混合管组件的制作方法
1.本实用新型涉及一种混合管组件,属于发动机尾气后处理技术领域。
背景技术:
2.相关技术中的尾气后处理封装通常包括混合管组件,所述混合管组件包括内管以及外管,其中如何将所述内管固定在所述外管中,以提高结构可靠性是所属技术领域的技术人员需要解决的技术问题。
技术实现要素:
3.本实用新型的目的在于提供一种结构可靠性较高的混合管组件。
4.为实现上述目的,本实用新型采用如下技术方案:一种混合管组件,其包括内管、套接在所述内管上的外管以及位于所述内管和所述外管之间的环形空间,所述内管包括开孔部、位于所述开孔部的一侧的旋流部以及位于所述开孔部的另一侧的若干安装爪,所述旋流部设有与所述环形空间相连通的若干旋流片,所述安装爪固定于所述外管的内侧面;所述混合管组件还包括将所述内管固定于所述外管中的第一支撑环以及第二支撑环,其中所述第一支撑环以及所述第二支撑环沿所述混合管组件的轴向间隔布置。
5.作为本实用新型进一步改进的技术方案,所述安装爪自所述开孔部向远离所述旋流片的方向一体延伸而成,所述安装爪焊接固定于所述外管的内表面。
6.作为本实用新型进一步改进的技术方案,所述开孔部包括第一端面,所述安装爪延伸凸出所述第一端面,所述开孔部还包括自所述第一端面向远离所述安装爪的方向凹陷形成的若干第一卸荷槽以及若干第二卸荷槽,其中在所述内管的周向上,每一个安装爪的根部两侧均设有一个所述第一卸荷槽和一个所述第二卸荷槽。
7.作为本实用新型进一步改进的技术方案,所述外管设有贯穿其管壁的若干第一塞焊孔,所述第一塞焊孔呈腰形,所述安装爪对应于所述第一塞焊孔以便于从外部进行焊接。
8.作为本实用新型进一步改进的技术方案,所述第一支撑环包括沿所述轴向延伸的若干支撑脚,所述支撑脚焊接固定于所述外管的内表面。
9.作为本实用新型进一步改进的技术方案,所述外管设有贯穿其管壁的若干第二塞焊孔,所述第二塞焊孔呈腰形,所述支撑脚对应于所述第二塞焊孔以便于从外部进行焊接。
10.作为本实用新型进一步改进的技术方案,所述第二支撑环包括沿所述轴向延伸的支撑凸缘,所述支撑凸缘焊接固定于所述外管的内表面。
11.作为本实用新型进一步改进的技术方案,所述外管设有贯穿其管壁的若干第三塞焊孔,所述第三塞焊孔呈腰形,所述支撑凸缘暴露于所述第三塞焊孔,以便于从外部对所述支撑凸缘进行焊接。
12.作为本实用新型进一步改进的技术方案,所述开孔部包括第一开孔部以及第二开孔部,其中所述第一支撑环沿所述轴向位于所述第一开孔部以及所述第二开孔部之间,所述第二支撑环沿所述轴向位于所述旋流部以及所述第一开孔部之间,所述第一开孔部设有
若干圆孔,所述第二开孔部设有若干长条孔。
13.作为本实用新型进一步改进的技术方案,所述若干支撑脚沿所述第一支撑环的周向均匀分布,所述若干安装爪沿所述内管的周向均匀分布。
14.相较于现有技术,本实用新型通过设置安装爪、第一支撑环以及第二支撑环能够较好将所述内管固定于所述外管中,从而提高了结构强度,解决了热疲劳开裂以及结构共振的问题。
附图说明
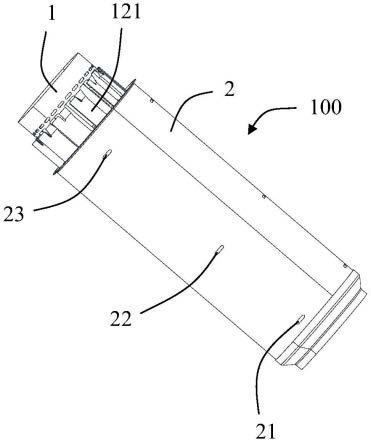
15.图1是本实用新型混合管组件的立体示意图。
16.图2是图1部分立体分解图。
17.图3是图2进一步的立体分解图。
18.图4是图1的主视图。
19.图5是图1的左视图。
20.图6是图3中内管的主视图。
具体实施方式
21.下面将结合附图详细地对本实用新型的具体实施方式进行描述,其中如果存在若干具体实施方式,在不冲突的情况下,这些实施方式中的特征可以相互组合。当描述涉及附图时,除非另有说明,不同附图中相同的数字或者符号表示相同或相似的要素。以下示例性具体实施方式中所描述的内容并不代表本实用新型的所有实施方式,相反,它们仅是与本实用新型的权利要求书中所记载的、与本实用新型相一致的产品的例子。
22.在本实用新型中使用的术语是仅仅出于描述具体实施方式的目的,而非旨在限制本实用新型的保护范围。应当理解,本实用新型的说明书以及权利要求书中所使用的,例如“第一”、“第二”以及类似的词语,并不表示任何顺序、数量或者重要性,而只是用来区分特征的命名。
23.请参照图1至图6所示,本实用新型揭示了一种混合管组件100,其用于尾气后处理装置中,以提高尾气与尿素颗粒的混合效果。所述混合管组件100包括内管1、套接在所述内管1上的外管2、位于所述内管1和所述外管2之间的环形空间3、第一支撑环4以及第二支撑环5。所述第一支撑环4以及所述第二支撑环5用以将所述内管1固定于所述外管2中。所述第一支撑环4以及所述第二支撑环5沿所述混合管组件100的轴向间隔布置,以对所述内管1提供更好的支撑。
24.所述内管1包括开孔部11、位于所述开孔部11的一侧的旋流部12以及位于所述开孔部11的另一侧的若干安装爪13。在本实用新型图示的实施方式中,所述开孔部11包括第一开孔部111以及第二开孔部112,其中所述第一支撑环4沿所述轴向位于所述第一开孔部111以及所述第二开孔112部之间,所述第二支撑环5沿所述轴向位于所述旋流部12以及所述第一开孔部111之间,所述第一开孔部111设有若干圆孔1111,所述第二开孔部112设有若干长条孔1121。
25.所述旋流部12设有与所述环形空间3相连通的若干旋流片121,以对所述尾气形成旋流。
26.所述安装爪13固定于所述外管2的内侧面。在本实用新型图示的实施方式中,所述安装爪13自所述开孔部11向远离所述旋流片121的方向一体延伸而成,所述安装爪13焊接固定于所述外管2的内表面。所述开孔部11包括第一端面110,所述安装爪13延伸凸出所述第一端面110,所述开孔部11还包括自所述第一端面110向远离所述安装爪13的方向凹陷形成的若干第一卸荷槽1101以及若干第二卸荷槽1102,其中在所述内管1的周向上,每一个安装爪13的根部两侧均设有一个所述第一卸荷槽1101和一个所述第二卸荷槽1102。如此设置,降低了所述安装爪13的轴向连接刚度,有利于借助所述第一卸荷槽1101以及所述第二卸荷槽1102降低所述安装爪13的热应力。优选地,所述若干安装爪13沿所述内管1的周向均匀分布。
27.所述第一支撑环4包括沿所述轴向延伸的若干支撑脚41,所述支撑脚41焊接固定于所述外管2的内表面。优选地,所述若干支撑脚41沿所述第一支撑环4的周向均匀分布。通过设置所述支撑脚41增大了所述内管1的侧向支撑刚度,提高了模态频率,降低了共振风险。
28.所述第二支撑环5包括沿所述轴向延伸的支撑凸缘51,所述支撑凸缘51焊接固定于所述外管2的内表面。
29.具体地,所述外管2设有贯穿其管壁的若干第一塞焊孔21、贯穿其管壁的若干第二塞焊孔22以及贯穿其管壁的若干第三塞焊孔23。所述第一塞焊孔21、所述第二塞焊孔22以及所述第三塞焊孔23均呈腰形。其中所述安装爪13对应于所述第一塞焊孔21以便于从外部对所述安装爪13进行焊接;所述支撑脚41对应于所述第二塞焊孔22以便于从外部对所述支撑脚41进行焊接;所述支撑凸缘51暴露于所述第三塞焊孔23,以便于从外部对所述支撑凸缘23进行焊接。本实用新型通过设置腰形的所述第一塞焊孔21、所述第二塞焊孔22以及所述第三塞焊孔23,有利于增加塞焊面积,减小焊接处的应力。
30.相较于现有技术,本实用新型通过设置安装爪13、第一支撑环4以及第二支撑环5能够较好将所述内管1固定于所述外管2中,从而提高了结构强度,解决了热疲劳开裂以及结构共振的问题。
31.以上实施例仅用于说明本实用新型而并非限制本实用新型所描述的技术方案,对本说明书的理解应该以所属技术领域的技术人员为基础,尽管本说明书参照上述的实施例对本实用新型已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本实用新型进行修改或者等同替换,而一切不脱离本实用新型的精神和范围的技术方案及其改进,均应涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1