一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构的制作方法
1.本实用新型属于风电叶片制作技术领域,更具体地说,特别涉及一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构。
背景技术:
2.风机在运行过程中,叶片内残留的物品如若掉落砸到轮毂上,会导致轮毂发生损伤进而影响风机正常运作。为避免上述问题出现,现有的风电叶片通常会采用在叶根位置安装叶根挡板的设计,以将叶片型腔和轮毂隔开。另外,为保证叶片在静止维修过程中的维修安全,叶根挡板处因做防滑处理,随着叶片长度的增长根圆直径叶随之变大,为方便现场操作,叶根应增加人孔。
3.基于上述,本发明人发现存在以下问题:现在的叶片制作的叶根挡板多为单人孔且不带防滑结构,或者防滑结构在后期使用油漆或二氧化硅的混合物,使特质毛混在人孔板表面制作凹凸点起到防滑作用。在后期叶片运转中这些防滑点与挡板附着力差,易存在掉落,失效等风险。
4.于是,有鉴于此,针对现有的结构或缺失予以研究改良,提供一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构,以期达到更具有更加实用价值性的目的。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构,以解决现在的叶片运转中防滑点与挡板附着力差,易存在掉落,失效等风险问题。
6.本实用新型兆瓦级风电叶片双人孔带防滑的叶根挡板结构的目的与功效,由以下具体技术手段所达成:
7.一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构,包括叶根挡板本体,所述叶根挡板本体的表面开设有一对圆形通孔,且所述圆形通孔的内径大小呈锥形孔的形式,所述叶根挡板本体沿边铺设有内蒙皮,所述内蒙皮的沿边铺设有外蒙皮,所述叶根挡板本体的沿边通过玻璃纤维进行包边处理并与内外蒙皮玻璃纤维进行搭接,且玻璃纤维铺设角度成45
°
夹角铺设,搭接的距离为50-70mm。
8.进一步的,所述内蒙皮与外蒙皮之间铺设有芯材。
9.进一步的,所述叶根挡板表面为粗糙面。
10.进一步的,所述叶根挡板本体的外壁设有涂漆涂层。
11.本实用新型还提供了一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构的制作流程如下:
12.步骤a、据人孔板孔直径设计出圆形的人孔钢模内圈,然后将2个人孔钢模内圈按照对应放置在打过地板蜡的带有凹点的人孔板制作模具上,并在人孔钢模内圈的外表面打上脱模剂或地板蜡;
13.步骤b、将人孔板模具凹点区域使用纤维碎屑填平;
14.步骤c、外表面蒙皮铺设;将预裁剪的玻璃纤维布铺设与模具表面,人孔钢膜内圈区域沿钢圈形状进行裁剪;
15.步骤d、将加工好的芯材(pvc/balsa)放置于外蒙皮表面;
16.步骤e、重复步骤c铺设内蒙皮,将内外蒙皮超出芯材、钢圈区域模玻纤修整平齐;
17.步骤f、人孔板外侧轮廓边缘使用玻纤将裸露的芯材进行包边处理并与内外蒙皮玻纤进行搭接;
18.步骤g、将铺好人孔板结构表面覆盖脱模布,带孔薄膜、导流网、螺旋管真空膜等辅材进行真空密封;
19.步骤h、真空密封好后使用真空泵对密封区域进行抽真空处理,是内腔成为负压状态;
20.步骤i、待抽真空保压测试结束后,使用环氧树脂进行灌注;
21.步骤k、灌注结束后开启人孔板模具加热系统,升温固化;
22.步骤l、固化结束后,脱模去除辅材并对外表面(带防滑点侧)进行喷砂处理制造粗糙面;
23.步骤m、清理干净表面粉尘,对表面进行涂漆防护。
24.与现有技术相比,本实用新型具有如下有益效果:
25.本实用新型中的叶根挡板结构,将防滑点与挡边一体成型,提高了叶根挡板的防滑质量。带双人孔结构,方便现场操作。挡板周边使用玻璃纤维布单独包裹工艺的免切割挡板,成型后外观规则圆滑,粘接牢固,稳定性好,强度高成型后无需打磨切割,相比现有技术工作效率高,产品质量好,提高挡板的整体刚性的同时提高了生产效率。
附图说明
26.图1是本实用新型一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构立体示意图。
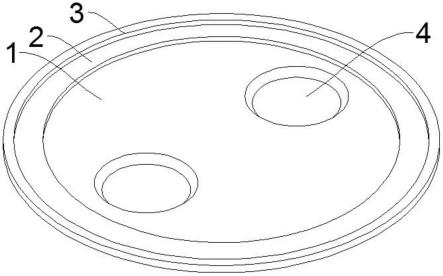
27.图2是本实用新型一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构平面示意图。
28.图3是本实用新型一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构横截面示意图。
29.图4是本实用新型一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构外蒙皮与叶根挡板本体构造图。
30.图5是本实用新型一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构内蒙皮与叶根挡板本体构造图。
31.图中,部件名称与附图编号的对应关系为:
32.1、叶根挡板本体;2、内蒙皮;3、外蒙皮;4、圆形通孔。
具体实施方式
33.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
34.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
35.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
36.实施例:
37.如附图1至附图5所示:本实用新型提供一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构,包括叶根挡板本体1,所述叶根挡板本体1的表面开设有一对圆形通孔4,且所述圆形通孔4的内径大小呈锥形孔的形式,所述叶根挡板本体1沿边铺设有内蒙皮2,所述内蒙皮2的沿边铺设有外蒙皮3,所述叶根挡板本体1的沿边通过玻璃纤维进行包边处理并与内外蒙皮玻璃纤维进行搭接,且玻璃纤维铺设角度成45
°
夹角铺设,搭接的距离为50-70mm。
38.其中,所述叶根挡板本体1内蒙皮与外蒙皮之间铺设有芯材。
39.其中,所述叶根挡板本体1表面为粗糙面。
40.其中,所述叶根挡板本体1的外壁设有涂漆涂层。
41.本实用新型还提供了一种兆瓦级风电叶片双人孔带防滑的叶根挡板结构的制作流程如下:
42.步骤a、据人孔板孔直径设计出圆形的人孔钢模内圈,然后将2个人孔钢模内圈按照对应放置在打过地板蜡的带有凹点的人孔板制作模具上,并在人孔钢模内圈的外表面打上脱模剂或地板蜡;
43.步骤b、将人孔板模具凹点区域使用纤维碎屑填平;
44.步骤c、外表面蒙皮铺设;将预裁剪的玻璃纤维布铺设与模具表面,人孔钢膜内圈区域沿钢圈形状进行裁剪;
45.步骤d、将加工好的芯材(pvc/balsa)放置于外蒙皮表面;
46.步骤e、重复步骤c铺设内蒙皮,将内外蒙皮超出芯材、钢圈区域模玻纤修整平齐;
47.步骤f、人孔板外侧轮廓边缘使用玻纤将裸露的芯材进行包边处理并与内外蒙皮玻纤进行搭接;
48.步骤g、将铺好人孔板结构表面覆盖脱模布,带孔薄膜、导流网、螺旋管真空膜等辅材进行真空密封;
49.步骤h、真空密封好后使用真空泵对密封区域进行抽真空处理,是内腔成为负压状态;
50.步骤i、待抽真空保压测试结束后,使用环氧树脂进行灌注;
51.步骤k、灌注结束后开启人孔板模具加热系统,升温固化;
52.步骤l、固化结束后,脱模去除辅材并对外表面(带防滑点侧)进行喷砂处理制造粗糙面;
53.步骤m、清理干净表面粉尘,对表面进行涂漆防护。
54.本实施例的具体使用方式与作用:
55.本实用新型中,在制作该种叶根挡板结构之前,先准备好待制作的原材,根据人孔板孔直径设计出圆形的人孔钢模内圈,然后将2个人孔钢模内圈按照对应放置在打过地板蜡的带有凹点的人孔板制作模具上,并在人孔钢模内圈的外表面打上脱模剂或地板蜡,将人孔板模具凹点区域使用纤维碎屑填平,将外蒙皮3铺设在模具外侧,将预裁剪的玻璃纤维布铺设与模具表面,人孔钢膜内圈区域沿钢圈形状进行裁剪,将pvc或者balsa芯材放置在外蒙平3的表面,再次重复上述步骤将内蒙皮2进行包裹,并将钢圈区域模玻纤修整平齐处理,人孔板外侧轮廓边缘使用玻璃纤维布将裸露的芯材进行包边处理并与内外蒙皮玻璃纤维布进行搭接,搭接完成后将铺好人孔板结构表面覆盖脱模布,带孔薄膜、导流网、螺旋管真空膜等辅材进行真空密封,真空密封好后使用真空泵对密封区域进行抽真空处理,是内腔成为负压状态,待抽真空保压测试结束后,使用环氧树脂进行灌注,灌注结束后开启人孔板模具加热系统,升温固化,固化结束后,脱模去除辅材并对外表面(带防滑点侧)进行喷砂处理制造粗糙面,并对表面进行涂漆防护。
56.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1