用于增材制造缸体的仿生流道设计方法及其液压驱动装置
1.本技术涉及增材制造技术领域和流体传动技术领域,具体地涉及一种用于增材制造缸体的仿生流道设计方法及其液压驱动装置。
背景技术:
2.增材制造是一种基于计算机辅助设计(solidworks、magics)模型数据,按照挤压、烧结、熔融、喷射等方式逐层堆积,制造出实物的制造技术,相对于传统的加工方式,如切削、打磨、雕刻等,增材制造技术对零件外形没有限制,并可以加速零件的生产过程。应用潜力巨大。在拓扑优化、创成式设计等技术的赋能下,增材制造技术带来的结构轻量化和减材设计、零件散热性能的提升使其在航空航天、足式机器人等领域广泛应用。毋庸置疑,液压驱动装置作为足式机器人关节驱动的关键部件,具有功重比高、工作平稳换向冲击小、推力大,控制性能好等优点。对于提高其元件的功重比和系统的控制性能等方面具有重大意义。
3.现在对于液压驱动装置的生产制造,通常采用机加工的方式进行缸体的制作,其主要缺点有从模型到制作过程中还需要详细的图纸制作,同时生产周期较长,尤其对于液压驱动装置流道方面加工要求较高,不可避免地会在缸体表面留下工艺孔,造成密封数量较多,容易出现泄漏故障,同时对于传统的液压驱动装置缸体的设计来说,传统结构下的缸体结构普遍存在重量大,冗余结构复杂,难以实现液压驱动装置的轻量化和高集成化方向发展。同时对于一个完整液压驱动装置的生产周期,增材制造方式相较于机加工的生产方式,也对二维图纸要求更低,极大的简化了液压驱动装置的设计生产流程。因此,在液压驱动型高端移动装备运动中,迫切需要一种增材制造的高性能液压驱动装置的设计方法。
技术实现要素:
4.为了克服现有技术的不足,本发明通过对液压驱动装置仿生流道的科学设计,进一步提高了液压伺服缸的工作效率,优化了设计结构;同时本发明也极大简化了液压驱动装置缸体结构的设计、生产流程,结合增材制造工艺特点,设计的液压驱动装置质量更轻,强度更高。
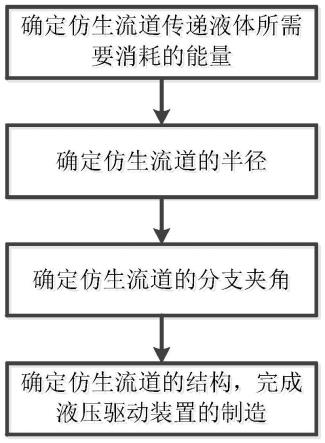
5.为实现上述目的,本发明提供一种用于增材制造缸体的仿生流道设计方法,其包括以下步骤:
6.步骤1:确定仿生流道传递液体所需要消耗的能量;
7.基于仿生流道流量q和流道直径d之间的关系,根据能量守恒定律确定流道中传递液体所需要消耗的能量:
[0008][0009]
式中:e表示流道消耗的总能量;ef表示维持流道中液体流动所需要的能量;em表示维持代谢所需要的能量;q表示仿生流道中流量;l表示分支前流道水平方向的长度;μ表示液压粘度系数;m表示代谢常数;d表示仿生流道直径;
[0010]
步骤2:确定仿生流道的半径;
[0011]
在能量守恒的前提下,如果流道出现分支,则分支前流道半径和两个分支后流道半径的计算关系如下式所示:
[0012]
r3=r
13
+r
23
;
[0013]
式中:r表示分支前流道的半径;r1表示分支后第一流道的半径;r2表示分支后第二流道的半径;
[0014]
步骤3:确定仿生流道的分支夹角;
[0015]
仿生流道的分支夹角是指分支前流道与任意分支后流道中心线之间的夹角,满足分支前流道的长度i和分支后第一流道的长度i1的计算关系,如下式所示:
[0016][0017]
式中:h表示任意分支后流道的中心点与分支前流道中心点的垂直距离;θ表示分支前流道与任意分支后流道中心线之间的夹角;i表示分支前流道的长度;i1表示分支后第一流道的长度;
[0018]
流道消耗的总能量e和分支前流道与任意分支后流道两流道中心线之间的夹角θ之间的计算关系,如下式所示:
[0019][0020]
式中:k表示分支前流道常数;k1表示分支后第一流道的流道常数;lz表示流道分支前后水平方向的总长度;α表示流道分支数目;
[0021]
当能量消耗最少时,能够得到流道分支夹角的计算关系如下所示:
[0022][0023]
根据上式最终得到流道分支后夹角的取值;
[0024]
步骤4:确定仿生流道的结构,完成液压驱动装置的制造;
[0025]
根据步骤2和步骤3确定的仿生流道的半径和仿生流道的分支夹角,确定仿生流道结构,并根据仿生流道结构加工液压驱动装置。
[0026]
可优选的是,所述步骤1中的仿生流道流量获取方法如下所示:
[0027]
根据能量消耗最小原则和步骤1中的传递液体所需要消耗的能量关系,能够得到如下所示的计算关系:
[0028][0029]
液压粘度系数μ和代谢常数m已经确定,则流道中流量和管道直径的计算公式能简化为如下所示的计算关系:
[0030]
q=kd3。
[0031]
本发明的第二个方面,提出一种根据前述仿生流道设计而制造形成的增材制造液压驱动装置,所述液压驱动装置包括伺服缸、伺服阀、传感器组件、运动控制器和端盖;
[0032]
所述伺服缸包括表面加强筋、伺服阀、伺服阀安装底座以及端盖连接块;所述伺服缸的缸体上集成设置有进油仿生流道、回油仿生流道、有杆腔仿生流道和无杆腔仿生流道;
[0033]
所述伺服阀为喷嘴挡板伺服阀,所述伺服阀安装在伺服阀缸体的底座上;所述喷嘴挡板伺服阀进油口通过缸壁上的附着流道与进油口连通;所述喷嘴挡板伺服阀的第一控制口通过缸壁上的附着流道与缸体的无杆腔连通;所述喷嘴挡板伺服阀的第二控制口通过缸壁上的附着流道与缸体的有杆腔连通;所述喷嘴挡板伺服阀回油口通过缸壁上的附着流道与回油口连通;
[0034]
所述传感器组件包括力传感器和位移传感器;其中力传感器安装在活塞杆的顶端;所述位移传感器固定在缸体底部与力传感器前端相接;所述力传感器和位移传感器与运动控制器相通讯连接,所述力传感器用于采集液压驱动装置的出力值,所述位移传感器用于采集液压驱动装置的位移值;
[0035]
所述端盖与所述端盖连接块连接。
[0036]
优选地,所述液压驱动装置借助于增材制造技术加工成型。
[0037]
优选地,所述伺服阀安装底座的四条边为弧形,所述伺服阀的四个边角处借助于螺栓固定在所述伺服阀安装底座上。
[0038]
优选地,所述伺服缸的缸体两侧面的仿生流道嵌入到伺服缸体侧壁内部。
[0039]
与现有技术相比,本发明的有益效果在于:
[0040]
(1)本发明提出的仿生流道设计方法实现了多元器件的高密度集成,体积小、重量轻,并利用仿生流道实现伺服缸与喷嘴挡板伺服阀的连通,无需设置连接流道,实现了喷嘴挡板伺服阀与伺服缸间无外接流道,降低了高端移动装备流道接头损坏和泄漏故障发生率;
[0041]
(2)本发明的所述伺服缸仿生流道包括进油仿生流道、无杆腔仿生流道、有杆腔仿生流道和回油仿生流道;能够满足多种液压需求。同时本发明也极大简化了液压驱动装置缸体结构的设计、生产流程,结合增材制造工艺特点,设计的液压驱动装置质量更轻,强度更高,能够适用于多种场景和环境。
[0042]
(3)本发明在确定仿生流道的半径是在对所述液压流道在分支设计时,其半径关系同样也适用于对称和非对称分支,也适用于圆形流道的分支问题,因此为油液仿生流道设计提供了方向。
[0043]
(4)本发明中完成液压驱动装置的制造具体为通过增材制造技术加工成型,根据需要可以对打印角度进行调整,从而能够减少后期模型加工难度。并且,通过仿生流道优化伺服缸表面结构,从而能够进一步提高缸体刚度并且降低缸体整体质量,通过设计局部加强筋结构,强化伺服缸缸体结构。
附图说明
[0044]
图1为本发明实施例提供用于增材制造缸体的仿生流道设计方法的流程图;
[0045]
图2为本发明实施例提供的的增材制造下液压驱动装置剖视图;
[0046]
图3为本发明实施例提供的增材制造下液压驱动装置伺服缸俯视图;
[0047]
图4为本发明实施例提供的增材制造下液压驱动装置伺服缸的正视图;
[0048]
图5为本发明实施例提供的不同类型仿生流道的压力损失情况。
[0049]
1、喷嘴挡板伺服阀;2、增材制造缸体;3、运动控制器;4、活塞杆;5、力传感器;6、液压驱动装置独耳;7、位移传感器;8、进油仿生流道;9、回油仿生流道;10、无杆腔仿生流道;11、伺服阀安装底座;12、有杆腔仿生流道;13、端盖连接块;14、旋转配油结构。
具体实施方式
[0050]
以下,参照附图对本发明的实施方式进行说明。
[0051]
本发明通过对液压驱动装置仿生流道的设计,进一步提高了液压伺服缸的工作效率,优化了设计结构,利用仿生流道实现增材制造缸体2与喷嘴挡板伺服阀1的连通,无需额外设置连接流道,降低了流道接头损坏和泄漏故障发生率;同时本发明也极大简化了增材制造缸体2的结构设计、生产流程,使设计的液压驱动装置质量更轻,强度更高。
[0052]
本发明实施例提供的用于增材制造缸体2的仿生流道设计方法及液压驱动装置,如图1所示为本发明的用于增材制造缸体2的仿生流道设计方法的流程图;为了证明本发明的适用性,将其应用于实例,具体包含如下步骤:
[0053]
s1:确定仿生流道传递液体所需要消耗的能量;
[0054]
根据仿生流道流量q和流道直径d之间的关系,根据能量守恒定律确定流道中传递液体所需要消耗的能量:
[0055][0056]
式中:e表示流道消耗的总能量;ef表示维持流道中液体流动所需要的能量;em表示维持代谢所需要的能量;q表示仿生流道中流量;l表示分支前流道水平方向的长度;μ表示液压粘度系数;m表示代谢常数;d表示仿生流道直径;
[0057]
s2:确定仿生流道的半径;
[0058]
获取s1中的传递液体所需要消耗的能量关系,根据能量消耗最小原则,能够得到如下所示的计算关系:
[0059][0060]
液压粘度系数μ和代谢常数m已经确定,则流道中流量和管道直径的计算公式可简化为如下所示的计算关系:
[0061]
q=kd3;
[0062]
式中:k表示分支前流道常数;
[0063]
在能量守恒的前提下,如果流道出现分支,则流道半径的计算关系如下式所示:
[0064]
r3=r
13
+r
23
;
[0065]
式中:r表示分支前流道的半径;r1表示分支后第一流道的半径;r2表示分支后第二流道的半径;
[0066]
s3:确定仿生流道的分支夹角;
[0067]
流道在分支后,其分支前流道的长度i和分支后流道的长度i1的计算关系,如下式所示:
[0068][0069]
式中:h表示分支后流道的中心点与分支前流道中心点的垂直距离;θ表示分支前与任意分支后流道中心线之间的夹角;i表示分支前流道的长度;i1表示分支后流道的长度;
[0070]
流道消耗的总能量e和分支前后两流道中心线之间的夹角θ之间的计算关系,如下式所示:
[0071][0072]
式中:k1表示分支后第一流道的流道常数;lz表示流道分支前后水平方向的总长度;α表示流道分支数目;
[0073]
当能量消耗最少时,能够得到流道分支夹角的计算关系如下所示:
[0074][0075]
根据上式最终得到流道分支后夹角的取值范围;
[0076]
s4:确定仿生流道的结构,完成液压驱动装置的制造;
[0077]
根据s2和s3确定的仿生流道的半径和仿生流道的分支夹角,确定仿生流道结构,并根据仿生流道结构加工液压驱动装置。
[0078]
仿生流道是基于贝塞尔曲线排布的流道布局,即根据仿生理念,参考心脏血管系统的流道分支与节省能量的角度。还包括血液流动所需的能量和维持代谢所需的能量,以血液传递时所消耗的能量最少为前提进行设计。
[0079]
如表1所示为仿真得到不同过渡方式时压力损失对比。从表中可以看出,传统流道过渡方式可分为直线型过渡和圆弧型过渡,而本发明基于贝塞尔曲线仿生流道,从表中数据可以知道,本技术能够较大地降低液体在流道中方向改变及过渡时所造成的压力损失,通过几种不同过渡方式的流道模型,设置相同的液体属性和边界条件,对压力损失进行定量分析,可以更为直观地看出本发明提出的流道布局所具有的优势。
[0080]
表1仿真得到不同过渡方式时压力损失对比
[0081][0082]
仿生流道的半径是在对液压流道在分支设计时,为了避免由于大转角流道在传递油液过程中产生更大的压力损失,其半径关系同样也适用于对称和非对称分支,也适用于圆形流道的分支问题,因此为我们油液仿生流道设计提供了方向;
[0083]
得到上述流道半径后,在流道中能量消耗最小的前提下,利用流道分支后的几何关系,对流道分支后夹角范围进行确定,流道夹角也适用于不在同一起点,但流道中心线相交的流道设计,最后利用结构特点,遵循流道半径和流道分支夹角两个原则便可实现对仿生流道的设计。
[0084]
本发明的第二个方面提出了根据仿生流道设计的增材制造液压驱动装置,其能够通过流道优化设计与增材制造的工艺设置在增材制造缸体2上,起到加强筋的作用,并在优化后使伺服缸壁厚最小。液压驱动装置主要包括喷嘴挡板伺服阀1、增材制造缸体2、运动控制器3、活塞杆4、力传感器5、液压驱动装置独耳6、位移传感器7、进油仿生流道8、回油仿生流道9、无杆腔仿生流道10、伺服阀安装底座11、有杆腔仿生流道12、端盖连接块13和旋转配油结构14。
[0085]
如图3所示,考虑实际工况,液压驱动装置在运动过程中,增材制造缸体2主要受到压力及活塞杆4与增材制造缸体2接触产生的环形应力,增材制造缸体2内产生的压力主要是由喷嘴挡板伺服阀1通过进油仿生流道8从缸体后端进入到腔内,该部分油液除了对增材制造缸体2产生一定的压力,还可推动活塞杆4向前运动,运动过程中产生的摩擦力等对增材制造缸体2强度的影响可忽略不计。
[0086]
如图4所示,在保证增材制造缸体2壁厚最小的基础上,在缸体长度一定下,按照2:3:5比例均匀的分布在增材制造缸体2的表面,该分布规律主要考虑油液推动活塞运动过程中,在旋转配油结构14和端盖连接块13受到的力较小,并且运动过程中速度较慢,对缸体的冲击力不大,同理在缸体中间位置,缸体内油液压力随着腔内油液的增多而加大,并且活塞杆4在这个范围内活动时对该区域内造成的冲击力较大。因此在此位置施加环形加强筋。
[0087]
增材制造表面的仿生流道,主要考虑增材制造缸体2表面空间布局,相比于传统加工下的流道布局,对于不在同一平面上的两个位置,增材制造流道可实现流道以一定的弧度连接,避免了传统垂直相交下,在交汇处由于转角过大产生涡流现象,极大的减小了油液在管道内的能量损失。
[0088]
如图3所示,在增材制造缸体2上表面,无杆腔仿生流道10为伺服缸进油口,为了克服流道内径过小造成的能量传递效率问题,采用流道分支分支理论,同时结合图4可以看到,在无杆腔仿生流道10的转角处,以一定弯曲半径的弧形管用于连接,避免了在转角处涡流的产生。同理,有杆腔仿生流道12为伺服缸回油口,设计原理可参考无杆腔仿生流道10相关内容。
[0089]
如图4所示,在缸体两侧面仿生流道主要为喷嘴挡板伺服阀1的进油仿生流道8、回油仿生流道9,由于该部分流道需要连接不在同一平面上的旋转配油结构14进油、回油口和伺服阀安装底座11,因此在流道设计过程中,起始点和终点采用一定弯曲半径的弧形管,将流道引出到同一平面上,中间部分以直管联通,减小流道长度的基础上,极大的降低由垂直连接造成的涡流现场,提高喷嘴挡板伺服阀1能量利用率。
[0090]
如图4所示,在缸体两侧面仿生流道嵌入到增材制造缸体2上,对缸体的横向变形进行限制,在减小壁厚的情况下也可防止缸体的横向变形,极大的优化了缸体的重量。
[0091]
如图5所示为本发明实施例提供的不同类型仿生流道的压力损失情况。直线型过渡压力损失最大,圆弧过渡和贝塞尔过渡压力损失较小,主要集中在0.2mpa-0.3mpa之间,并且随着圆弧半径的增大,压力损失逐渐减小。采用不同形式的贝塞尔曲线的流道压力损失较直线型流道降低了40%-45%,本发明所提出的流道布局非常明显的减小了流道的压力损失,提高了流道内油液的流动特性。
[0092]
如图2所示喷嘴挡板伺服阀1主要安装在伺服阀安装底座11上,伺服阀需要四周的螺纹固定,因此在保证伺服阀的安装尺寸即可,对伺服阀安装底座11的四边进行轻量化设计,以弧形曲线连接代替原方形平面,极大的降低了伺服阀安装底座11的重量。
[0093]
液压驱动装置的制造具体为通过增材制造技术加工成型,考虑工艺特点,选择合适的打印角度,并对缸体结构中可能产生支撑结构的部位进行设计,对切片表面以及添加自支撑部位的结构,打印角度进行调整,减少后期模型加工难度;通过仿生流道优化增材制造缸体2的表面结构,以提高缸体刚度、降低缸体整体质量,通过设计局部加强筋结构,强化增材制造缸体2的可靠性。
[0094]
综上,本技术用于增材制造缸体2的仿生流道设计方法及液压驱动装置证明了具有好的应用效果:
[0095]
(1)本发明实施例提出的仿生流道设计方法实现了多元器件的高密度集成,体积小、重量轻,并利用仿生流道实现增材制造缸体2与喷嘴挡板伺服阀1的连通,无需设置连接流道,实现了增材制造缸体2与喷嘴挡板伺服阀1间无外接流道,降低了高端移动装备流道接头损坏和泄漏故障发生率;
[0096]
(2)本发明实施例提出的液压驱动装置基于仿生流道进行增材制造,极大简化了液压驱动装置缸体结构的设计、生产流程,结合增材制造工艺特点,设计的液压驱动装置质量更轻,强度更高。
[0097]
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1