一种基于一键充填的控制系统及方法与流程
本发明属于矿山充填,具体涉及一种基于一键充填的控制系统及方法。
背景技术:
1、“智慧矿山”、“智能矿山”是国家产业规划指出的发展方向,要求利用先进的工业大数据采集、传输、存储和分析应用技术,实现矿山全景状态监测,保证矿山和设备安全可靠运行,智能化的充填系统也是发展趋势。现有充填控制系统基本能实现设备的集中自动控制,但不能实现智能管控,各项性能指标波动较大,如底流浓度、底流流量,难以持续稳定的保证充填质量。充填质量可以直接导致浓密机压耙、充填料浆输送管道堵塞、充填料浆制备参数控制精度较差、操作较为不便。
技术实现思路
1、本发明旨在克服现有技术的不足,提供一种基于一键充填的控制系统即方法。
2、为了达到上述目的,本发明提供的技术方案为:
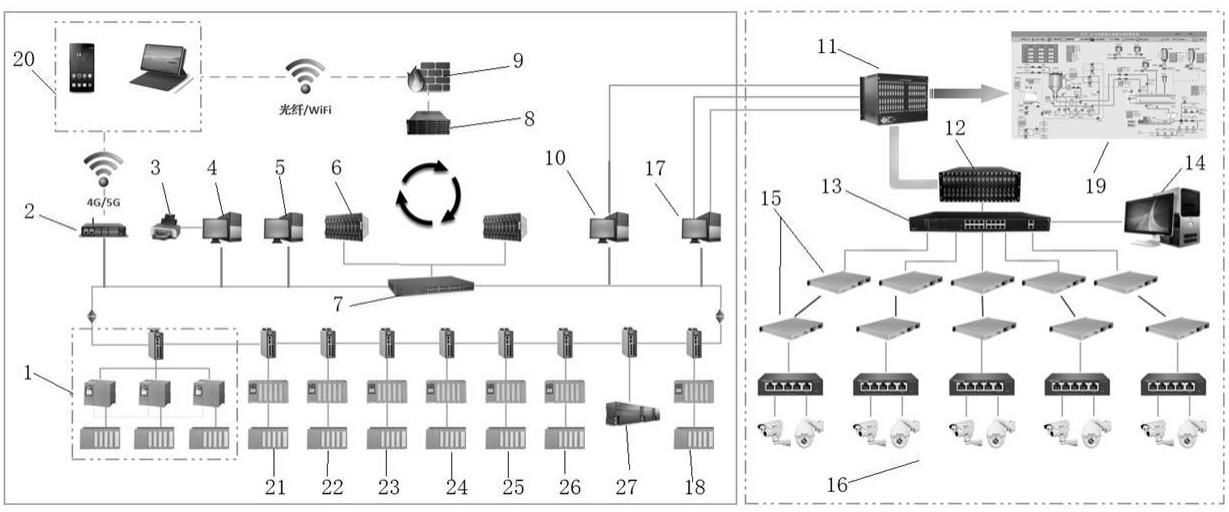
3、所述基于一键充填的控制系统包括总交换机(7),与总交换机(7)连接的主控plc(1)、智能网关(2)、操作员站(4)、工作员站(5)、服务器(6)、智能视频服务器(10)、原视频服务器(17);所述基于一键充填的控制系统还包括视频控制系统(16),所述视频监控系统(16)与poe交换机(15)连接,所述poe交换机(15)与视频交换机(13)连接,所述视频交换机(13)与视频解码器(12)连接,所述视频解码器(12)与多屏处理器(11)连接,所述智能视频服务器(10)、原视频服务器(17)均与多频处理器(11)连接,所述多频处理器(11)还与智慧大屏系统(19)连接;所述基于一键充填的控制系统还包括与服务器(6)连接的上位机。
4、优选地,所述操作员站(4)连有打印机(3)。
5、优选地,所述视频交换机(13)还连接有硬盘录像机(14)。
6、优选地,所述基于一键充填的控制系统还包括与智能网关无线连接的智能终端设备(20)。
7、优选地,所述基于一键充填的控制系统通过防火墙(9)与外界数据(8)隔离。
8、优选地,所述主控plc(1)包括设备层的骨料加工控制系统(21)、胶结料控制系统(22)、粉煤灰控制系统(23)、水配料控制系统(24)、搅拌系统(25)、泵送控制系统(26)、井下管道监测控制系统(27)、井下控制系统(18)。
9、基于上述基于一键充填的控制系统的控制方法包括如下步骤:
10、(1)任务的制定与下达:充填任务包括材料的配方、充填区域、充填方量;其中泵送能力可按时段进行不同设置,适应物料由不稳定向稳定的过渡,即泵送能力可由小到大逐渐增加;配方下达包括配料前湿润管路和结束时清洗管路的泵送水量,根据配方和充填能力,计算各物料的给料能力;任务制定完毕下达给基于一键充填的控制系统,进入一键充填准备状态;
11、(2)系统和管路的选择:基于一键充填的控制系统检测当前正在运行的系统和管路,当操作员选择充填系统和拟充地点后,自动检测和分配充填管路,当充填管路已被占用时,自动提示待已有充填任务结束后再行选择系统和管路;当充填管路空闲可用时,自动提示进行选择确认;
12、(3)充填前的管路润滑:基于一键充填的控制系统依照充填任务单,先进行管路泵送清水湿润管路,待达到设定的泵送水量后,自动按配方进行各原料的计量配料;
13、(4)料浆连续配制泵送:基于一键充填的控制系统以配方和泵送能力确定各物料的目标给料能力,实时监测物料实际能力,实时对比分析实际能力与目标能力的偏差,根据模型算法自动调整设备进行能力纠偏,使得各物料实际能力与目标能力的偏差在允许误差范围内;同时实时监测设备自身健康参数指标,利用数据库算法预测预报设备运行状态;自动调整配料能力和泵送能力,使之实现能力匹配,避免物料满溢或空料停泵;待累计充填方量达到任务设定方量后,自动停止原料计量配料,进入下一个阶段;
14、(5)结束时的管路清洗:当充填方量达到任务设定方量后,充填结束,进入管路清洗阶段,基于一键充填的控制系统依照任务设定,自动延时等待料浆斗内料浆泵送完毕,自动给水至搅拌机清洗设备,清洗水经充填泵泵送进入管路同时清洗充填管路,待达到设定的泵送水量后,停止给水,充填结束;
15、(6)充填过程整理归档:当管路清洗完毕后,基于一键充填的控制系统自动将本次充填任务过程中的各监测数据整理归档,自动分析各物料的计量偏差、配料质量和设备运行状态,自动生成评价报告。
16、优选地,基于一键充填的控制系统的核心参数采样采用pid闭环控制算法,信号采样采用rc滤波算法和数据滤波算法。
17、下面对本发明作进一步说明:
18、本发明所述基于一键充填的控制系统主要有:plc,智能网关,打印机,操作员站,工作站,服务器,交换机,数据服务器,防火墙,智能视频服务器,多屏处理器,视频解码器,视频交换机,硬盘录像机,poe交换机,摄像头组成。系统通过设备层plc,把设备的数据(流量、压力、浓度等)通过总交换机传送到服务器。在服务器的数据可以通过上位机,随时进行查询和数据分析并对数据进行处理。摄像头通过poe交换机把数据传送到视频交换机,再由视频交换机传输到硬盘录像机和视频解码器,该数据经过多屏处理器可以在上位机和智慧大屏上显示。同时视频的数据也会通过网络传送到视频服务器上,通过软件对数据进行分析。一键充填控制系统内部控制网络为独立网络,通过防火墙与外界隔离,不允许外部直接访问。
19、本发明通过搭载先进的过程监测传感器、控制器、执行器等装置,实现:一键充填;对充填系统工艺过程和设备进行实时监测和智能分析;根据生产计划,生成充填系统调度,对控制系统下发运行控制参数;
20、一键充填控制系统实际上包含一键充填系统、视频监控系统、生产管理系统。由监控站、一套s7-1500控制主站、多套s7-1500控制从站柜及充填过程工艺检测仪表及执行机构组成。通过网络与中控柜组成集中分散式的控制架构,采用先进的智能控制算法对设备可靠地进行控制,真正实现一键充填过程控制,配合网络远程管理(大数据管理中心),依托先进的物联网大数据及管理技术,通过网页和手机app、微信等实时监控设备状态。一键充填能够实现设备的集中控制及输送参数的智能调节。对关键设备的状态、报警,能够在系统监控中合理体现,可以追查记录。设备故障等信号,(例如皮带的拉绳、跑偏、撕裂等信号),在系统状态监测中,要明确显示在设备的具体位置。
21、本发明所述控制方法在实现多回路自动控制的基础上,将尾砂干砂量作为主控参数,对其他配比物料流量进行自动调节;针对信号滞后影响,采用先进的pid、rc滤波、数据滤波等算法和比例曲率等函数,实现膏体配比的智能控制;将系统所有设备运行参数、仪表信号等接入控制plc,编制合理的开停机程序,实现一键充填。
22、本发明核心参数采用pid闭环控制算法来保证其稳定及跟随设定值。信号采样用rc滤波算法和数据滤波算法。模拟量控制采样比例曲率函数。采用rc滤波算法可以消除系统中模拟量读取时的异常和干扰信号,得到系统需要的真实信号。在充填过程中,可控范围内参数发生大的偏差变化时,通过专家控制算法、高效滤波程序等减少该偏差,消除振荡状态快速趋于稳态,从而实现充填系统的连续稳定生产。plc自动计算底流输送泵电机频率,通过变频器控制在一个最佳的频率下,保证流量计满管;通过跟踪算法自动调节夹管阀开度大小来控制输送流量的大小,保证流量误差在<1%范围内。利用比例曲率函数,可以把输出不受线性控制的设备,按照设备特性输出,更加高效的控制设备。智能视频监控则具备将各重要生产环节和设备直观地反映在中控室的监视器上或者通过计算机网络可从网络终端机上调阅,可及时发现皮带给料点堵料以及受控场所设备的各类故障等给中控系统,紧急报警时可替代操作人员发出紧急停止配料系统,避免出现重大生产事故,有利于安全生产;在视频监视大屏系统上,对骨料加工智能控制系统、胶结料控制系统的大皮带运行智能机器人在线值勤,完成对安全巡检人员的违规操作及进入不安全区的安全因素检测,实现视频电子安全围栏功能。重点解决:因没能及时发现设备异常情况,操作工没有及时紧急停车,造成系统异常的生产故障,从而大大提升系统的安全生产率。
23、与现有技术相比,本发明的有益效果为:
24、1、一键充填控制系统可实现尾砂、废石定值调节。
25、2、一键充填控制系统可实现水、水泥给定量随动调节。
26、3、一键充填控制系统水根据设定浓度和物料的变化而变化。
27、4、水泥根据配比设定值,随尾砂、废石变化而变化。
28、5、配备了丰富生动的动态画面,可实时显示设备运行状态、工艺流程,流量计、浓度计等的物料称量值、工序时间等数据信息。
29、6、操作简单方便的校秤功能,清零去皮功能,配备了相关提示避免用户误操作。
30、7、数据管理与备份功能,可组合查询、统计数据。
31、8、多样化的报警功能,可对系统控制设备的运行状态、控制动作是否到位进行实时监控,配以文字和声光提示。
32、9、粉料管理功能,可登记粉料进料情况,自动计算物料消耗,实时显示物料剩余量,可设置剩余量报警值,系统自动声光报警。
33、10、报表打印功能,系统可对当天的工作进行自动汇总成表,报表可导出其他格式数据,并可导出打印。
34、11、收尘器与配比搅拌集成处理,实现无废排放。
35、12、组态显示尾矿输送泵站的控制流程及相关数据显示及设置。
36、13、根据控制工艺要求自动控制设备并可进行人工手动干预。
37、14、智能控制系统以配方和泵送能力确定各物料(尾砂、废石、水泥、调浓水等)的目标给料能力,实时监测物料实际能力,实时对比分析实际能力与目标能力的偏差,根据模型算法自动调整设备进行能力纠偏,使得各物料实际能力与目标能力的偏差在允许误差范围内。
38、15、智能控制系统同时系统实时监测设备自身健康参数指标,利用数据库算法预测预报设备运行状态。该阶段系统自动调整配料能力和泵送能力,使之实现能力匹配,避免物料满溢或空料停泵。
39、16、在充填过程中,可控范围内参数发生大的偏差变化时,通过专家控制算法、高效滤波程序等减少该偏差,消除振荡状态快速趋于稳态,从而实现充填系统的连续稳定生产。
40、17、plc自动计算底流输送泵电机频率,通过变频器控制在一个最佳的频率下,保证流量计满管;通过跟踪算法自动调节夹管阀开度大小来控制输送流量的大小,保证流量误差在<1%范围内。
41、18、采用先进算法、数学函数、提前干预等措施,有效消除浓度、流量等仪表调节时的信号滞后影响。
42、19、在对充填工艺、控制参数及其逻辑关系进行充分研究的基础上,设计覆盖膏体充填料浆制备、输送全工艺过程的控制系统架构,开发相应的控制软件,从而使充填系统运行得到有效调控。
43、总之, 本发明充填采用多原料充填系统连续配料的复杂工艺,充填体强度要求高且需稳定,连续稳定精确配比是保证充填质量的关键,要求控制系统更加自动化、智能化,使生产作业流程安全高效、充填质量稳定。本发明以保证尾砂胶结充填的持续生产能力和充填质量为目标,针对充填系统各工艺过程设计可靠的控制方案,采用全景状态监测对工艺过程和设备运行状态进行监测和分析,持续改进工艺过程的控制,发现系统和设备的异常表现并进行预案处理,形成一个智能化的充填系统。本发明是建立在对充填工艺充分理解和消化的基础上,对人为操作模式通过智能化控制系统来拟人化的实现,主要包含充填生产一键启动、充填全流程正常生产稳态控制、充填生产一键停车三部分内容。本发明可实现各生产参数的动态稳定控制,系统正常生产过程中工艺出现波动自动纠偏,充填浓度流量等各指标稳定、配比精确,充分将操作人员解放出来,实现调度中心统一监控。出现特殊情况,自动化系统提醒操作人员进行人工干预,避免出现大的故障,保证充填生产的“安全、可靠、稳定”运行,力争实现矿山充填近无人化。
- 还没有人留言评论。精彩留言会获得点赞!