一种耐高温单向阀及其加工工艺的制作方法
[0001]
本发明涉及阀门技术领域,具体涉及一种耐高温单向阀及其加工工艺。
背景技术:
[0002]
单向阀是气流只能一个方向流动而不能反向流动的方向控制阀,虽然市场上的单向阀种类繁多,但由于某些应用环境比较特殊,仍然存在一些技术问题,例如,在高温环境下,大多单向阀都是通过内置弹簧使其回路密封,但弹簧长时间工作在高温环境下,其弹力会加速衰减以至于最终失去弹性,导致单向阀失去作用,导致设备出现故障或发生生产事故,甚至危及生命安全。因此,大多数的单向阀受高温环境的影响,其使用寿命大大缩减,给企业增加了维护成本,直接影响了生产效率,甚至随时存在安全隐患。
技术实现要素:
[0003]
本公开的一方提供一种单向阀以及该单向阀的加工工艺,其目的用于解决高温环境下,单向阀的稳定性,延长单向阀的使用寿命,节省维护成本。
[0004]
为实现上述目的,本发明采用如下技术方案,本发明包括,
[0005]
阀体,所述阀体设有内腔,内腔的上方设有与其连通的气体出口,内腔的下方设有与其连通的气体入口,所述内腔包括导流段和密封段,导流段设置于密封段的上方,密封段为圆柱形,导流段为正方形或圆柱形,导流段的内径大于密封段的内径;
[0006]
阀芯,所述阀芯活动的设置于阀体的内腔内,所述阀芯分为导流体和密封体,导流体的纵向设有导流槽,导流槽用于单向阀开启时气体流通,导流体与导流段间隙配合;密封体为圆锥形,密封体与密封段配合;
[0007]
密封段的内径小于密封体的最大外径。
[0008]
进一步的,所述气体出口处设有挡圈,内腔的腔壁上设有与挡圈相匹配的挡圈槽。
[0009]
进一步的,所述阀体的顶部设有盖板,盖板上设有通孔,所述通孔与气体出口相连通。
[0010]
优选的,所述密封体为截头圆锥形,即圆台形,密封段的内径在密封体的上下底面的外径之间。
[0011]
优选的,所述密封体与密封段配合为密封配合。
[0012]
一种上述耐高温单向阀的加工工艺,其技术特征在于,包括阀芯和阀体的加工工艺,
[0013]
所述阀芯的加工工艺包括如下步骤:
[0014]
(1)、选取锻件;
[0015]
(2)、粗车,将步骤(1)的锻件车出圆柱形的导流体和圆台形的密封体,粗糙度ra3.2 um,密封体的锥面留量1mm;
[0016]
(3)、检查外观质量,查看步骤(2)加工后的工件有无锻造缺陷;
[0017]
(4)、精车,对步骤(3)的工件精车加工,保证导流体滑动面和密封体锥面尺寸的磨
削余量≮0.15-0.2mm,粗糙度达到ra1.6um,导流体上平面预留减重平衡块余量0.2-0.5mm;
[0018]
(5)、铣,将步骤(4)的导流体铣出若干个导流槽,导流槽均匀分布在导流体的周线上;
[0019]
(6)、热处理,在真空炉内,对步骤(5)的工件进行热处理,温度为1270-1285℃,回火温度550-570℃,使用热处理油对其淬火,淬火后工件的hrc≮62;
[0020]
(7)、磨削,对步骤(6)的工件进行磨削,使导流体的圆柱面与密封体的锥面圆滑过渡,粗糙度ra0.8um;
[0021]
(8)、去重磨削,对步骤(7)的导流体的上平面进行去重磨削,使阀芯符合设计重量;
[0022]
(9)、强化处理,对步骤(8)的工件表面强度和粗糙度进行加强,加工后表面强度hrc≮65,粗糙度ra0.2um以上;
[0023]
(10)、阀芯检验;
[0024]
所述阀体加工工艺包括如下步骤:
[0025]
(1)、选取锻件;
[0026]
(2)、粗车,对步骤(1)的锻件外部粗加工,钻中心内孔;
[0027]
(3)、检查外观质量,查看步骤(2)加工后的工件有无锻造缺陷;
[0028]
(4)、热处理,对步骤(3)的工件热处理,温度900-1000℃,油淬1-2小时,在700-820℃保温12-16小时,空冷,工件硬度在hb227~269之间;
[0029]
(5)、精车,对步骤(4)的工件外部和内孔精加工,粗糙度ra1.6 um以上,平端面;
[0030]
(6)、对步骤(5)的工件掉头,按外圆找正,精加工内腔的导流段,平端面并倒角0.5x45
°
,车挡圈槽;
[0031]
(7)、阀体检验。
[0032]
所述阀芯的加工工艺的步骤(9)强化处理所使用的设备为豪克能设备。
[0033]
进一步的,上述工艺还包括装配及打压试验。
[0034]
本发明与现有技术相比,本单向阀无弹簧设计,通过其阀芯自身重力完成密封作用,克服了传统单向阀在高温环境下因弹簧弹性失效而失去密封性能的技术难题;其次,本单向阀结构简单,维护及维修成本较低;第三,本单向阀延长了使用寿命,降低了企业的生产成本和维护成本。
附图说明
[0035]
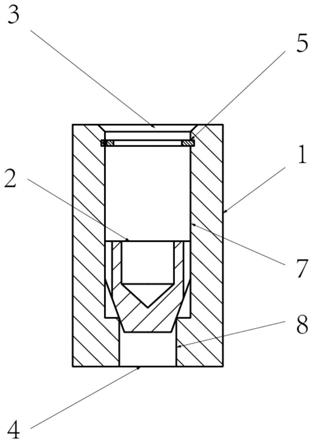
图1是根据本公开的一个方面的整体结构示意图;
[0036]
图2是根据本公开的一个方面的阀体结构示意图;
[0037]
图3是根据本公开的一个方面的阀芯结构示意图;
[0038]
图4是根据本公开的一个方面的阀芯截面结构示意图;
[0039]
图中,1-阀体、2-阀芯、3-气体出口、4-气体入口、5-挡圈、6-导流槽、7-导流段、8-密封段。
具体实施方式
[0040]
下面将结合具体的实施方案对本发明进行进一步的解释,但并不局限本发明,说
明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“前”、“后”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0041]
根据本公开的一个方面的实施例,如图1-4所示,耐高温单向阀包括阀体1,所述阀体1设有内腔,内腔的上方设有与其连通的气体出口3,气体出口3处设有挡圈5,内腔的腔壁上设有与挡圈5相匹配的挡圈槽,内腔的下方设有与其连通的气体入口4,所述内腔包括导流段7和密封段8,导流段7设置于密封段8的上方,导流段7和密封段8均为圆柱形,导流段7的内径大于密封段8的内径;
[0042]
阀芯2,所述阀芯2活动的设置于阀体1的内腔内,所述阀芯2分为导流体9和密封体10,导流体9的纵向设有导流槽6,导流槽6用于单向阀开启时气体流通,导流体9与导流段7间隙配合;密封体10为截头圆锥形,即圆台形,密封段8的内径在密封体10的上下底面的外径之间,密封体10与密封段8为密封配合。
[0043]
上述耐高温单向阀垂直安装,即单向阀的下端为气体的入口4,气体从下方进入阀体1,气体流入后对阀芯2产生向上的力,当气体向上的力大于阀芯2的重力时,单向阀被开启,气体经阀芯2的导流槽6从单向阀的出口3排出,当气体断流或气体的压力小于阀芯2的重力时,阀芯2在重力的作用下与阀体1的密封段8密封配合,单向阀被关闭。
[0044]
如果单向阀的出口3存在回流,即出口将会有气体流入,此时,从单向阀入口4进入的气体对阀芯2向上的压力要大于阀芯2的重力及出口进入的气体对阀芯2向下的压力才能开启。
[0045]
一种耐高温单向阀的加工工艺,包括阀芯和阀体的加工工艺,
[0046]
所述阀芯的加工工艺包括如下步骤:
[0047]
(1)、选取锻件,选用w18cr4vφ25mm的锻件,其退火状态hb≯255;
[0048]
(2)、粗车,将步骤(1)的锻件车出圆柱形的导流体和圆台形的密封体,粗糙度ra3.2 um,工件的外径为φ23mm,密封体的锥面留量1mm;
[0049]
(3)、检查外观质量,查看步骤(2)加工后的工件有无锻造缺陷;
[0050]
(4)、精车,对步骤(3)的工件精车加工,保证导流体滑动面和密封体锥面尺寸的磨削余量≮0.15-0.2mm,工件的外径为φ22(0/-0.02)mm,粗糙度达到ra1.6um,导流体上平面预留减重平衡块余量0.2-0.5mm;
[0051]
(5)、铣,将步骤(4)的导流体铣出6个深度为3mm的导流槽,6个导流槽均匀分布在导流体的周线上;
[0052]
(6)、热处理,在真空炉内,对步骤(5)的工件进行热处理,温度为1280℃,回火温度560℃,使用热处理油对其淬火,淬火后工件的hrc≮62;
[0053]
(7)、磨削,对步骤(6)的工件进行磨削,工件的外径为φ22(-0.04)mm,使导流体的圆柱面与密封体的锥面圆滑过渡,粗糙度ra0.8um;
[0054]
(8)、去重磨削,对步骤(7)的导流体的上平面进行去重磨削,使阀芯重量为
0.086kg;
[0055]
(9)、强化处理,使用豪克能设备对步骤(8)的工件表面强度和粗糙度进行加强,加工后表面强度hrc≮65,粗糙度ra0.2um以上;
[0056]
(10)、阀芯检验;
[0057]
所述阀体加工工艺包括如下步骤:
[0058]
(1)、选取锻件,选用1cr15ni25ti2movbφ25mm锻件;
[0059]
(2)、粗车,对步骤(1)的锻件外部粗加工,车外径至φ22mm,钻中心内孔至φ6mm;
[0060]
(3)、检查外观质量,查看步骤(2)加工后的工件有无锻造缺陷;
[0061]
(4)、热处理,对步骤(3)的工件热处理,温度900℃,油淬2小时,在700℃保温15小时,空冷,使工件硬度在hb227~269之间;
[0062]
(5)、精车,对步骤(4)的工件外部精车,外圆至φ21(-0.05)mm,内空至φ8mm,粗糙度ra1.6 um以上,平端面;
[0063]
(6)、对步骤(5)的工件掉头,按外圆找正,精加工内腔的导流段,导流段为φ12(+0.10/+0.07)mm,平端面并倒角0.5x45
°
,车挡圈槽;
[0064]
(7)、阀体检验。
[0065]
将阀芯和阀体进行装配,进行打压试验。
[0066]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1