸块。
12、根据本实用新型的一些实施例,所述机台底部设置有滑动装置。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种锂电池短路检测设备,其特征在于,包括:
2.根据权利要求1所述的锂电池短路检测设备,其特征在于,还包括有壳体,所述壳体罩设于所述机台,所述壳体上设置有第一通孔和第二通孔,所述上料传送带穿设于所述第一通孔,所述下料传送带穿设于所述第二通孔。
3.根据权利要求2所述的锂电池短路检测设备,其特征在于,所述壳体还包括滑槽、滑块、连接杆以及控制器,所述滑槽安装于所述壳体顶部,所述滑块安装于所述滑槽内,所述连接杆的一端连接所述滑块,所述控制器与所述连接杆的另一端连接。
4.根据权利要求1所述的锂电池短路检测设备,其特征在于,所述机台还包括有固定板,所述第一机械手包括水平驱动组件、竖直驱动组件以及夹持组件,所述水平驱动组件安装于所述固定板上,所述竖直驱动组件的一端与所述水平驱动组件连接,所述水平驱动组件用于驱动所述竖直驱动组件水平运动,所述夹持组件安装于所述竖直驱动组件的另一端,所述竖直驱动组件用于驱动所述夹持组件竖直运动。
5.根据权利要求1所述的锂电池短路检测设备,其特征在于,还包括用于运输所述料盘的输送通道,所述上料传送带的末端位于所述输送通道的上游,所述下料传送带的起始端位于所述输送通道的下游。
6.根据权利要求5所述的锂电池短路检测设备,其特征在于,所述输送通道与所述下料传送带的衔接处还设置有推料装置,所述推料装置用于将所述输送通道内的所述料盘推送至所述下料传送带。
7.根据权利要求5所述的锂电池短路检测设备,其特征在于,还包括推送装置,所述推送装置用于将所述上料传送带中的所述料盘推送至所述输送通道。
8.根据权利要求1所述的锂电池短路检测设备,其特征在于,所述第一机械手上设置有用于吸附所述锂电池的吸附组件。
9.根据权利要求8所述的锂电池短路检测设备,其特征在于,所述吸附组件为磁性吸块。
10.根据权利要求1所述的锂电池短路检测设备,其特征在于,所述机台底部设置有滑动装置。
技术总结
本技术公开了一种锂电池短路检测设备,包括:机台,设置有转盘,转盘上设有多个用于放置锂电池的放料工位,其中,转盘包括沿转动方向依序划分的第一侧、第二侧、第三侧以及第四侧;上料装置,设置有第一机械手和用于输送料盘的上料传送带,上料传送带位于第一侧,第一机械手用于将待检测锂电池从料盘转移至放料工位;检测装置,位于第二侧,滑动连接于机台,检测装置设有若干个检测头;补料装置,位于第三侧,补料装置设有第二机械手和补料槽,第二机械手用于将补料槽中的替换锂电池对放料工位的锂电池进行替换;下料装置,包括第三机械手和下料传送带,第三机械手用于将锂电池从放料工位转移至下料传送带,能够提高锂电池检测效率。
技术研发人员:容焕国,李旻峰,樊光款
受保护的技术使用者:广东南大机器人有限公司
技术研发日:20230413
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!