一种E型调心滚子轴承的装配工装及其装配方法与流程
一种e型调心滚子轴承的装配工装及其装配方法
技术领域
1.本发明涉及轴承生产制造的技术领域,尤其涉及一种e型调心滚子轴承的装配工装及其装配方法。
背景技术:
2.e型结构双列调心滚子轴承采用对称球面滚子,两片淬火钢冲压保持架,内圈无挡边和带一个由保持架引导的中挡圈,中挡圈靠近外圈可以改善滚子端面与挡圈接触处的润滑,它的作用在于减小轴承摩擦,有助于在非载荷区内引导滚子,并协助滚子进入载荷区,同时滚子长度加大,所以额定载荷有了较大的提高,通常额定负荷可提高20%~30%。
3.针对该类双列调心滚子轴承的装配,目前大多采用的安装步骤是:1、将保持架套装在轴承内圈的外端;2、依次用橡胶锤将滚子砸入保持架中(双列调心滚子轴承的保持架两侧均要砸入滚子),且在每侧的保持架中预留2-3个相邻的空位不砸入滚子;3、以预留未砸入滚子的位置作为安装位置,将保持架与轴承内圈安装在轴承外圈中,再将预留未砸入滚子的位置转出,使得轴承内圈与轴承外侧呈交叉状,再次将该预留未砸入滚子的位置砸入滚子,在保持架中装入所有的滚子后,将保持架与轴承外圈合套,也即完成了调心滚子轴承的装配。
4.由上述技术现状可以看出,其装配过程较为繁琐,劳动强度较大,生产效率较低,且由于采用砸入的方式来装配滚子,容易导致滚子与保持架的擦伤、变形,进而影响轴承的精度和使用寿命。对此,现有技术中公开了一种易组装的e型结构双列调心滚子轴承(专利申请号为“202021617688.5”),其采用无挡边的轴承内圈结构,并结合保持架锁点凸起的应用,使得调心轴承的安装更加简单。但是,其又带来了新的技术问题:1、由于采用的是边装入滚子边固定锁紧的方式,导致生产效率降低,且在进行滚子的锁紧过程中,滚子容易从保持架的窗口中滑落,进一步影响装配效率;2、由于保持架较窄,且因保持架强度的考虑,不能在保持架上打孔定位,也即无法限制保持架放置的方位,给自动化装配带来了困扰;3、滚子锁紧的质量得不到有效的控制,全靠员工的责任心,给后期的质检工作带来较大的工作量,且轴承的装配精度和质量参差不齐。
技术实现要素:
5.有鉴于此,为克服现有技术的不足,本发明提供一种e型调心滚子轴承的装配工装及其装配方法,有效解决上述调心滚子锁紧质量不统一,装配效率低,轴承精度参差不齐的技术问题。
6.为实现上述目的,本发明的技术方案如下:一种e型调心滚子轴承的装配工装,包括上工装板和与所述上工装板相对应的下工装板组件,所述上工装板的内侧由外向内依次设置有环压槽和避让槽,所述环压槽内设置有与调心滚子倾斜角度相适配的斜面,所述避让槽呈环形设置,且与所述斜面相衔接,用于避让保持架的上端面。所述下工装板组件包括下工装板、位于所述下工装板底面的连接
底板,所述下工装板的内侧由外向内依次设置有第一台阶和第二台阶,所述第二台阶上环形均匀的设置有多个锁紧凸起,所述锁紧凸起的数量根据轴承上调心滚子的数量来确定。所述锁紧凸起的上端面由内向外依次设置有保持架定位部和锁紧支承部,且所述保持架定位部高于所述锁紧支承部,所述锁紧支承部高于所述第一台阶0.5-1.5mm。所述第一台阶上设置有定位销,且所述定位销位于任意两个所述锁紧凸起的中心线上。
7.所述上工装板与所述下工装板之间形成有保持架型腔,所述环压槽与所述第一台阶之间形成有调心滚子型腔,且在上工装板与所述下工装板相抵时,所述锁紧支承部上端面到所述环压槽的距离比轴承的调心滚子高度与保持架的材料厚度之和小0.5-1.5mm。
8.较佳的,所述上工装板的中部设置有中心定位孔和安装螺钉孔,所述安装螺钉孔位于所述中心定位孔的外侧。在安装使用时,所述中心定位孔套于压力机滑枕下端面的中心定位块上,起到确定中心的作用;所述安装螺钉孔用于所述上工装板的安装,起到连接固定的作用。
9.进一步的,所述第二台阶上环形均匀的设置有与所述锁紧凸起数量一致的凸起安装槽,所述锁紧凸起插接于所述凸起安装槽内,所述锁紧凸起的下端面相抵于所述连接底板的上端面。
10.进一步的,所述下工装板组件的加工步骤如下:s1、取调质后的圆棒料分别粗车出所述下工装板和连接底板的外形轮廓,使其外形轮廓尺寸均比图纸要求的尺寸大0.2-0.3mm,再进行精车,将所述下工装板和连接底板加工到图纸要求的尺寸,并加工出螺纹孔或安装孔;s2、用钻床在所述下工装板上加工出线切割的工艺孔,并采用慢走丝线切割的方式加工出所述凸起安装槽;s3、将加工好的所述下工装板和连接底板进行真空淬火,并回火,使所述下工装板和连接底板的硬度为hrc50-55;s4、取调质后的板材加工所述锁紧凸起,使所述锁紧凸起的长度方向和宽度方向的外形轮廓尺寸比图纸要求的尺寸大0.1-0.2mm,使所述锁紧凸起的高度方向的外形轮廓尺寸比图纸要求的尺寸大1-2mm;s5、采用平面磨床加工所述锁紧凸起的长度方向和宽度方向,使所述锁紧凸起过盈配合的装配于所述凸起安装槽内,并使所述锁紧凸起相抵于所述连接底板;s6、将装配有所述锁紧凸起的下工装板置于数控车床中,加工所述保持架定位部和锁紧支承部,使得多个所述锁紧支承部的端面高度保持一致;s7、取出所述锁紧凸起进行热处理,使其硬度为hrc40-45,再将热处理后的所述锁紧凸起重新装配于所述凸起安装槽内,将所述连接底板安装于所述下工装板的底部,并使所述锁紧凸起相抵于所述连接底板,此时多个所述锁紧支承部的端面高度保持一致,也即完成了下工装板组件的加工和装配。
11.进一步的,多个所述保持架定位部外侧面所形成的圆形直径和保持架底部的内径相适配,用于保持架的定位。
12.本发明专利还提供一种e型调心滚子轴承的装配方法,其装配方法如下:s01、将上工装板通过中心定位孔和安装螺钉孔安装于压力机的滑枕中,在所述压力机的工作台上设置限位组件用于下工装板组件的定位,使所述上工装板和所述下工装板
组件保持同轴心;s02、在下工装板组件中放入保持架,所述下工装板组件中的保持架定位部用于保持架的中心定位;s03、在设置有定位销处的保持架中依次放入调心滚子,利用所述调心滚子、保持架以及所述定位销将所述保持架进行圆周方向的定位,使得保持架上的锁点与锁紧支承部一一对应,有效解决了保持架上的锁点无法与所述锁紧支承部一一对应的问题,为自动化装配奠定了基础。
13.s04、启动所述压力机,所述上工装板下移并与所述下工装板组件相抵,所述锁紧支承部将保持架上的锁点顶起,并顶入至调心滚子一端的凹槽内,此时调心滚子与保持架连接于一体;s05、在轴承内圈外部装配好带有调心滚子的保持架、中挡圈;s06、将s05中的轴承内圈装入轴承外圈内,也即完成了调心滚子轴承的装配。
14.本发明的有益效果是:(1)通过所述上工装板和下工装板组件的设置,改变了调心滚子传统手工敲打装配的方式,使得调心滚子同步装配于保持架中,提高了装配质量和装配的精度,也提高了生产效率,降低了劳动强度;(2)采用间接定位的方式,突破了传统的定位观念,利用定位销与调心滚子和保持架自身来限制保持架圆周方向的位置,有效解决了保持架上的锁点无法与所述锁紧支承部一一对应的问题,从而有效实现调心滚子与保持架的压入式装配;(3)通过分体式下工装板组件的设置,不仅降低了下工装板组件的制造难度,确保锁紧支承部的上端面高度保持一致,提高了下工装板组件的精度和轴承装配的精度,还便于锁紧凸起的替换,降低了后期的维护和生产成本;(4)通过锁紧支承部与第一台阶高度差的设置、锁紧支承部上端面到环压槽的距离、调心滚子高度与保持架的材料厚度之和的尺寸控制,能有效保证保持架上的锁点顶入至调心滚子下端面凹槽的尺寸,控制精度更加精准,质量得到有效的统一。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
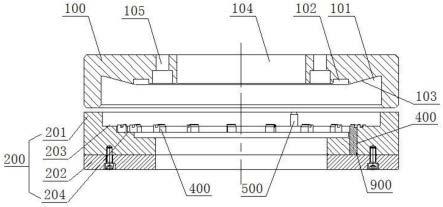
16.图1为本发明专利的结构示意图;图2为本发明专利中锁紧凸起的结构示意图;图3为本发明专利的使用状态示意图;图4为本发明专利中下工装板的结构示意图;图5为本发明专利中利用定位销和调心滚子给保持架圆周方向定位的原理结构示意图;图6为本发明专利中调心滚子轴承的结构示意图。
17.图中,100、上工装板,101、环压槽,102、避让槽,103、斜面,104、中心定位孔,105、安装螺钉孔,200、下工装板组件,201、下工装板,202、连接底板,203、第一台阶,204、第二台阶,300、调心滚子,301、凹槽,400、锁紧凸起,401、保持架定位部,402、锁紧支承部,500、定
位销,600、保持架,601、锁点,700、保持架型腔,800、调心滚子型腔,900、凸起安装槽,1000、轴承内圈,1100、中挡圈,1200、轴承外圈。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.参照图1至图6,一种e型调心滚子轴承的装配工装,包括上工装板100和与上工装板100相对应的下工装板组件200,上工装板100的内侧由外向内依次设置有环压槽101和避让槽102,环压槽101内设置有斜面103,所述斜面的倾斜角度为α,调心滚子300的倾斜角度为β,且α=β。所述下工装板组件200包括下工装板201、位于所述下工装板201底面的连接底板202,所述下工装板201的内侧由外向内依次设置有第一台阶203和第二台阶204,所述第二台阶204上环形均匀的设置有19个锁紧凸起400。所述锁紧凸起400的上端面由内向外依次设置有保持架定位部401和锁紧支承部402,且所述保持架定位部401高于所述锁紧支承部402,所述锁紧支承部402比第一台阶203高出1.5mm。所述第一台阶203上设置有定位销500,且所述定位销500位于任意两个所述锁紧凸起400的中心线上,并与调心滚子300相结合形成了保持架600圆周方向的定位。
20.上工装板100与下工装板201之间形成有保持架型腔700,环压槽101与第一台阶203之间形成有调心滚子型腔800,且在上工装板100与下工装板201相抵时,锁紧支承部402上端面到环压槽101的距离比调心滚子300高度与保持架600的材料厚度之和小1.5mm。
21.上工装板100的中部设置有中心定位孔104和安装螺钉孔105,所述安装螺钉孔105位于所述中心定位孔104的外侧。在安装使用时,中心定位孔104套于压力机滑枕下端面的中心定位块上,起到确定中心的作用;安装螺钉孔105用于上工装板100的安装,起到连接固定的作用。
22.第二台阶204上环形均匀的设置有19个凸起安装槽900,锁紧凸起400插接于凸起安装槽900内,使用时锁紧凸起400的下端面相抵于连接底板202的上端面。
23.其中,下工装板组件200的加工步骤如下:s1、取调质后的圆棒料分别粗车出所述下工装板201和连接底板202的外形轮廓,使其外形轮廓尺寸均比图纸要求的尺寸大0.2-0.3mm,再进行精车,将所述下工装板201和连接底板202加工到图纸要求的尺寸,并加工出螺纹孔或安装孔;s2、用钻床在所述下工装板201上加工出线切割的工艺孔,直径宜采用3mm的钻头,用于贯穿钼丝,并采用慢走丝线切割的方式加工出凸起安装槽900;s3、将加工好的所述下工装板201和连接底板202进行真空淬火,并回火,使下工装板201和连接底板202的硬度为hrc50-55;s4、取调质后的板材加工锁紧凸起400,使锁紧凸起400的长度方向和宽度方向的外形轮廓尺寸比图纸要求的尺寸大0.1-0.2mm,使锁紧凸起400的高度方向的外形轮廓尺寸比图纸要求的尺寸大1mm;s5、采用平面磨床加工锁紧凸起400的长度方向和宽度方向,使锁紧凸起400过盈
配合的装配于凸起安装槽900内,并使锁紧凸起400相抵于连接底板202;s6、将装配有所述锁紧凸起400的下工装板201置于数控车床中,加工所述保持架定位部401和锁紧支承部402,使得19个锁紧支承部402的端面高度保持一致,也即水平高度一致;s7、将加工好的锁紧凸起400取出,并进行热处理,使其硬度为hrc40-45,再将热处理后的锁紧凸起400重新装配于凸起安装槽900内,将连接底板202安装于下工装板201的底部,并使锁紧凸起400相抵于连接底板202,此时19个锁紧支承部402的端面高度保持一致,也即完成了下工装板组件200的加工和装配。
24.如图3所示,19个保持架定位部401外侧面所形成的圆形直径和保持架600底部的内径相适配,用于保持架600的定位。
25.本发明专利还提供一种e型调心滚子轴承的装配方法,其装配方法如下:s01、将上工装板100通过中心定位孔104和安装螺钉孔105安装于压力机的滑枕中,在所述压力机的工作台上设置限位组件(图中未示出,可以采用v型挡板,也可以采用中心定位的方式)用于下工装板组件200的定位,使上工装板100和下工装板组件200保持同轴心;s02、在下工装板组件200中放入保持架600,下工装板组件200中的保持架定位部401用于保持架600的中心定位;s03、在设置有定位销500处的保持架600中依次放入调心滚子300,(即:以设置有定位销500处的保持架600为起点,逐步开始放置调心滚子300),利用调心滚子300、保持架600以及所述定位销500将保持架600自身进行圆周方向的定位,使得保持架600上的锁点601与锁紧支承部402一一对应,有效解决了保持架600上的锁点601无法与锁紧支承部402一一对应的问题,为自动化装配奠定了基础。此时,调心滚子300置于保持架600上,且锁点601分别位于对应的调心滚子300下端面的凹槽301的正下方;s04、启动所述压力机,上工装板100在压力机滑枕的带动下下移并与下工装板组件200相抵,此时保持架600的上端沉入避让槽102内,斜面103挤压调心滚子300,调心滚子300的下端面挤压保持架600,故在锁紧支承部402的作用下,将保持架600上的锁点601顶起,并顶入至调心滚子300一端的凹槽301内,此时调心滚子300与保持架600连接于一体;s05、在轴承内圈1000外部装配好带有调心滚子300的保持架600、中挡圈1100;s06、再将s05中的轴承内圈1000装入轴承外圈1200内,也即完成了调心滚子轴承的装配。
26.如图1至图6所示,本发明专利通过上工装板100和下工装板组件200的设置,改变了调心滚子300传统手工敲打装配的方式,使得19个调心滚子300同时装配于保持架600中,提高了轴承的装配质量和装配精度,也提高了生产效率,降低了劳动强度;而采用间接定位的方式,突破了传统的定位观念,利用定位销500与调心滚子300和保持架600自身来限制保持架600圆周方向的位置,有效解决了保持架600上的锁点601无法与锁紧支承部402一一对应的问题,从而有效实现调心滚子300与保持架600的压入式装配。
27.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1