一种液压螺栓及其安装结构的制作方法
1.本实用新型涉及一种螺栓,尤其是涉及一种液压螺栓及其安装结构。
背景技术:
2.众所周知,液压螺栓已广泛应用于联轴器、船舶轴系法兰、大型发动机气缸等装置中,由于液压螺栓应有多次装拆的性能,所以在装拆过程中锥套与螺栓杆的表面均承受较大应力和轴向拉力,故锥套与螺栓杆的接触表面容易造成拉毛、拉伤,甚至有咬死的现象,以致不能达到多次装拆的使用要求。
技术实现要素:
3.本实用新型的目的在于提供一种液压螺栓,以解决现有技术中液压螺栓存在装拆过程易造成拉毛、拉伤及咬死的问题。
4.本实用新型的另一目的在于提供一种液压螺栓安装结构,以解决现有技术中液压螺栓存在装拆过程易造成拉毛、拉伤及咬死的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种液压螺栓,其包括:
7.螺杆,其两端具有螺纹段,所述螺杆的中间外圆部位具有一定锥度,且所述螺杆的表面上有螺旋槽;
8.锥套,其内孔为配合所述螺杆中间外圆部位设置的锥形孔,所述锥套包括金属基体,所述金属基体的内、外表面形成有一层磷化膜,所述磷化膜之外形成有一层润滑层;
9.使用时,所述螺杆穿入锥套的内孔中,所述锥套设置于两个连接件的连接孔内。
10.作为本方案的进一步改进,所述螺杆的一端面开设有一个螺孔,所述螺孔与所述螺旋槽相连通。
11.作为本方案的进一步改进,所述润滑层为硬脂酸钠皂层。
12.作为本方案的进一步改进,所述螺杆两端的螺纹段上安装有螺母,所述螺母的周边开设有若干个操作孔,装配时,转动棒插入所述操作孔内。
13.一种液压螺栓安装结构,其包括第一连接件、第二连接件和液压螺栓,所述第一连接件和第二连接件上对应开设有连接孔,所述液压螺栓包括螺杆和锥套,所述螺杆两端具有螺纹段,且所述螺杆中间外圆部位具有一定锥度,所述螺杆的表面上有螺旋槽,所述锥套的内孔为配合所述螺杆中间外圆部位设置的锥形孔,且所述锥套包括金属基体,所述金属基体的内、外表面形成有一层磷化膜,所述磷化膜之外形成有一层润滑层,所述螺杆穿入所述锥套后直接装入第一连接件和第二连接件的连接孔中,安装定位套和液压拉伸器分别装在螺杆一端的螺纹上,通过液压拉伸器产生轴向拉力,驱动螺杆在锥套中移动,同时也使锥套产生径向扩张并达到一定的过盈量,所述安装定位套和液压拉伸器旋出;最后将两端的螺母装上。
14.作为本方案的进一步改进,所述螺杆的一端面开设有一个螺孔,所述螺孔与所述
螺旋槽相连通。
15.作为本方案的进一步改进,所述润滑层为硬脂酸钠皂层。
16.作为本方案的进一步改进,所述螺母的周边开设有若干个操作孔,装配时,转动棒插入所述操作孔内。
17.本实用新型的有益效果为,与现有技术相比所述液压螺栓安装结构的通过对锥套进行了锰系磷化处理形成一层磷化膜,并在磷化膜外形成一层润滑层,既降低了接触表面间的摩擦系数,又提高了液压螺栓的使用寿命;达到了液压螺栓在装拆中锥套无拉毛、拉伤、咬死等的作用,保证了重复装拆的使用性能。
附图说明
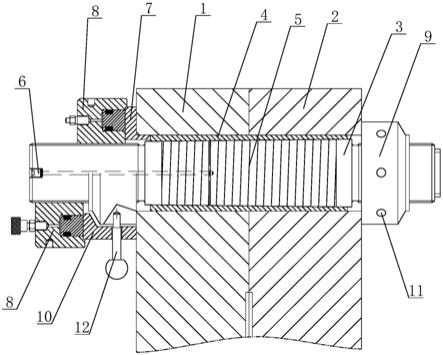
18.图1是本实用新型具体实施方式1提供的液压螺栓安装结构的结构示意图;
19.图2是本实用新型具体实施方式1提供的液压螺栓安装结构的锥套的局部剖面图。
具体实施方式
20.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
21.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容理解的更加透彻全面。需要说明的是,当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在居中的部件。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.请参阅图1和图2所示,本实施例中,一种液压螺栓安装结构包括第一法兰1、第二法兰2和液压螺栓,第一法兰1和第二法兰2上对应开设有连接孔,液压螺栓包括螺杆3和锥套4,螺杆3两端具有螺纹段,且螺杆3中间外圆部位具有一定锥度,螺杆3的表面上有螺旋槽5,螺杆3的一端面开设有一个螺孔6,螺孔6与螺旋槽5相连通,锥套4的内孔为配合螺杆3中间外圆部位设置的锥形孔,且锥套4包括金属基体40,金属基体40的内、外表面形成有一层磷化膜41,磷化膜41之外形成有一层硬脂酸钠皂层42。
23.磷化膜41具体的形成工艺为:对锥套4表面实施了锰系磷化处理,将锥套4浸泡在规定的磷化槽液中,在经过复杂的化学反应与电化学反应,在锥套4的表面上形成有一定厚度的,并带有结晶水的磷酸盐结晶型的转化膜。化学反应包括了磷酸及磷酸盐的电离和水解;促进剂的氧化;磷酸根与金属离子的还原和沉淀;结合剂与二价铁离子的络合等;电化学反应基于金属表面存在若干微阳极和微阴极,形成微电池腐蚀。锥套4在磷化槽液中随着时间延长,电化学的反应向成膜方向进行,并经历了快速、缓慢和减少的三个成膜阶段,最终在锥套的内、外表面形成了一层完整的磷化膜。
24.总反应式如下:
[0025][0026]
即磷化膜是mn3(po4)2。3h2o+fehpo4.2h2o的混合定型结晶。
[0027]
磷化膜41的优点及作用:1)提高了锥套表面的延展性和润滑性;2)提高了锥套表面的抗磨性、耐磨性及防锈作用;3)降低了接触表面间的摩擦系数,实现了液压螺栓多次重复装拆的使用性能;4)因表面有磷化膜的保护,即不会产生拉毛、拉伤及咬死等现象,极大的提高了液压螺栓使用寿命。
[0028]
硬脂酸钠皂层42具体的形成工艺为:采用了硬脂酸皂液对锥套4表面进行填充,使其表面形成一种润滑和保护的硬脂酸钠皂层42。
[0029]
螺杆3穿入锥套4后直接装入第一法兰1和第二法兰2的连接孔中,安装定位套7和液压拉伸器8先后分别装在螺杆3一端的螺纹上,通过液压拉伸器8产生轴向拉力,驱动螺杆3在锥套4中移动,同时也使锥套4产生径向扩张并达到一定的过盈量,安装定位套7和液压拉伸器8旋出;最后将两端的螺母9装上,要求靠平第一法兰1和第二法兰2端面,再分别将预紧套10和液压拉伸器8装入螺杆3,套合在螺母9上,通过液压拉伸器8产生轴向的预紧力,螺母9的周边开设有若干个操作孔11,装配时,转动棒12插入操作孔11内将螺母9锁紧,以此来实现两法兰端面的连接。在液压螺栓拆卸时,利用高压油通过螺孔6和螺杆3外锥面上的螺旋槽5,使锥套4扩张达到或超过安装时的最大油压,以致螺杆3在锥套4中自由脱落或移动,则液压螺栓可顺利从法兰孔中取出。
[0030]
注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1