一种压入式组合涂层缸套的制作方法
1.本实用新型涉及汽车发动机领域,具体是一种压入式组合涂层缸套。
背景技术:
2.气缸套是汽车发动机中广泛应用的零件,它的功用主要有密封、导热、以及与活塞环形成滑动面,是发动机的核心零部件之一。其主要功能的发展方向为与缸体的结合性、导热性、抗变形能力以及降摩擦能力,随着国家政策对汽车排放要求的提高,汽车厂家对发动机的要求也越来越高,相应地对于高性能缸套的需求也越来越多。
3.目前市场上与缸体结合较好的是喷铝缸套,采用压铸方式与缸体结合,在结合强度与导热性方面较传统螺纹缸套有很大的提高,但导热性太好也存在一些问题,如局部温度过低导致机油润滑性能下降,摩擦系数上升。在降摩擦功方面,行业内以网纹和表面处理技术为主导,而铸入式缸套一般为半成品,无法采用这两种技术,因此选择压入式组合涂层缸套方案,配合组合式涂层的设置,可以综合各方面优秀技术,最大程度发挥缸套的整体功能,以适应发动机市场日益提高的技术需求。
技术实现要素:
4.本实用新型的目的在于提供一种压入式组合涂层缸套,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种压入式组合涂层缸套,包括:缸套本体,所述缸套本体外圆表面设置有水平方向相互邻接的导热涂层、隔热涂层,所述导热涂层、隔热涂层连接处形成有过渡层,所述导热涂层与所述缸套本体外圆表面的顶端相连,所述隔热涂层与所述缸套本体外圆表面的底端相连,所述缸套本体内圆面设置有减摩擦涂层。
7.作为本实用新型进一步的方案:所述导热涂层设置在距离所述缸套本体上端30~70mm部分,所述过渡层的长度为5~10mm,所述缸套本体外圆表面未设置所述导热涂层和过渡层的部分设置有隔热涂层。
8.作为本实用新型进一步的方案:所述缸套本体通过过盈配合设置在缸体内。
9.作为本实用新型进一步的方案:所述导热涂层材料为铝硅合金,所述隔热涂层材料为氧化铝,所述减摩擦涂层为六方氮化硼陶瓷。
10.作为本实用新型进一步的方案:所述过渡层的材料为氧化铝或铝硅合金或氧化铝和铝硅合金。
11.作为本实用新型进一步的方案:所述外圆表面导热涂层、隔热涂层厚度为0.2
±
0.012mm。
12.作为本实用新型进一步的方案:所述缸套本体外圆表面的粗糙度为rz0.8
‑
3.2。
13.与现有技术相比,本实用新型的有益效果是:从优化缸内环境温度与降低摩擦系数入手,本实用新型通过缸套的组合式涂层设计,缸套通过过盈配合压入与缸体的方式,使
得缸套本体的外圆上部提高了导热性,下部则增加了保温性,在降低缸套热变形的同时,保持了缸内良好的润滑性能;内圆采用了陶瓷合金镀层,降低了摩擦系数,提升了发动机的功率,降低机油耗与燃油耗,同时提高了缸孔的耐磨性与耐腐蚀性,提高了发动机的寿命,本实用新型综合效果超越了以往铸入式的单一涂层。
附图说明
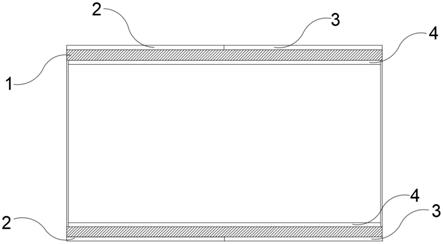
14.图1为本实用新型剖面的结构示意图。
15.图中:1
‑
缸套本体、2
‑
导热涂层、3
‑
隔热涂层、4
‑
减摩擦涂层。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1,本实用新型实施例中,一种压入式组合涂层缸套,包括缸套本体1,所述缸套本体外圆表面设置有水平方向相互邻接的导热涂层2、隔热涂层3,所述导热涂层2、隔热涂层3连接处形成有过渡层,所述导热涂层2与所述缸套本体外圆表面的顶端相连,所述隔热涂层3与所述缸套本体外圆表面的底端相连,所述缸套本体1内圆面设置有减摩擦涂层4。
18.具体的,所述缸套本体1的外圆表面粗糙度为rz0.8
‑
3.2,所述缸套本体1通过机加工及珩磨工艺获得,所述缸套本体1的外圆面通过过盈配合压入缸体内。
19.具体的,所述导热涂层2的材料为硅铝合金,所述隔热涂层3的材料为氧化铝,所述过渡层材料为为硅铝合金或氧化铝或硅铝合金和氧化铝的叠加,所述导热涂层2、隔热涂层3的涂层厚度为0.2
±
0.012mm,距缸套本体1顶端30~70mm外圆表面处设置有导热涂层2,所述过渡层的长度为5~10mm,所述缸套本体1外圆表面其余未设置所述导热涂层2和过渡层的位置设置了隔热涂层3,所述导热涂层2由所述缸套本体外圆表面的顶端开始喷涂,所述隔热涂层3由所述缸套本体1外圆表面的底端开始喷涂,所述过渡层的增强所述导热涂层2和隔热涂层3的结合力,所述导热涂层2的提升了所述缸套本体1外圆表面上部的导热性,所述隔热涂层3的增强了所述缸套本体外圆表面下部的保温性,二者共同降低了缸套本体的热变形现象。
20.具体的,所述减摩擦涂层4设置在所述缸套本体1的内圆面,所述减摩擦层的材料为六方氮化硼陶瓷,即六方晶体结构的氮化硼所制陶瓷,所述减摩擦涂层4通过等离子低温生长技术制得,其对表面尺寸及粗糙度影响微小,但可显著降低表面摩擦系数,所述减摩擦层4的降低了缸套本体1的摩擦系数,提升了缸套本体孔的耐磨性和耐腐蚀性。
21.具体的,所述一种压入式组合涂层缸套的制作方法,包括以下步骤:s1:通过离心铸造缸套本体毛坯,再通过机加工及珩磨工艺制得缸套本体;s2:向外圆面通过金属丝喷涂加工得到厚度为0.35
±
0.1mm的外圆面导热涂层、隔热涂层,两涂层的孔隙率在5%以下,两涂层间的结合强度在20mpa以上;s3:对缸套的内圆进行珩磨加工,再通过等离子低温成长技术制得内圆面减摩擦涂层;s4:再对外圆表面进行磨削加工,使得外圆面两涂层厚度为
0.2
±
0.012mm。
22.对本实用新型和未设置减摩擦涂层的缸套内圆面进行多组重复硬度检测,所得数据如下表1:
23.表1
[0024][0025]
使用cks环与本实用新型和未设置减摩擦层的缸套样块进行多组重复快磨试验,试验条件为负荷100n,往复时间3h,所得磨损数据如下表2:
[0026]
表2
[0027][0028]
由上表1、2可知,本是实用新型的减摩擦层可以明显降低缸套本体1内圆面的磨损。
[0029]
将本实用新型进行相关综合试验,检测证明,普通无涂层缸套,产品磨损量最高降低了29.6%,燃油消耗量降低3%左右,活塞组件的机械损失降低20%以上,缸套热变形情况降低。
[0030]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0031]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1