电气馈通装置及其制造方法与流程
本发明涉及一种用于使可电加热的蜂窝体的加热导体触点接通的电气馈通装置,该电气馈通装置具有可导电的销、电绝缘的绝缘层以及至少部分地接纳绝缘层和销的套筒,其中,销布置在中心并且至少局部地沿周向方向被绝缘层完全环绕地包围。本发明还涉及一种用于制造电气馈通装置的方法。
背景技术:
1、当今为了加热在内燃机下游的排气段中的排气或在排气段中流动的排气常常使用电加热元件。在此,目的是更快地达到临界温度,自该临界温度起可以对在排气中携带的有害物质进行有效转化。这是必要的,因为安装在排气段中的催化净化器的用于排气后处理的催化活性表面只有自最低温度、所谓的起燃温度起才能使相应的有害物质进行充分转化。
2、在现有技术中的已知的解决方案包括所谓的加热催化净化器,其具有与电源连接的金属结构或金属涂覆的陶瓷结构,其可以在利用欧姆电阻的情况下被加热。
3、为了与可加热结构电接触,必须在至少一个部位上将电导体引入穿过排气段的壳体或布置在排气段中的催化净化器的壳体。在此必须确保,馈通装置是气密的,此外在壳体和电导体之间提供电绝缘,并且保证充分的耐用性。电导体通常由坚固的实心材料、例如金属销形成。
4、de 10 2012 110 098 b4公开了一种用于制造电气馈通装置的方法,该电气馈通装置用来为机动车中的电排气加热部供电。馈通装置具有外管,其内腔被电导体穿过。电导体在外管的端面中的至少一个端面上突出超过外管。电导体在外管的内腔中被绝缘材料包围。馈通装置在此通过切割被压实的棒料而形成,其中,通过切削方法相应去除充当外管的部段的区域和充当绝缘材料的部段的区域,以便形成期望长度的电气馈通装置,该长度使得电导体以期望的超出部超过外管。
5、在现有技术中已知的用于制造电气馈通装置的方法的缺点特别在于,所使用的被压实的棒料非常昂贵,因为它具有多层结构。此外,由于切削加工来释放电导体并切割电气馈通装置导致大约三分之二的棒料的大部分未使用地被切削加工破坏并因此被浪费。因此,制造过程特别费事且成本高昂。
技术实现思路
1、因此本发明的目的是,实现一种用于使可电加热的蜂窝体触点接通的电气馈通装置,与现有技术中已知的解决方案相比,其制造更加简单且成本更低。此外,本发明的目的还在于,实现一种用于制造电气馈通装置的方法。
2、在所述电气馈通装置方面,该目的通过具有权利要求1的特征的电气馈通装置来实现。
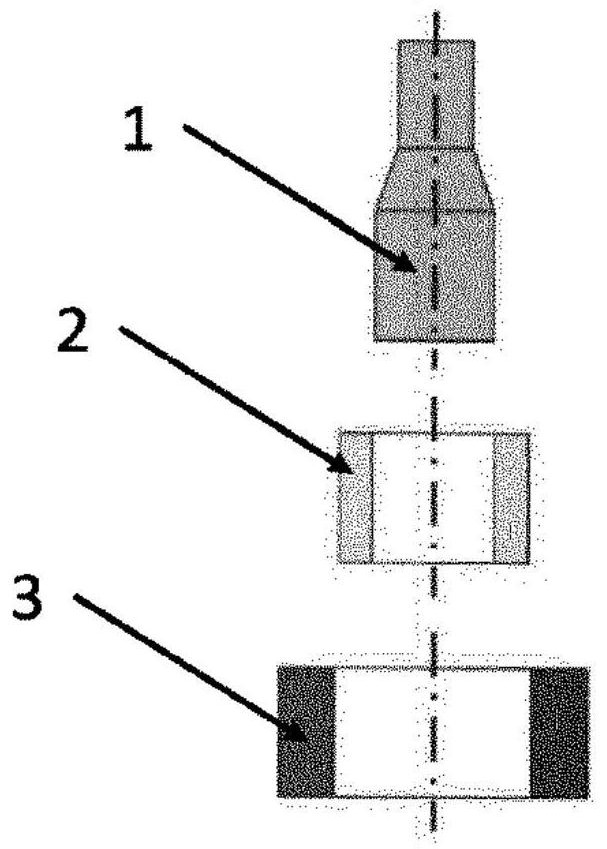
3、本发明的一个实施例涉及一种用于使可电加热的蜂窝体的加热导体触点接通的电气馈通装置,该电气馈通装置具有可导电的销、电绝缘的绝缘层以及至少部分地接纳绝缘层和销的套筒,其中,销布置在中心并且至少局部地沿周向方向被绝缘层完全环绕地包围,其中,这三个元件借助形锁合连接和/或力锁合连接以不能无损地分离的方式彼此连接。
4、电气馈通装置由下述的三个独立元件组成:销、绝缘层和套筒。根据本发明,各构件布置如下。代表载流元件/导电元件的销布置在中心。绝缘层沿周向方向完全包围销并且沿轴向方向至少沿着销的部分区段延伸。套筒在外部沿径向跟随在绝缘层之后,套筒用作整个电气馈通装置在催化净化器的壳体或者套管上的紧固元件。
5、套筒通过绝缘层相对于销完全电绝缘,从而防止在销与套筒或与套筒连接的壳体之间的电短路。
6、根据本发明,上述三个构件借助形锁合连接和/或力锁合连接彼此连接。原则上,这意味着在组装之后将力施加到各个或多个构件上,这导致至少部分地塑性变形,从而在构件之间产生力锁合连接。根据构件的设计方案,由此也可以产生形锁合连接。
7、这是特别有利的,因为所有三个构件都可以彼此独立地制造并且因此可以特别低成本地制造。因此,销可以简单地从实心材料上被切割。套筒也同样可以从空心圆柱形材料、例如管上被切割。优选由氧化物陶瓷形成的绝缘层可以通过适当的方法、例如烧结容易地制造。
8、特别有利的是,通过施加到套筒的外表面上的径向的和/或轴向的力在套筒、绝缘层和销之间产生形锁合连接和/或力锁合连接。
9、将力分量、例如径向向内指向的压力施加到径向外表面上引起套筒沿径向方向被挤压。因此,如果变形超过弹性分量并且导致至少部分塑性变形,则在套筒与绝缘层之间产生预紧力,这引起在套筒与绝缘层之间的永久力锁合连接。如果径向向内指向的力足够大,则在绝缘层与销之间由此也能产生预紧力。例如,可以使用挤压工具通过径向和/或轴向挤压套筒来施加力分量。
10、还有利的是,通过施加到绝缘层上的轴向的和/或径向的力在绝缘层与套筒之间和/或在绝缘层与销之间产生形锁合连接和/或力锁合连接。
11、优选地,可以将轴向力分量施加到绝缘层上。因此,绝缘层受到轴向挤压,由此导致沿径向方向变宽,由此最终在绝缘层和销或套筒之间产生预紧力。
12、如果绝缘层沿轴向方向突出超过套筒,则也可以以简单的方式在绝缘层上施加径向力,例如以便产生朝向销的预紧力。
13、一个优选的实施例的特征在于,通过从内部作用到销上的轴向的和/或径向的力在销与绝缘层之间和/或在绝缘层与套筒之间产生形锁合连接和/或力锁合连接。
14、通过施加到套筒和/或绝缘层上的轴向的或径向的力大致可以产生挤压,由此可以产生向内指向电气馈通装置中心的预紧力。
15、优选地,布置在中心的销可以通过径向向外指向的力分量扩大,由此产生径向向外指向的预紧力。为此,销优选可以具有开口、例如轴向孔,扩撑工具可以被插入该开口中,以便通过力作用来扩大销。替代地,销可以被加载大的内部压力、例如气动压力或液压压力。
16、重要的是,销由于起作用的力分量而发生永久的、即塑性的变形,变形尺寸足够大,从而在绝缘层和套筒上的由此产生的预紧力足以使电气馈通装置经久耐用。
17、还优选的是,销具有用于接纳成形件的轴向的缺口。
18、可以将匹配的成形件插入或压入缺口、例如锥形渐缩的孔中,由此同样也可以在销上以及必要时在绝缘层和套筒上产生径向向外指向的力分量。
19、成形件优选设计成使得其与缺口相比具有一定的过盈,并因此通过成形件的压入而实现销的扩大,由此实现在绝缘层和套筒上的预紧力。
20、此外有利的是,绝缘层和/或套筒和/或销具有相互间凹进地或凸出地成形的接触面,绝缘层和/或套筒和/或销通过该接触面彼此接触。
21、有利的是,除了通过使得各个构件扩大或挤压而实现的力锁合连接之外,还产生了形锁合连接。因此,构件的连接可以持久耐用,并且支持了力锁合连接。例如,销在其面向绝缘层的接触面上可以具有沿周向方向延伸的楔形凹槽。绝缘层可以具有屋顶状的楔形接触面,由此实现绝缘层被锁定在销中。同样地,在绝缘层与套筒之间也可以形成这种形锁合连接。
22、替代地,在构件之间的接触面可以具有条纹或沟槽或者具有以其他方式彼此对应的凹部和凸部。优选地,相应地存在一定的过盈,使得在组装好的状态中在构件之间存在预紧力。
23、此外有利的是,在销与绝缘层之间的和/或在绝缘层与套筒之间的接触面具有使表面增大的元件。使表面增大的元件特别是凸起、条纹、凹槽、隆起,但也包括专门引入的粗糙部。
24、在所述方法方面,该目的通过具有权利要求1的特征的方法来实现。
25、本发明的一个实施例涉及一种用于制造电气馈通装置的方法,其中,在组装之后将力分量施加到构件系列中的至少一个构件上,所述至少一个构件为套筒、销或绝缘层,该力分量至少使得被施加力分量的所述至少一个构件产生永久塑性变形。
26、通过在组装之后施加力分量,使得各个构件原则上易于组装,因为能以尺寸充足的方式实现在构件之间的配合,因为在构件之间的保持并非强制性地通过构件产生。只有通过施加力分量,最终才会产生单个或所有构件的永久塑性变形,从而在构件之间形成持久的连接。
27、还有利的是,在位于销中的缺口中产生内部压力,由此销沿径向方向扩张,并且即使在过压降低之后,外直径也永久地增大。
28、通过在位于销中的缺口中产生内部压力,销可以扩大,由此在绝缘层和/或套筒上形成预紧力。优选地,内部压力以液压或气动的方式产生。
29、替代地,也可以将未保留在销中的成形件压入缺口中,从而使销扩大并产生朝向绝缘层的必要的预紧力。在销已经塑性变形之后,可以再次移除相应的成形件、例如压力机的冲头。
30、此外有利的是,将成形件压入销的缺口中,其中,销沿径向方向扩大,在绝缘层和/或套筒上产生预紧力。
31、在所述方法的一个替代的设计方案中,成形件也可以保留在销中,从而提高销的稳定性并确保维持所产生的预紧力。
32、还有利的是,对套筒和/或销和/或绝缘层进行热力学的预处理,以便产生相应构件的直径的暂时增大或减小,其中,在产生暂时增大或减小之后将构件接合在一起,然后对接合在一起的构件进行加热或冷却,从而在套筒、绝缘层和销之间产生挤压。
33、通过热力学的预处理,例如进行快速/强冷却或快速/强加热,可以实现各个构件的收缩或扩大。通过在构件被加热的情况下进行的随后的冷却会导致收缩,与插入的构件相比,这会导致预紧力。在相反的情况下,通过冷却导致收缩并且通过随后的加热导致扩张,由此与其他构件相比,这同样导致预紧力。
34、插入某物中的构件、例如绝缘层中的销优选通过冷却而收缩。插入某物中的构件、例如套筒中的绝缘层被加热并因此扩大。对于电气馈通装置的不同构件可以设置这两种方法的组合。
35、本发明的有利的改进方案在从属权利要求中并且在下面的附图说明中进行描述。
- 还没有人留言评论。精彩留言会获得点赞!