一种铝电解槽高温阳极气体的集收装置与集收方法与流程
本发明属于节能减排,特别涉及一种铝电解槽高温阳极气体的集收装置与集收方法。
背景技术:
1、铝是冰晶石-氧化铝熔盐电解方法生产的,在铝电解生产过程中,阴极生成铝、阳极生成co2,部分阳极气体co2又与冰晶石电解质中溶解的部分铝发生反应生成co。因此,铝电解槽中产生的阳极气体是co2和co的混合气体,其中co2气体占比80%-90%,co气体占比10-20%,电解过程中每电解生产1吨金属铝产生的阳极气体约在1.26吨左右,在铝电解槽的阳极气体中,还存在着少量的cf4和c2f6这种高度的温室效应气体化合物。
2、仅一个年产100万吨的电解铝厂而言,每年排放的阳极气体在120万吨左右,因此,从环保角度考虑将电解铝厂产生的阳极气体集收起来并加以处理就变得非常有必要,目前随着科技的发展,人们已经开始寻找处理co2气体的方法,比如用co2合成制造淀粉和甲醇的方法等。
3、在电解过程中,电解质温度在940-960℃之间,因此从电解槽中逸出的阳极气体温度也应在940-960℃之间,其从电解槽中带走的热量折合成吨铝电耗在500kwh/t-al左右,而阳气体中的co燃烧的热值折合成吨铝能耗在600kwh/t-al左右,二者之和约在1100kwh/t-al左右,从节能角度也具有非常大的热回收价值。
4、从电解槽的工艺操作上看,铝电解槽的阳极气体大都是从打壳下料的火眼中喷出的,铝电解槽打壳下料锤头直径一般在φ90~150mm左右。下料前,打壳锤头从上向下运动,将打壳下料口的电解质结壳和覆盖的氧化铝粉打下去,然后在这个孔的上面再撒上2kg左右的氧化铝粉。在这个过程中也有阳极气体喷出,并带走一些氧化铝粉造成氧化铝消耗增加。另一方面由于阳极气体的逸出迂到了上表面氧化铝粉的阻碍,也使阳极气体逸出困难。因此,总有一些阳极气体从下料口以外的地方逸出,这也是造成电解槽电解质表面空腔内阳极气体有一定程度的正压力。并使阳极气体在电解质熔体中停留的时间较长,增加铝的损失,使电流效率降低。
5、专利cn114855223a公布一种收集铝电解槽高温阳极气体的方法,该方法是基于在打壳下料锤头下,即在打壳下料点火眼上设置一个集气罩将阳极气体集收。该方法的缺点是:1.集收的阳极气体含有大量的氧化铝粉尘;2.氧化铝下料管容易堵塞;3.打壳锤头处于930-950℃的高温下工作寿命短;4.不容易拆解,维修困难。
技术实现思路
1、本发明的目的在于提供一种铝电解槽高温阳极气体的集收装置与集收方法,通过本发明集收装置及方法收集的阳极气体中没有氧化铝粉尘;其最大的特点是阳极气体集收装置与打壳下料装置分开,打壳下料不对阳极气体的集收产生影响,集收的阳极气体压力稳定、集收效率高;并且筒体、内钢制套筒和外钢制套筒整体易拆解,维修简单。
2、为了实现上述目的,本发明采用如下技术方案:
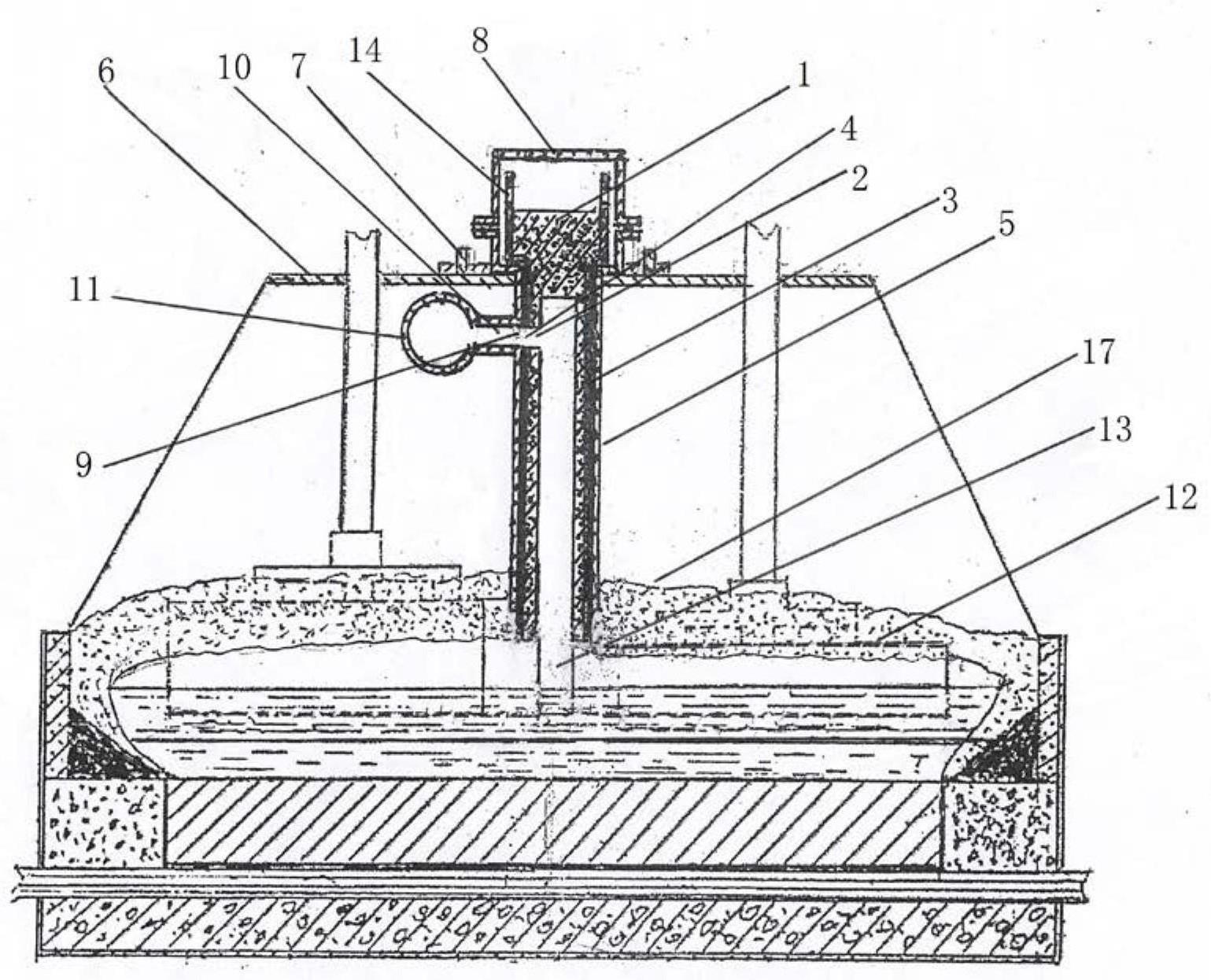
3、一种铝电解槽高温阳极气体的集收装置,包括筒体及外钢制套筒,所述外钢制套筒下部较细部分穿过电解槽水平槽罩上的孔,且外钢制套筒上部较粗部分座落在电解槽水平槽罩上并与水平槽罩电绝缘,并通过其上部较粗部分底边上的法兰及螺柱固定安装于电解槽水平槽罩上,外钢制套筒上口设置为带有法兰结构的上口与一个直径和外钢制套筒的上部分直径相同的且带有法兰的钢制帽借助真空垫圈进行密封连接,钢制帽的底面位于内钢制套筒上部的吊孔之下,使其不影响耐火材料筒体与内钢制套筒组合体的安装与吊出,外钢制套筒内设置有内钢制套筒,且内钢制套筒与外钢制套筒形状相同,内钢制套筒内设置有筒体,筒体外壁形状与内钢制套筒形状相同,在筒体下部较细部分靠近上部较粗部分一端开设有筒体孔,内钢制套筒和外钢制套筒下部较细部分分别开设有内钢制套筒孔和外钢制套筒孔,且内置钢制套筒孔和外置钢制套筒孔与筒体孔同心同轴,所述外钢制套筒孔处焊有钢制短管,钢制短管与设置于水平槽罩下的电解槽槽内集气管连接,且电解槽槽内集气管与电解槽纵面方向一致,每台电解槽槽内集气管与烟道端侧槽外的总集气管相连接,所述筒体、内钢制套筒、外钢制套筒、钢制短管、电解槽槽内集气管、电解槽槽外集气管组合在一起,构成铝电解槽阳极气体的集收装置,此集收装置的外钢制套筒、内钢制套筒及筒体的组合体垂直地安放在电解槽纵向方向两排电解槽阳极中缝上的两个打壳下料器中间的位置上,在该位置上其周围有4缺角阳极,4个缺角阳极形成为一个空间为四面体的井式空间,在电解槽纵向方向两排电解槽阳极中缝间距为50-150mm。
4、所述筒体由下部为管状且开口向下、上部为实心的结构组成,且上部直径大于下部直径,筒体由氮化硅或氮化硅结合碳化硅材料制成。
5、所述外钢制套筒的下部较细部分内径与内钢制套筒下部较细部分外径之间留有1-6mm间隙,且外钢制套筒的上部较粗部分内径大于内钢制套筒上部较粗部分的外径。
6、为了使集收的阳极气体中的co气体在进入到电解槽槽内集气管之前被燃烧,也可将集收装置的外钢制套筒的底端移到电解槽氧化铝粉覆盖料之上,距离氧化铝粉覆盖料50-100mm处;并使钢制短管之下的外钢制套筒与内钢制套筒之间的间隙在3-6mm之间,使阳极气体在钢制短管内充分燃烧。
7、所述内钢制套筒上部较粗部分的高度高于筒体上部较粗部分的高度,其高出部分的内钢制套筒上设置有用于吊装的2-4个孔,使内钢制套筒与筒体形成的紧密结合体成为一个可以吊装的组合体。
8、所述筒体和内钢制套筒底端在同一水平面上,向下伸入到与铝电解槽换极前的残阳极上表面的高度处,而外钢制套筒底端位于内钢制套筒底端之上30-80mm处,其周围用氧化铝粉覆盖。
9、所述槽外的总集气管可以汇集不少于8-10个电解槽槽内集气管集收的阳极气体;所述钢制短管在靠近电解槽槽内集气管一侧设置有闸板阀,电解槽槽内集气管进入总集气管前端设置闸板阀。
10、所述钢制短管、电解槽槽内集气管和电解槽槽外集气管的外面设置耐高温保温层,以减小在集收过程中阳极气体的热损失。
11、所述集收装置集收阳极气体是原始阳极气体,即co2和co的混合气体,当要使阳极气体的co燃烧后再集收,可以在由外钢制套筒、内钢制套筒及筒体组合体的下部距氧化铝粉覆盖料上50-100mm处设置若干个阳极气体进孔;在筒体、内钢制套筒、外钢制套筒组合体上距离氧化铝粉覆盖料的80-200mm处的管壁上开设对称的4-6个空气进口,使空气进入集收的阳极气体中,与刚进入该筒体内的阳极气体中的co气体燃烧成co2。
12、一种铝电解槽高温阳极气体的集收装置,包括下口封闭且带有法兰的第一钢制筒体及水平槽罩,水平槽罩的正下方焊接有第一钢制筒体,第一钢制筒体的筒壁上钻有若干小孔,以利于第一钢制筒体内部和外部的压力保持平衡,第一钢制筒体内腔空置或填充保温材料,第一钢制筒体正下方设置有第二筒体,第二筒体由氮化硅结合的碳化硅材料制成,第二筒体为上粗下细、上部为实心体、下部为空心且上下垂直的筒体,第二筒体空心部分在靠近实心体处的筒壁上开设有第一孔,第二筒体的外侧同轴套装有第三筒体,第三筒体由钢制耐热材料制成,第三筒体为上粗下细且上口处带有法兰的筒体,第三筒体上口处法兰与第一钢制筒体下口处法兰对接,且两者之间设置有耐热绝缘和绝缘垫圈,第三筒体下表面的开口与第二筒体下表面在同一水平面上,且向下伸入到槽面氧化铝保温层,至换极前阳极残极上表面处,或残极表面向下50-100mm的高度处,第三筒体的筒壁上开设有与第一孔同轴线的第二孔,第三筒体的筒体外侧焊接有与第二孔同轴线的钢制短管,钢制短管的端部与电解槽槽内集气管连接,钢制短管内置有由氮化硅或氮化硅结合碳化硅材料制成的管体,电解槽槽内集气管与烟道端侧槽外的总集气管连接。
13、所述钢制短管为一根等径管体或由粗管和细管组成的分体式管体,当为分体式管体时,粗管一端与电解槽槽内集气管无缝连接,细管与第三筒体间无缝连接,细管另一端插接到粗管内,且在粗管和细管的外侧设置有保温层,通过保温层对粗管和细管之间的缝隙进行密封。
14、所述钢制短管在靠近电解槽槽内集气管一侧设置有闸板阀,电解槽槽内集气管进入总集气管前端设置闸板阀。
15、一种铝电解槽高温阳极气体的集收装置的集收方法,包括以下步骤:
16、在电解槽出铝端的火眼上设置一个钢制喇叭型钢罩扣在火眼上,周围用氧化铝粉覆盖料覆盖,在出铝时、测温时或处理阳极效应时拿下该钢罩,完成出铝、测温和处理阳极效应,之后立刻将其扣上也可不用扣罩,只是不在出铝、处理阳极效应和测温时覆盖上厚层氧化铝粉覆盖料即可;
17、在正常的铝电解生产时,不对电解槽原有的打壳下料器及打壳下料方法进行调整,电解槽打壳下料的正常操作是先打壳后下料,所下氧化铝粉料在打完壳后会覆盖在打壳孔的上表面,对阳极气体的逸出产生阻力;
18、若干台电解槽的阳极气体被集收在电解槽槽外集气管之后被送入到燃气高温蒸汽锅炉中,或余热蒸汽锅炉内,然后在蒸汽锅炉内或余热锅炉内,将水或其他介质变成高温高压蒸汽去推动蒸汽机进行发电,其所发出的电能用于电解氢氧化钠或氯化钠水溶液制取氢气,而从锅炉出来的低温阳极气体经除尘后,再经脱硫脱氟后,制得纯净的co2或co2与co的混合气体后,利用上述余热发电电解制得氢气并合成甲烷。
19、本发明的技术效果为:
20、通过本发明集收装置及方法收集的阳极气体中没有氧化铝粉尘;其最大的特点是阳极气体集收装置与打壳下料装置分开,打壳下料不对阳极气体的集收产生影响,集收的阳极气体压力稳定、集收效率高;且具有易拆解,易维修,集气效率高的优点。
- 还没有人留言评论。精彩留言会获得点赞!