一种海上风电塔筒短筒节法兰段及方法与流程
1.本发明涉及海上风电塔筒短筒节法兰段及方法,属于风电设备及焊接加工技术领域。
背景技术:
2.在进行钢制放电塔架的带法兰的筒节端生产制备时,当前主要是直接将利用钢板制备的空心圆柱筒节与连接法兰间通过焊接设备进行焊接制备得到,虽然可以满足生产加工及使用的需要,在生产及使用中发现,传统的带法兰的筒节结构在进行加工作业时,易因焊接作业时的高温而倒置法兰与筒节间的发生形变,从而导致加工精度及加工质量稳定性均相对较差,并易产生应力集中,从而影响了电塔架的带法兰的筒节的生产加工质量;同时传统的电塔架的带法兰的筒节在焊接作业时,焊缝结构单一,仅实现筒节与法兰端面间焊接,因此导致焊缝位置的机械强度相对较差,对外力冲击、扭矩灯影响抵御能力相对较差。
技术实现要素:
3.为了解决现有技术上的不足,本发明提供一种海上风电塔筒短筒节法兰段及使用方法,有效的克服了焊接作业时材料形变造成的加工精度降低的缺陷,从而达到提高风电塔筒短筒节法兰段生产制备的质量。
4.一种海上风电塔筒短筒节法兰段,包括筒节、连接法兰、导向套、调节柱,所述筒节和导向套均为轴向截面呈矩形的空心柱状结构,导向套后半部分嵌于筒节内,前半部位于筒节外,导向套外表面侧面与筒节内侧面间相抵并滑动连接,连接法兰位于筒节外,与筒节同轴分布并包覆在导向套外,且连接法兰前端面与导向套前端面平齐分布,连接法兰与筒节端面间设宽度不小于3毫米的焊接坡口,调节柱嵌于焊接坡口内,环绕筒节轴线均布2—4个调节柱,且调节柱与筒节轴线平行分布,其两端分别与筒节端面及连接法兰后端面相抵。
5.进一步的,所述的导向套嵌入筒节内的长度不大于筒节长度的30%,且导向套与筒节间另通过至少三个环绕筒节轴线均布的连接机构连接,且连接机构轴线与筒节轴线垂直分布并相交。
6.进一步的,所述的连接机构为螺栓、铆钉、销钉中的任意一种。
7.进一步的,所述的连接法兰、导向套间另通过至少连个连接键相互连接,连接法兰后端面与筒节间焊接连接。
8.进步一步的,所述强化龙骨包括承载托盘、导向柱、弹簧柱、承载弹簧、压力传感器、重力传感器、弹性铰链、导向滑槽、滑块、承载弹簧及接线端子,其中所述承载托盘为轴向截面呈“h”字形的圆形槽装结构,所述承载托盘与导向套间同轴分布,所述承载托盘上端面及下端面分别通过弹性铰链与至少三条环绕其轴线均布的导向柱铰接,所述导向柱前端面与弹簧柱连接并同轴分布,且弹簧柱另通过弹性铰链与滑块铰接,所述滑块通过导向滑槽与导向套内表面间滑动连接,所述导向滑槽与导向套轴线平行分布,其中承载托盘上端面及下端面导向柱对应的滑块分别位于导向滑槽两端面,且两滑块间另通过承载弹簧相互
连接,所述承载弹簧嵌于导向滑槽内并与导向滑槽轴线平行分布,所述重力传感器与承载托盘连接并同轴分布,所述导向柱与弹簧柱间连接位置设一个与其同轴分布的压力传感器,所述压力传感器、重力传感器均与接线端子电气连接,且接线端子嵌于导向套外表面。
9.一种海上风电塔筒短筒节法兰段的制作方法,包括如下步骤:s1,筒节预设,首先将待焊接作业的筒节放置在焊接设备上,并使筒节轴线与水平面平行分布,然后将导向套嵌入到筒节内,同时将连接法兰与导向套间连接,并调整连接法兰与待焊接筒节端面间间距,使得筒节与连接法兰间构成焊接坡口,最后将调节柱嵌入到焊接坡口内,并分别与筒节及连接法连连接,完成设备预设;s2,焊接作业,完成s1步骤后,驱动焊接设备在焊接坡口出对筒节、连接法兰、导向套同时进行焊接作业,并在焊接作业时,同步驱动焊接设备的焊接头与筒节间做环绕筒节轴线的匀速旋转焊接,直至完成全部焊接为止。
10.进一步的,所述的s2步骤中,在焊接作业时,同步向筒节内输入气态恒温冷却介质,且气态恒温冷却介质从筒节远离焊接作业面一端输入,从焊接作业面一端排出。
11.进一步的,所述的s2步骤中,焊接作业中焊接设备的焊接头与筒节间做环绕筒节轴线的匀速旋转焊接时,采用筒节、连接法兰处于静止装置,焊接设备的焊接头环绕筒节轴线旋转焊接、焊接设备的焊接头静置,筒节、连接法兰同步旋转焊接两种方式中的任意一种。
12.进一步的,所述的s2步骤焊接作业时,以其中一个调节柱为焊接起始端,然后环绕筒节在焊接坡口处进行焊接作业,在焊接作业时,调节柱采用嵌入焊接坡口内整体焊接作业及从焊接坡口中分离焊接作业两种方式中的任意一种。
13.进一步的,所述的s2步骤焊接作业时,采用调节柱从焊接坡口中分离焊接作业时,从起始端开始焊接作业后,在完成相邻两个调节柱间间距的至少80%后,将沿焊接作业方向上临近的调节柱从焊接坡口去除,并在焊接作业面环绕筒节轴线焊接中,最后去除起始点位置的调节柱,并实现焊缝闭合。
14.本发明可有效满足多种结构类型风电塔筒短筒节法兰段生产制备的需要,并一方面可有效的提高风电塔筒短筒节焊接作业面位置的结构强度;另一方面有效的提高了焊接作业焊缝质量,并有效的克服了焊接作业时材料形变造成的加工精度降低的缺陷,从而达到提高风电塔筒短筒节法兰段生产制备的质量。
附图说明
15.下面结合附图和具体实施方式来详细说明本发明;图1为本发明结构示意图;图2为本发明方法流程示意图。
具体实施方式
16.为使本发明实现的技术手段、创作特征、达成目的与功效易于施工,下面结合具体实施方式,进一步阐述本发明。
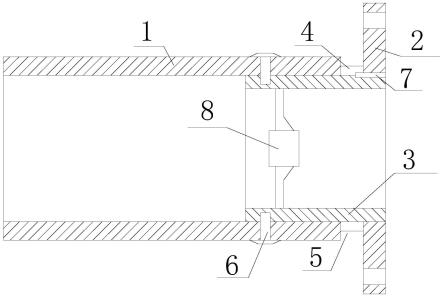
17.如图1所示,一种海上风电塔筒短筒节法兰段,包括筒节1、连接法兰2、导向套3、调节柱4,筒节1和导向套3均为轴向截面呈矩形的空心柱状结构,导向套3后半部分嵌于筒节1
内,前半部位于筒节1外,导向套3外表面侧面与筒节1内侧面间相抵并滑动连接,连接法兰2位于筒节1外,与筒节1同轴分布并包覆在导向套3外,且连接法兰2前端面与导向套3前端面平齐分布,连接法兰2与筒节1端面间设宽度不小于3毫米的焊接坡口5,调节柱4嵌于焊接坡口5内,环绕筒节1轴线均布2—4个调节柱4,且调节柱4与筒节1轴线平行分布,其两端分别与筒节1端面及连接法兰2后端面相抵。
18.本实施例中,所述的导向套3嵌入筒节1内的长度不大于筒节1长度的30%,且导向套3与筒节1间另通过至少三个环绕筒节轴线均布的连接机构6连接,且连接机构6轴线与筒节1轴线垂直分布并相交。
19.进一步优化的,所述的连接机构6为螺栓、铆钉、销钉中的任意一种。
20.同时,所述的连接法兰2、导向套3间另通过至少连个连接键7相互连接,连接法兰2后端面与筒节1间焊接连接。
21.进一步优化的,所述导向套3内设与导向套3同轴分布的至少一个轮辐状强化龙骨8。
22.特别说明的,所述强化龙骨8包括承载托盘81、导向柱82、弹簧柱83、承载弹簧84、压力传感器85、重力传感器86、弹性铰链87、导向滑槽88、滑块89、承载弹簧80及接线端子801,其中所述承载托盘81为轴向截面呈“h”字形的圆形槽装结构,所述承载托盘81与导向套3间同轴分布,所述承载托盘81上端面及下端面分别通过弹性铰链87与至少三条环绕其轴线均布的导向柱82铰接,所述导向柱82前端面与弹簧柱83连接并同轴分布,且弹簧柱83另通过弹性铰链87与滑块89铰接,所述滑块89通过导向滑槽88与导向套3内表面间滑动连接,所述导向滑槽88与导向套3轴线平行分布,其中承载托盘81上端面及下端面导向柱82对应的滑块89分别位于导向滑槽88两端面,且两滑块89间另通过承载弹簧84相互连接,所述承载弹簧84嵌于导向滑槽88内并与导向滑槽88轴线平行分布,所述重力传感器86与承载托盘81连接并同轴分布,所述导向柱82与弹簧柱83间连接位置设一个与其同轴分布的压力传感器85,所述压力传感器85、重力传感器86均与接线端子801电气连接,且接线端子801嵌于导向套3外表面。
23.当导向套发生倾斜时,可直接通过重力传感器对倾斜方向和角度进行检测,从而达到对导向套安装位置进行检测同时,另可实现对导向套结构发生形变时的形变量进行检测,同时在进行导向套形变量检测时,当导向套发生结构形变,在通过承载托盘、导向柱、弹簧柱对导向套进行支撑定位时,另可通过弹簧柱对导向套形变时产生的作用力进行弹性吸收,降低形变作用力对导向套整体结构造成的影响和破坏,同时弹簧柱因导向套形变发生拉伸或压缩形变时,可通过压力传感器对形变作用力进行检测;同时当导向套结构发生形变时,另可通过弹性铰链对导向柱、弹簧柱与导向套轴线夹角进行同步调整适应,避免因形变量过大而造成的强化龙骨结构受损,同时通过导向柱、弹簧柱位移,另由重力传感器对因导向柱、弹簧柱形变位移产生的倾斜量及倾斜方向进行检测,从而达到进一步检测导向套形变位置及形变量的目的。
24.如图2所示,一种海上风电塔筒短筒节法兰段的制作方法,包括如下步骤:s1,筒节预设,首先将待焊接作业的筒节放置在焊接设备上,并使筒节轴线与水平面平行分布,然后将导向套嵌入到筒节内,同时将连接法兰与导向套间连接,并调整连接法兰与待焊接筒节端面间间距,使得筒节与连接法兰间构成焊接坡口,最后将调节柱嵌入到
焊接坡口内,并分别与筒节及连接法连连接,完成设备预设;s2,焊接作业,完成s1步骤后,驱动焊接设备在焊接坡口出对筒节、连接法兰、导向套同时进行焊接作业,并在焊接作业时,同步驱动焊接设备的焊接头与筒节间做环绕筒节轴线的匀速旋转焊接,直至完成全部焊接为止。
25.本实施例中,所述的s2步骤中,在焊接作业时,同步向筒节内输入气态恒温冷却介质,且气态恒温冷却介质从筒节远离焊接作业面一端输入,从焊接作业面一端排出。
26.需要说明的,所述的s2步骤中,焊接作业中焊接设备的焊接头与筒节间做环绕筒节轴线的匀速旋转焊接时,采用筒节、连接法兰处于静止装置,焊接设备的焊接头环绕筒节轴线旋转焊接、焊接设备的焊接头静置,筒节、连接法兰同步旋转焊接两种方式中的任意一种。
27.同时,所述的s2步骤焊接作业时,以其中一个调节柱为焊接起始端,然后环绕筒节在焊接坡口处进行焊接作业,在焊接作业时,调节柱采用嵌入焊接坡口内整体焊接作业及从焊接坡口中分离焊接作业两种方式中的任意一种。
28.特别说明的,所述的s2步骤焊接作业时,采用调节柱从焊接坡口中分离焊接作业时,从起始端开始焊接作业后,在完成相邻两个调节柱间间距的至少80%后,将沿焊接作业方向上临近的调节柱从焊接坡口去除,并在焊接作业面环绕筒节轴线焊接中,最后去除起始点位置的调节柱,并实现焊缝闭合。
29.本发明在焊接作业时,通过导向套及位于导向套内的强化龙骨,可有效的辅助提高筒节的结构强度,提高对压力、扭矩的抵御能力;同时在焊接作业时,在保留了传统筒节与连接法兰端面这一个焊接作业面的同时,另增加了筒节、连接法兰与导向套间的焊接作业面,从而有效提高焊缝结构强度的目的。
30.同时,通过设置调节柱,可有效的提高筒节、连接法兰装配定位的精度,并在焊接作业时,有效防止金属材料高温形变而造成的焊接后工件加工质量差的缺陷,且在完成焊接后,调节柱依然保留在焊接坡口内时,另可辅助提高焊缝处筒节、连接法兰焊接结构强度。
31.本发明可有效满足多种结构类型风电塔筒短筒节法兰段生产制备的需要,并一方面可有效的提高风电塔筒短筒节焊接作业面位置的结构强度;另一方面有效的提高了焊接作业焊缝质量,并有效的克服了焊接作业时材料形变造成的加工精度降低的缺陷,从而达到提高风电塔筒短筒节法兰段生产制备的质量。
32.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1