压缩机叶轮组件的制作方法
本发明涉及一种用于电驱动的涡轮增压器的压缩机叶轮组件。
背景技术:
1、电驱动的涡轮增压器(简称为电动涡轮增压器或e-涡轮增压器)具有压缩机叶轮,以便提高在内燃机的抽吸系统中的新鲜空气压力。电动机通过轴驱动压缩机叶轮。电驱动的涡轮增压器也可以在涡轮机侧通过内燃机的废气流来驱动,从而在这种情况下也可以使用名称“废气涡轮增压器”。在常规的电驱动的废气涡轮增压器中,电动机的磁体通常与压缩机叶轮和涡轮机叶轮间隔开地布置在转子上。磁体在轴承之间布置在压缩机叶轮和涡轮机叶轮之间的转子轴的中央区域中。磁体可以构造成封装的或不封装的。电动机的具有线圈的定子径向地围绕磁体布置并且将磁体和转子轴与其一起置于旋转。替代地,磁体可以布置在轴承外部或在压缩机叶轮的入口区域中的固定螺母的区域中。
2、us6,145,314示出用于内燃机增压装置的压缩机叶轮和电磁组件。
3、鉴于在电驱动涡轮增压器中出现的高机械负荷和转速,在制造时、尤其时在制造压缩机叶轮和与其连接的部件时仅可接受在微米范围内的小的制造公差。各个部件必须精确地制造以及精确地组装。尽管如此,在制造和组装过程中的尺寸偏差导致所组装的部件的不平衡,并且对要保持的制造公差的高要求导致在平衡和废品率方面的高耗费。
技术实现思路
1、本发明的任务是为此给出一种改进的压缩机叶轮组件及其制造方法。
2、该任务通过一种用于电驱动的涡轮增压器的压缩机叶轮组件来解决。
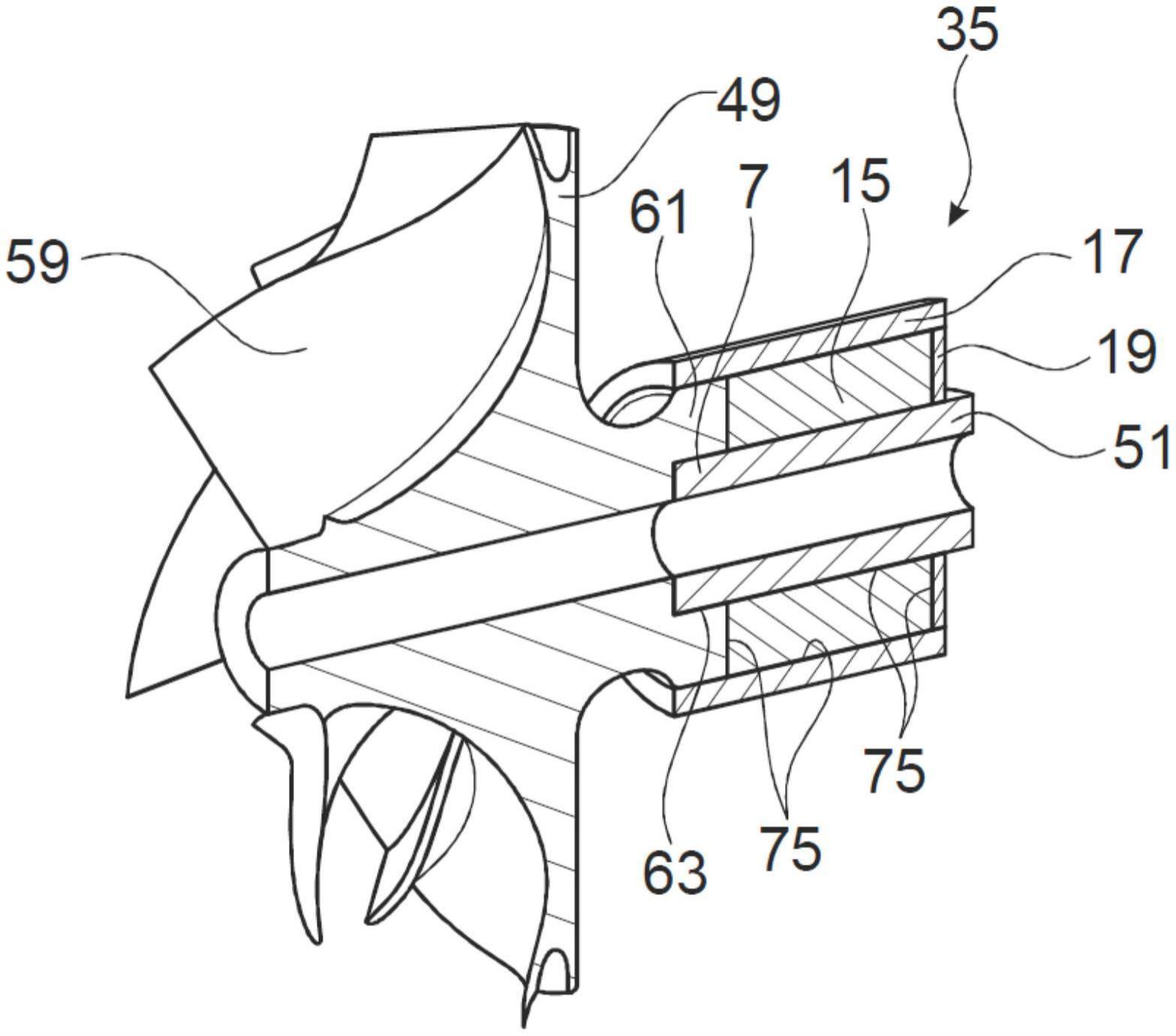
3、用于电驱动的涡轮增压器的压缩机叶轮组件(该压缩机叶轮组件能与涡轮增压器的转子轴连接)包括由第一金属材料制成的压缩机叶轮、由第二金属材料制成的与压缩机叶轮固定连接的轴和至少一个永磁体,所述永磁体在围绕所述轴的在压缩机叶轮的后侧延伸的区段的环形区域中在包套与轴之间抗扭转地布置在轴的区段上。
4、压缩机叶轮组件与涡轮增压器的转子轴连接,尤其是使得该转子轴延伸穿过压缩机叶轮组件,使得压缩机叶轮和磁体都布置在转子轴的轴承的端侧。
5、压缩机叶轮有利地一件式构造,使得前侧叶片区段和后侧区段(例如轮毂凸肩,所述轴接合在其中)构成唯一的部件。替代地,压缩机叶轮可以是多件式的、尤其是两件式的,从而叶片区段和后侧区段是分开的部件,这些部件在组装整个涡轮增压器时才被组装。
6、在所述轴上固定有作为电动机的部件的永磁体。磁体构造成,使得其以及轴和压缩机叶轮可以与其一起通过电动机被置于旋转。
7、包套即使在高转速时也将磁体保持在轴上并且防止一个或多个永磁体由于离心力而被损坏。包套可以构造为围绕所述一个或多个永磁体的缠绕物或者构造为套筒,例如金属套筒或纤维套筒。
8、有利地,永磁体与压缩机叶轮热耦合。热耦合能够实现从永磁体到压缩机叶轮的热传递,所述压缩机叶轮导出热量。热耦合可以通过部件的接触或者通过用于热量传输的器件、例如粘接剂或者说粘合剂或者导热膏实现。也可设想在磁体与压缩机叶轮之间用作热桥的部件,例如由合适的材料制成的盘。
9、在一个实施方式中,所述轴通过摩擦焊接连接与压缩机叶轮连接,使得轴的扭矩能被传递到压缩机叶轮上。
10、有利地,所述压缩机叶轮一件式构造,并且所述轴具有第一轴区段和第二轴区段,其中,端侧的第一轴区段和压缩机叶轮的空隙部形成轴-毂连接,第一轴区段接合到该空隙部中,并且第二轴区段在压缩机叶轮的后侧延伸。所述轴-毂连接是固定连接,使得在运行中扭矩能从轴传递到压缩机叶轮的毂上,以便驱动压缩机叶轮。端侧的第一轴区段有利地与空隙部力锁合地连接,使得轴的由电动机生成的扭矩能被传递到压缩机叶轮上。所述实施方式具有很少的必须被接合的连接件和部件,这伴随着更小的制造公差和更小的不平衡。
11、替代地,所述压缩机叶轮两件式地构造有作为单独的部件的叶片区段和轮毂凸肩,并且所述轴具有第一轴区段和第二轴区段。端侧的第一轴区段和轮毂凸肩的空隙部形成轴-毂连接,第一轴区段接合到该空隙部中,并且第二轴区段在压缩机叶轮的后侧延伸。在两件式压缩机叶轮中,具有多个叶片的前侧叶片区段以及与所述轴连接的后侧轮毂凸肩是分开的部件,它们最迟在涡轮增压器中进行装配时被连接。有利地,这种连接结构通过转子轴来实现,该转子轴与叶片区段和轮毂凸肩抗扭转地连接,使得叶片区段也由与轮毂凸肩固定连接的旋转轴来驱动。叶片区段和轮毂凸肩例如通过接触、粘接剂或导热胶而热耦合。
12、轴-毂连接例如可以构成为压力连接或收缩连接。在压力连接的情况下,所述轴作为内部件力锁合地挤压到压缩机叶轮的空隙部中。在收缩连接的情况下,加热待连接的部件中的至少一个,并且然后将这些部件接合在一起,使得它们在冷却之后形成固定连接。收缩能够实现待热压配合的部件的热定心。
13、在一个实施方式中,端侧的轴区段在端侧倒圆,这使得在与压缩机叶轮中的空隙部接合在一起时的插入变得容易。在一个实施方式中,端侧的轴区段具有带有增高部和/或凹陷的结构、尤其是带有沟槽的结构,其在接合在一起时使压配合和/或热压配合变得容易。
14、压缩机叶轮组件是包括压缩机叶轮和电动机的多个部件的结构组合件。该结构组合件在与电驱动的涡轮增压器的其它部件接合在一起之前被装配和平衡。这种预先平衡使得对制造公差的保持变得容易并且降低了用于在安装压缩机叶轮组件之后对涡轮增压器进行平衡的耗费。在两件式压缩机叶轮的情况下,叶片区段和轮毂凸肩与集成的轴的平衡可以在通过转子轴连接之前首先分开地并且随后与该转子轴组装地进行。
15、相对于传统的电驱动的涡轮增压器的另一个优点是热磁套筒相邻于具有热耦合的压缩机叶轮的布置结构。这能够实现尤其是在压缩机叶轮由铝或铝合金制成的情况下永磁体的改进的冷却和从永磁体通过压缩机叶轮的热导出。压缩机叶轮组件持久地具有更好的实际功率。
16、将磁体和压缩机叶轮集成在压缩机叶轮组件中伴随着具有少量部件的紧凑的结构形式。较少的部件在制造中带来优点,因为随每个装配步骤积聚的制造公差因此更容易被保持。
17、因此,压缩机叶轮组件在冷却转子、平衡和组装涡轮增压器方面提供了优点。尤其是,改进的冷却导致更好的发动机功率。在机动车中也出现较少的不期望的噪声,简称用于“噪声、振动、不平顺”的“nvh”。
18、在一个实施方式中,所述轴包括钢材料,例如铁基。尤其是,所述轴可以是铁磁的,以提高电动机的实际功率。在一个实施方式中,压缩机叶轮包括铝,例如作为具有铝的合金,使得压缩机叶轮是轻质且稳定的。
19、有利地,永磁体构造为空心圆柱体形的磁套筒,该磁套筒可以是一件式或多件式的。这种由磁性材料制成的套筒通过将其推到压缩机叶轮的背侧而容易装配在所述轴上。
20、在一个实施例中,在所述至少一个永磁体与所述轴之间以及在所述至少一个永磁体与压缩机叶轮之间设置粘接剂层。所述粘接连接在装配期间作为粘接剂层被施加到待连接的部件中的至少一个部件、例如磁体上并且在硬化之后形成固定连接以及热耦合。有利地,附加地在所述至少一个永磁体与包套之间设置粘接连接。
21、在作为电驱动涡轮增压器的结构组合件的压缩机叶轮组件中,该压缩机叶轮组件包括压缩机叶轮、轴以及电动机的部件,压缩机叶轮和驱动压缩机叶轮的轴可以分开制造、随后连接并且然后安装电动机的部件。鉴于在电驱动的涡轮增压器中出现的高机械负荷和转速,对于该结构组合件、尤其是对于压缩机叶轮和与其连接的轴来说,仅在微米范围内的小的制造公差是可接受的。各个部件必须精确地制造以及精确地组装。这通过以下用于制造压缩机叶轮组件的方法来实现。
22、用于制造用于电驱动的涡轮增压器的压缩机叶轮组件的系统包括:
23、——形成坯件的器件,通过将由第一金属材料制成的第一部件和由第二金属材料制成的第二部件接合在一起,使得所述第二部件沿所述坯件的纵向轴线延伸,
24、——加工坯件的器件,通过在相同的夹紧中的铣削方法步骤中,由第一或第二部件制造具有在背侧突出的轴的压缩机叶轮,或者以便由第一或第二部件制造具有在背侧突出的轴的至少两件式的压缩机叶轮的轮毂凸肩,
25、——器件,用来将至少一个永磁体布置在围绕所述轴的在压缩机叶轮的后侧延伸的区段的环形区域中,使得所述至少一个永磁体在包套与所述轴之间抗扭转地布置在所述轴的所述区段上并且与压缩机叶轮热耦合。
26、坯件的加工包括在同一夹紧中进行至少两个铣削方法步骤,使得制造公差可以更容易地被保持,因为避免了这些步骤之间的重新夹紧。这些步骤可以是车削步骤、钻孔步骤或铣削步骤。
27、第一部件和第二部件可以通过摩擦焊接连接。替代地,第二部件具有端部区域并且第一部件具有空隙部,使得接合到所述空隙部中的端部区域和所述空隙部待制造的压缩机叶轮组件的轴-毂连接。轴-毂连接可以通过压力连接或热压配合而形成,以形成固定连接。在装配第一部件时,挤压和收缩都允许良好的定心,由所述第一部件形成随后的压缩机叶轮。
28、所述至少一个永磁体的布置结构可以有利地包括粘接,使得粘接剂形成在所述至少一个永磁体与压缩机叶轮之间的热耦合。在布置所述至少一个永磁体时,磁化也可以在布置作为磁体设置的部件之后进行。
29、压缩机叶轮可以在布置所述至少一个永磁体和包套之前或之后被铣削,从而产生制造设计的自由度。
30、上述主题和方法具有用于电动机的永磁体,以便驱动所述轴。所描述的用于实施所述主题和方法的想法也能被转用于其它电动机,这些电动机与上述主题和方法的区别在于没有设置永磁体。对此的一个示例是作为电动机的结构形式的磁阻电机,其中转子中的扭矩仅通过磁阻力产生。在这种磁阻电机中,代替永磁体而设置叠片组。除此之外,压缩机叶轮组件和坯件对于其制造没有改变。
31、上述方法减少了尤其是在制造具有从后侧突出的轴的压缩机叶轮的过程中的尺寸偏差,以便减少在平衡时的耗费并且减少废品率。从用于切削制造具有集成的轴的单件式压缩机叶轮的坯件或用于切削制造具有集成的轴的轮毂凸肩进行制造,该轮毂凸肩是多件式压缩机叶轮的一部分。
32、在用于切削制造具有集成的轴的压缩机叶轮的坯件中已经构成固定连接、尤其是作为之后的压缩机叶轮和之后的轴的轴-毂连接。
33、所述坯件包括由第一金属材料制成的第一部件,所述第一部件具有空隙部,由第二金属材料制成的第二部件的端部区域接合到所述空隙部中,使得所述端部区域和所述空隙部形成压力连接,并且第二部件沿坯件的纵向轴线延伸,该纵向轴线也延伸穿过所述空隙部。
34、具有由坯件制成的集成的轴的压缩机叶轮的制造能够实现更容易地保持预先给定的制造公差并且因此减少在平衡时的耗费并且减少废品,在所述坯件中在切削制造步骤之前就已经连接了制造压缩机叶轮和轴的部件。
35、不同之处在于优选连接步骤并且然后通过切削制造方法加工这样制成的混合坯件,具有车削和铣削以及平衡结构组合件的其它制造过程的步骤与传统制造的步骤类似。通过使用上述坯件,可以在相同的夹紧中制造具有集成的轴的压缩机叶轮的上侧。所述坯件的加工允许在相同的制造步骤中同时制造压缩机叶轮和轴。可以保持预先给定的制造公差,因为利用多个用于单独部件的制造步骤和多个夹紧步骤避免了积累的尺寸偏差。由此可以更容易保持预先给定的制造公差。不平衡也更小。该结构组合件具有更好的径跳和端跳特性并且能够更简单地平衡。总体上,使制造、尤其是接合在一起变得容易,或者在对要保持的制造公差具有非常高的要求的结构组合件中才能实现。使高速旋转的结构组合件部件的平衡变得容易。这减少了用于制造具有集成的轴的压缩机叶轮的耗费并且伴随着成本节省。
36、第一部件中的空隙部有利地构成为盲孔。也可设想连续的孔。在用于切削加工步骤制造的由不同材料制成的混合坯件的实施方式中,所述第二部件是钢,例如铁基铁磁材料,并且所述第一部件包括铝。在坯件中集成有有利地旋转对称的第一部件和压入到该第一部件中的有利地销状的、尤其是圆柱形的第二部件。已经被压入到空隙部中的第二部件的端部区域可以具有与在该端部区域的另一边的区域相等或几乎相等的直径。替代地,所述端部区域可以具有较大的直径或构成为具有较小直径的销状端部区域。第一部件可以具有盘形的基本形状,其最大直径大于其最大厚度。这种盘也被称为圆片坯料。所述盘的横截面边缘可以是直的或者具有曲线形状,其类似于具有集成的轴的待制造的压缩机叶轮的外部轮廓,但是超过它,从而为了成型外部轮廓仅需要少的材料去除。这样预制的盘在不太可能的理想情况下已经具有要制造的压缩机叶轮的外部轮廓,从而在第一部件中的材料去除被最小化并且限制于叶片的之后的构型。然而,由于待制造的公差,通常需要在第一部件上的加工余量。
37、有利地,第二部件的被压入到第一部件中的端部区域具有带有增高部和/或凹陷的结构、尤其是沟槽形结构,以便吸收在制造具有集成的轴的压缩机叶轮时在坯件的部件之间作用的扭矩。所述沟槽形结构可以构造为具有纵向肋的外齿部。替代地,端部区域表面例如可以具有滚花。端部区域的设计方案不限于沟槽形结构。在一个实施方式中,可以设置第二组件的多边形的端部区域横截面。在端侧倒圆的端部区域使在挤压在一起开始时第二部件的插入变得容易。
38、在由坯件切削制成的用于电驱动的涡轮增压器的具有集成的轴的压缩机叶轮中,压力连接在由第二材料制成的轴与由第一材料制成的压缩机叶轮之间形成轴-毂连接,该轴-毂连接适合于在运行中将扭矩从轴传递到压缩机叶轮的毂上,以便驱动压缩机叶轮。
39、一种用于制造用于电驱动涡轮增压器的具有集成的轴的压缩机叶轮的系统具有以下步骤:通过将由第一金属材料制成的第一部件与空隙部以及由第二金属材料制成的第二部件接合在一起而形成坯件,该第二部件具有端部区域,使得接合到所述空隙部中的端部区域和该空隙部形成压力连接,并且第二部件沿坯件的纵向轴线延伸,该纵向轴线还延伸穿过该空隙部,并且通过在相同的夹紧中的切削方法来加工坯件,以制造用于电驱动涡轮增压器的具有集成的轴的压缩机叶轮。
40、相比于传统制造,首先混合坯件通过将作为第二部件的钢针压入到铝盘(其为第一部件)中而形成。在旋转待制造的压缩机叶轮-轴装置的外部轮廓(该压缩机叶轮-轴装置具有带有集成的轴的压缩机叶轮)并且在该轴中沿纵向延伸的空隙部钻孔之后与电动机的其它部件进行组装。所述轴被放置在空心圆柱形的磁体中,该磁体以垫圈布置在作为包套的碳套筒中。用于套筒的替代材料是玻璃纤维或金属,例如钛或镍基合金。包套例如可以通过缠绕、压配合或热压配合被施加。随后对压缩机叶轮进行铣削并且使整个结构组合件平衡。在替代的方式中,压缩机叶轮的铣削在与其它部件组装之前发生。
- 还没有人留言评论。精彩留言会获得点赞!