一种锁紧型减震垫圈及其加工与试验方法与流程
1.本发明属于飞机零部件加工技术领域,特别涉及一种锁紧型减震垫圈及其加工与试验方法。
背景技术:
2.随着我国航空事业的发展,飞机及其飞机发动上用产品均趋于高精尖化,性能要求越来越高,飞行环境恶劣。对飞机上零部件的要求也随之提高。
3.垫圈是用于飞机操作连杆耳环接头部位用的锁紧垫片产品,垫圈在使用过程中其主要用途为耳环接头与操作连杆间的锁紧作用,且可以防止两者因刚性接触而产生开裂现象,又可以化解因外界因素产生振动带来的强冲击力,起减震作用。现有的垫圈在使用过程中会产生开裂甚至断裂的情况,极大地影响了飞机操作连杆耳环接头部位的工作稳定性。
技术实现要素:
4.本发明意在提供一种锁紧型减震垫圈及其加工与试验方法,以解决现有的垫圈在使用过程中会产生开裂甚至断裂的情况,且本发明的垫圈在装配使用过程中锁紧性能稳定减震效果明显,能够在行业内广泛使用。
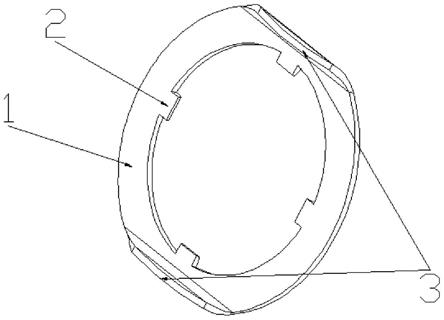
5.为达到上述效果,本发明提供如下方案:一种锁紧型减震垫圈,包括呈环状的垫圈本体,所述垫圈本体的内侧向垫圈本体中心延伸设有垫圈内齿部,所述垫圈内齿部上倾斜设置的倒角部,所述垫圈内齿部设有多个且呈环形阵列设置,所述垫圈本体的外侧设有折弯部,所述折弯部垂直于所述垫圈本体,所述折弯部的数量设有多个。
6.优选的,所述垫圈内齿部至少设有4个。
7.优选的,所述折弯部的数量为2且基于所述垫圈本体的中心对称设置。
8.本发明还提供上述锁紧型减震垫圈的加工方法,包括以下步骤:包括以下步骤:备料、线切割、数控车倒角、去毛刺、表面处理和检验尺寸外观。
9.优选的,所述表面处理为在产品上涂覆十六醇。
10.本发明还提供上述锁紧型减震垫圈的试验方法,包括以下步骤:s1准备试验工装,所述试验工装包括连接杆、齿轮、调整垫片、手柄、扭力钳工装、扭力扳手、台虎钳、榔头;
11.s2组装试验工装;
12.s3将连接杆固定到台虎钳上;
13.s4将扭力钳工装与扭力扳手连接;
14.s5采用扭力扳手扳拧扭力钳工装,试验要求:扭力到达500n
·
m后锁紧型减震垫圈的垫圈内齿部未断裂;
15.s6将锁紧型减震垫圈通过榔头锤击手柄与锁紧型减震垫圈的折弯部连接处的平面处,试验要求:折弯部不产生开裂。
16.本发明的有益效果为:相对于现有技术而言,1、本发明的垫圈通过垫圈内齿部以及折弯部的设计,极大地提高了锁紧性能。2、通过本发明的新工艺方法,降低了生产成本,
提高了加工后产品的质量,保证了产品在装配的合格率高达95%以上。3、本发明形成了一套针对该类锁紧型减震垫圈的试验方法;通过试验验证保证了锁紧型减震垫圈使用的稳定性及可靠性;同时通过增加最终模拟装配试验,避免在最终装配时发现问题,影响整体装机时间。
附图说明
17.图1为本发明中锁紧型减震垫圈的立体结构示意图;
18.图2为图1的背向视图;
19.图3为本发明中锁紧型减震垫圈的剖视图;
20.图4为本发明中锁紧型减震垫圈的试验工装的示意图;
21.图5为图4去掉手柄的结构示意图;
22.图6为本发明中扭力钳工装的结构示意图。
具体实施方式
23.下面通过具体实施方式进一步详细说明:
24.说明书附图中的附图标记包括:垫圈本体1、垫圈内齿部2、倒角部21、折弯部3、连接杆10、齿轮20、调整垫片30、锁紧型减震垫圈40、手柄50、敲打部60、扭力钳工装70。
25.实施例1基本如附图1-3所示:一种锁紧型减震垫圈40,包括呈环状的垫圈本体1,垫圈本体1的内侧向垫圈本体1中心延伸设有垫圈内齿部2,垫圈内齿部2上倾斜设置的倒角部21,垫圈内齿部2的数量为4且呈环形阵列设置,垫圈本体1的外侧设有折弯部3,折弯部3垂直于垫圈本体1,折弯部3的数量为2且基于垫圈本体1的中心对称设置。
26.实施例2,基于实施例1的锁紧型减震垫圈40的加工方法,包括以下步骤:
27.步骤1、备料:选ocr18ni9/gjb2295a板材,a.控制原材料板材厚度的一致性将厚度公差范围控制在0.05mm以下;b.材料状态:固溶状态,且复验硬度120~180hv;
28.步骤2、线切割:采用线切割成型锁紧型减震垫圈40的外形及内腔(使垫圈内齿部24个齿的对称度不大于0.1mm,在装配时4个齿能够同时受力);
29.步骤3、数控车:加工垫圈内齿部2上的倒角部21;
30.步骤4、去毛刺:去除因数控车产生的所有毛刺;
31.步骤5、表面处理:按要求表面采用涂覆十六醇;
32.步骤6、检验尺寸外观:按产品标准要求进行尺寸、外观检验。
33.实施例3,基于实施例1的锁紧型减震垫圈40的试验方法,包括以下步骤:s1准备试验工装,试验工装包括连接杆10、齿轮20、调整垫片30、手柄50、扭力钳工装70(如图6所示)、扭力扳手、台虎钳、榔头;
34.s2组装试验工装,组装后如图4-5所示;
35.s3将连接杆10固定到台虎钳上;
36.s4将扭力钳工装70与扭力扳手连接;
37.s5采用扭力扳手扳拧扭力钳工装70,试验合格要求:扭力到达500n
·
m后锁紧型减震垫圈40的垫圈内齿部2未断裂;
38.s6将锁紧型减震垫圈40通过榔头锤击手柄50与锁紧型减震垫圈40的折弯部3连接
处的平面处(敲打部60),试验合格要求:折弯部3不产生开裂;所有试验完成,且试验合格后开具合格检定报告,然后送达装配使用。
39.如图4的装配图所示,本发明锁紧型减震垫圈40在使用过程中,为防止手柄50使用过程松动,将锁紧型减震垫圈40外圆折弯到手柄50上的平面,垫圈折弯90
°
;为避免调整垫片30和手柄50之间直接接触,产生冲击力,从而达到起减震作用。
40.以上的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本发明要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.一种锁紧型减震垫圈,其特征在于:包括呈环状的垫圈本体,所述垫圈本体的内侧向垫圈本体中心延伸设有垫圈内齿部,所述垫圈内齿部上倾斜设置的倒角部,所述垫圈内齿部设有多个且呈环形阵列设置,所述垫圈本体的外侧设有折弯部,所述折弯部垂直于所述垫圈本体,所述折弯部的数量设有多个。2.根据权利要求1所述的一种锁紧型减震垫圈,其特征在于:所述垫圈内齿部至少设有4个。3.根据权利要求2所述的一种锁紧型减震垫圈,其特征在于:所述折弯部的数量为2且基于所述垫圈本体的中心对称设置。4.根据权利要求1-3任一所述的一种锁紧型减震垫圈的加工方法,其特征在于:包括以下步骤:备料、线切割、数控车倒角、去毛刺、表面处理和检验尺寸外观。5.根据权利要求4所述的一种锁紧型减震垫圈的加工方法,其特征在于:所述表面处理为在产品上涂覆十六醇。6.根据权利要求1-3任一所述的一种锁紧型减震垫圈的试验方法,其特征在于:包括以下步骤:s1准备试验工装,所述试验工装包括连接杆、齿轮、调整垫片、手柄、扭力钳工装、扭力扳手、台虎钳、榔头;s2组装试验工装;s3将连接杆固定到台虎钳上;s4将扭力钳工装与扭力扳手连接;s5采用扭力扳手扳拧扭力钳工装,试验要求:扭力到达500n
·
m后锁紧型减震垫圈的垫圈内齿部未断裂;s6将锁紧型减震垫圈通过榔头锤击手柄与锁紧型减震垫圈的折弯部连接处的平面处,试验要求:折弯部不产生开裂。
技术总结
本发明公开了飞机零部件加工技术领域的一种锁紧型减震垫圈,包括呈环状的垫圈本体,所述垫圈本体的内侧向垫圈本体中心延伸设有垫圈内齿部,所述垫圈内齿部上倾斜设置的倒角部,所述垫圈内齿部设有多个且呈环形阵列设置,所述垫圈本体的外侧设有折弯部,所述折弯部垂直于所述垫圈本体,所述折弯部的数量设有多个。本发明还公开了上述锁紧型减震垫圈的加工方法,包括以下步骤:备料、线切割、数控车倒角、去毛刺、表面处理和检验尺寸外观。本发明解决了现有的垫圈在使用过程中会产生开裂甚至断裂的情况,且本发明的垫圈在装配使用过程中锁紧性能稳定减震效果明显,能够在行业内广泛使用。使用。使用。
技术研发人员:穆仁强 王相波 张荣生 旦其江 李明燕 张广 杨德松 杨林 叶江华
受保护的技术使用者:贵州精立航太科技有限公司
技术研发日:2021.12.24
技术公布日:2022/4/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1