带凹凸包的间接中冷器底板的制作方法
本技术涉及中冷器加工,尤其涉及一种带凹凸包的间接中冷器底板。
背景技术:
1、涡轮增压汽车和机械增压汽车上都会使用中冷器,作为发送器和增压器之间的零部件,能够对经过增压的空气进行降温。
2、中冷器通常为三明治结构,底板和盖板为矩形,底板和盖板之间焊接有扁管,扁管两端还设置有主片,两侧有侧板,主片、底板和盖板、侧板构成中冷器的主体外立面,但是在组装中冷器之前,底板需要从加工厂统一运输至装配区,从加工厂运来时相同规格的底板重叠放置在一起,底板上残留的冲压油会使底板黏合在一起,通过人工较难分离,降低中冷器的组装效率,另外如果底板两侧都为普通平面,在组装中冷器时由于工人区分不清,极易出现装反的现象,这就可能导致返工拆卸后重新装配,降低了生产效率,如果中冷器已经装配并且焊接完成,此时发现底板位置安装错误,就会导致中冷器直接报废,增加生产成本。
技术实现思路
1、本实用新型的目的在于提供一种带凹凸包的间接中冷器底板,解决现有技术下安装中冷器底板错误率较高,降低安装效率的问题。
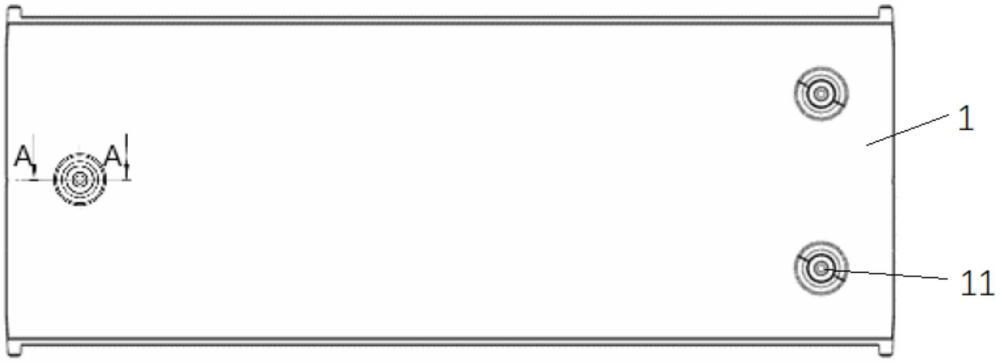
2、为达此目的,本实用新型采用以下技术方案:本实用新型提供一种带凹凸包的间接中冷器底板,包括底板主体,所述底板主体上形成有凸起部,所述凸起部截面呈m型,所述凸起部包括凹陷端和隆起端,所述隆起端呈环形,所述凹陷端设置在所述隆起端圆心处,所述底板主体上设置有三组凸起部,所述凸起部呈三角形分布,沿所述底板主体长度方向,一端设置有一组凸起部,另一端设置有两组凸起部,所述隆起端用于设置在中冷器外侧。
3、作为优选地,所述底板主体冲压一体成型。
4、作为优选地,所述底板主体平面度小于0.1。
5、作为优选地,所述隆起端顶点距离底板主体所在平面间距大于3mm。
6、作为优选地,所述底板主体远离所述隆起端凸起的面为第一焊接面,所述第一焊接面用于与扁管焊接。
7、作为优选地,所述凹陷端远离所述隆起端凸起的面为第二焊接面,所述第二焊接面用于与扁管焊接。
8、作为优选地,所述隆起端的外径大于3.5mm。
9、有益效果:由于在底板主体上设置有凸起部,所以每个底板主体的凹陷端都会嵌入下侧另一组底板主体的隆起端圆心内,也就是下层底板主体的凹陷端在上侧形成的槽内,由于上侧的凹陷端直径大于槽的直径,所以相邻两组底板主体在叠加从加工厂运输来的时间就会形成间隙,便于工人拿取,提升工作效率,同时装配式可以通过观察凸起部的形状,直接判断底板主体平面的朝向是否准确,发现装反可以立刻重新安装,同时凸起部在底板主体的长度方向上呈非对称分布,便于底板主体的左右两端,避免在安装时颠倒,降低安装失误的概率,提升安装效率。
技术特征:
1.一种带凹凸包的间接中冷器底板,其特征在于,包括底板主体(1),所述底板主体(1)上形成有凸起部(11),所述凸起部(11)截面呈m型,所述凸起部(11)包括凹陷端(111)和隆起端(112),所述隆起端(112)呈环形,所述凹陷端(111)设置在所述隆起端(112)圆心处,所述底板主体(1)上设置有三组凸起部(11),所述凸起部(11)呈三角形分布,沿所述底板主体(1)长度方向,一端设置有一组凸起部(11),另一端设置有两组凸起部(11),所述隆起端(112)用于设置在中冷器外侧。
2.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述底板主体(1)冲压一体成型。
3.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述底板主体(1)平面度小于0.1。
4.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述隆起端(112)顶点距离底板主体(1)所在平面间距大于3mm。
5.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述底板主体(1)远离所述隆起端(112)凸起的面为第一焊接面(12),所述第一焊接面(12)用于与扁管焊接。
6.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述凹陷端(111)远离所述隆起端(112)凸起的面为第二焊接面(13),所述第二焊接面(13)用于与扁管焊接。
7.根据权利要求1所述的带凹凸包的间接中冷器底板,其特征在于,所述隆起端(112)的外径大于3.5mm。
技术总结
本技术属于中冷器加工技术领域,公开了一种带凹凸包的间接中冷器底板。其中包括底板主体,底板主体上形成有凸起部,凸起部截面呈M型,凸起部包括凹陷端和隆起端,隆起端呈环形,凹陷端设置在隆起端圆心处,底板主体上设置有三组凸起部,凸起部呈三角形分布,沿底板主体长度方向,一端设置有一组凸起部,另一端设置有两组凸起部,隆起端用于设置在中冷器外侧;解决现有技术下安装中冷器底板错误率较高,降低安装效率的问题。
技术研发人员:陈翠云,刘崎伟
受保护的技术使用者:上海马勒热系统有限公司
技术研发日:20230830
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!