一种旋转放置型贴袋系统的制作方法
1.本实用新型涉及产品包装领域,尤其是一种旋转放置型贴袋系统。
背景技术:
2.在货架上采用挂装式商品陈列售卖可以更好的向顾客展示产品的外观,激发客户的购买欲望,在现有技术中采用挂装式售卖的商品,通常为挂接条和产品包装袋,挂接条和产品通过粘接或挂接的方式进行连接。
3.在现有技术中挂接条和产品的粘接通常采用人工进行粘贴,没有实现流水化自动作业,极大浪费人力资源。
技术实现要素:
4.本实用新型目的在于:针对上述问题,提供一种旋转放置型贴袋系统,解决了现有技术中人工在挂接条上粘贴产品效率低,浪费人力资源的问题。
5.本实用新型是通过下述方案来实现的:
6.一种旋转放置型贴袋系统,包括输送部、旋转装载部、盛放部、检测部、控制柜和支撑底座,所述旋转装载部、盛放部、检测部、控制柜均设置在支撑底座上,所述输送部靠近支撑底座设置,所述旋转装载部靠近盛放部设置,所述旋转装载部能够将盛放部中的物料转运到输送部上,所述检测部和旋转装载部沿输送部的长度方向依次设置。
7.基于上述一种旋转放置型贴袋系统的结构,所述盛放部包括旋转底盘、伺服电机和物料柜;所述伺服电机嵌套设置于支撑底座中,所述旋转底盘与伺服电机的输出部连接,所述物料柜在旋转底盘上至少设置为2个。
8.基于上述一种旋转放置型贴袋系统的结构,所述物料柜包括前侧板、后侧板和边侧板;所述前侧板、后侧板和2个边侧板形成矩形结构,所述前侧板中设置有条形开槽,所述条形开槽贯穿整个前侧板设置,所述后侧板中设置有观测槽,所述观测槽沿后侧板的高度方向设置,所述边侧板上远离旋转底盘的端部上设置有限位片。
9.基于上述一种旋转放置型贴袋系统的结构,所述物料柜中设置有底板和阻挡块,所述阻挡块设置在物料柜中靠近旋转底盘的位置上,所述底板设置于物料柜中。
10.基于上述一种旋转放置型贴袋系统的结构,所述旋转装载部包括支撑座、供气筒、旋转臂和伸缩吸附件;所述旋转臂与支撑座转动设置,使旋转臂能够相对于支撑座进行转动,所述伸缩吸附件分别设置在旋转臂两端,所述供气筒通过管路分别与伸缩吸附件连接,所述伸缩吸附件上设置有吸附产品的吸盘,以及对吸盘进行升降的伸缩部。
11.基于上述一种旋转放置型贴袋系统的结构,所述支撑座上设置有旋转电机,所述旋转电机的输出端向上设置,所述旋转电机的输出端与旋转臂的中心位置相连接,使旋转臂在旋转的过程中两端部的停留位置相同;所述所述伸缩吸附件包括吸盘组件、按压组件、连接板和伸缩气缸;所述伸缩气缸的与旋转臂的一端固定连接,所述伸缩气缸的输出端向下设置并与连接板连接.
12.基于上述一种旋转放置型贴袋系统的结构,所述按压组件包括按压块、第一弹簧件、主滑动杆和连接侧板;所述第一弹簧件固定连接于连接板的下侧位置,所述按压块设置在第一弹簧件远离连接板的端部上;连接侧板与旋转臂固定连接,所述连接侧板上设置有供主滑动杆连接的滑槽座,所述主滑动杆设置于滑槽座中,并与连接板固定连接,所述主滑动杆能够相对于滑槽座进行径向滑动。
13.基于上述一种旋转放置型贴袋系统的结构,所述所述旋转臂与支撑座之间设置有支撑副板,所述支撑副板上远离输送部的端面上设置有限位条,所述限位条靠近条形开槽设置。
14.基于上述一种旋转放置型贴袋系统的结构,所述支撑座靠近放部的端面上设置有举升腔,举升腔中平行设置有举升气缸,举升气缸的输出端上设置有举升块,举升块上铰接有举升板。
15.基于上述一种旋转放置型贴袋系统的结构,所述检测部为激光检测器,检测部与控制柜电连接。
16.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
17.1、本方案中挂接条在输送部上运输,当到达检测部时,检测部检测到挂接条,检测部与旋转装载部之间的距离合理设置,使挂接条达到旋转装载部的工作区时,挂接条上的粘接部恰好与产品接触,旋转装载部不断的将盛放部中的产品转运到挂接条上,当第一个物料柜中产品装载完毕后,旋转盛放部使第二个物料柜中正对旋转装载部的工作区,使产品的挂接作业,可以实现流水线作业,在提升产品装载精度和装载稳固程度的情况下,极大的提升了装载效率,极大的节省了人工。
18.2、本方案可以高效的对产品进行吸取、释放和按压作业,能够在流水线作业中对,产品在挂条件的位置进行精准放置,并对产品和挂条件的粘接部进行压合,使之粘接的更加稳固,解决了人工在挂条件上粘接费时费力,而且容易出现粘接位置不精准,粘接不稳固的问题。通过本方案旋转式吸附脱袋机构可以高效的进行贴袋作业。
附图说明
19.图1是本实用新型整体的俯视结构示意图;
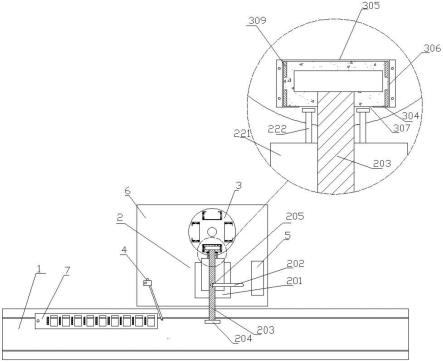
20.图2是本实用新型中盛放部的侧视结构示意图;
21.图3是本实用新型盛放部的俯视结构示意图;
22.图4是本实用新型中旋转装载部的结构示意图;
23.图5是本实用新型中举升腔的结构示意图;
24.图6是本实用新型中举升块与举升板的连接结构示意图;
25.图7是挂接条的结构示意图;
26.附图说明:1、输送部;2、旋转装载部;3、盛放部;4、检测部;5、控制柜;6、支撑底座;7、挂接条;201、支撑座;202、供气筒;203、旋转臂;204、伸缩吸附件;205、旋转电机;206、吸盘组件;207、按压组件;208、连接板;209、伸缩气缸;210、按压块;211、第一弹簧件;212、主滑动杆;213、连接侧板;214、滑槽座;215、第二弹簧件;216、连接副板;217、吸盘;218、弹簧件;219、抵触板;220、支撑筒;221、支撑副板;222、限位条;223、举升腔;224、举升气缸;225、举升块;226、举升板;301、旋转底盘;302、伺服电机;303、物料柜;304、前侧板;305、后侧板;
306、边侧板;307、条形开槽;308、观测槽;309、限位片;310、底板;701、粘接部;702、空槽;703、挂接孔。
具体实施方式
27.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
28.本说明书(包括任何附加权利要求、摘要)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
29.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或隐含地包括一个或多个该特征。
31.实施例1
32.如图1~图7所示,本实用新型提供一种技术方案:
33.一种旋转放置型贴袋系统,至少包括但不限于输送部1、旋转装载部2、盛放部3、检测部4、控制柜5和支撑底座6,旋转装载部2、盛放部3、检测部4、控制柜5均设置在支撑底座6上,输送部1靠近支撑底座6设置,旋转装载部2靠近盛放部3设置,旋转装载部2能够将盛放部3中的物料转运到输送部1上,检测部4和旋转装载部2沿输送部1的长度方向依次设置。
34.基于上述结构,通过检测部4对输送部1上的物料进行检测,当检测到挂接条7时,旋转装载部2进行启动,输送部1用于输送挂接条7,并为产品与挂接条7粘贴提供基础,旋转装载部2对产品进行转运,将产品从盛放部3中精准且高效的放置在输送部1上预定位置,控制柜5对整体系统进行控制。
35.作为示例的,输送部1可以为传送带,传送带的传送方向平行于支撑底座6设置,传送带的转动可以带动挂接条7的平稳运动。
36.作为示例的,盛放部3可以包括旋转底盘301、伺服电机302和物料柜303;伺服电机302嵌套设置于支撑底座6中,旋转底盘301与伺服电机302的输出部连接,通过伺服电机302的转动带动旋转底盘301转动,物料柜303在旋转底盘301上至少设置为2个,通过旋转使物料柜303正对旋转装载部2的工作区。
37.基于上述结构,通过旋转底盘301可以对物料柜303进行转动,可以在旋转底盘301上设置多个物料柜303,当一个物料柜303装载完毕后,通过旋转使另一个物料柜303转动到旋转装载部2的工作区,保证整个系统的装载量,使贴袋系统可以更加持久的运行。
38.作为示例的,物料柜303可以包括前侧板304、后侧板305和边侧板306;前侧板304、后侧板305和2个边侧板306形成矩形结构,前侧板304中设置有条形开槽307,条形开槽307贯穿整个前侧板304设置,后侧板305中设置有观测槽308,观测槽308沿后侧板305的高度方向设置,边侧板306上远离旋转底盘301的端部上设置有限位片309,限位片309在边侧板306
上至少设置为2片。
39.物料柜303中可以设置有底板310和阻挡块,阻挡块设置在物料柜303中靠近旋转底盘301的位置上,底板310设置于物料柜303中,阻挡块能够为底板310提供支撑,并使底板310距离旋转底盘301有一段距离。
40.基于上述结构,物料柜303为产品提供盛放的腔体结构,产品在物料柜303的高度方向均匀陈列,通过观测槽308可观测物料柜303中产品的剩余量,通过条形开槽307为旋转装载部2提供工作区间,底板310在外力的驱动下可以在物料柜303的高度方向进行运动,通过限位片309对产品的高度方向进行阻挡,防止产品脱离物料柜303。
41.物料柜303整体通过螺栓与旋转底盘301进行连接,在本实施例中,优选的设置为4个物料柜303,每个物料柜303在旋转底盘301上间隔90
°
设置,使后期旋转底盘301只需要每次旋转90
°
即可将每个物料柜303旋入旋转装载部2的工作区。
42.作为示例的,旋转装载部2可以包括支撑座201、供气筒202、旋转臂203和伸缩吸附件204;旋转臂203与支撑座201转动设置,使旋转臂203能够相对于支撑座201进行转动,伸缩吸附件204分别设置在旋转臂203两端,供气筒202通过管路分别与伸缩吸附件204连接,伸缩吸附件204上设置有吸附产品的吸盘217,以及对吸盘217进行升降的伸缩部。
43.基于上述结构,通过将旋转臂203转动设置于支撑座201上,可以是使旋转臂203的端部能够在支撑座201的一端运动到另外一端,可以实现对于待粘贴产品的高效、精准转移,通过吸盘217对产品进行稳定吸附,通过伸缩部对吸盘217的高度位置进行调解,使吸盘217能够对不同高度位置的产品进行吸附。
44.作为示例的,支撑座201上设置有旋转电机205,旋转电机205的输出端向上设置,旋转电机205的输出端与旋转臂203的中心位置相连接,使旋转臂203在旋转的过程中两端部的停留位置相同。
45.作为示例的,旋转电机205的输出端与旋转臂203之间设置联轴器,通过连接器对两者进行连接,防止旋转电机205过载,保证旋转电机205的安全。
46.作为示例的,伸缩吸附件204可以包括吸盘217组件206、按压组件207、连接板208和伸缩气缸209;伸缩气缸209的与旋转臂203的一端固定连接,伸缩气缸209的输出端向下设置并与连接板208连接,通过伸缩气缸209带动连接板208在竖直方向进行运动。
47.按压组件207可以包括按压块210、第一弹簧件211、主滑动杆212和连接侧板213;第一弹簧件211固定连接于连接板208的下侧位置,按压块210设置在第一弹簧件211远离连接板208的端部上;连接侧板213与旋转臂203固定连接,连接侧板213上设置有供主滑动杆212连接的滑槽座214,主滑动杆212设置于滑槽座214中,并与连接板208固定连接,主滑动杆212能够相对于滑槽座214进行径向滑动。
48.基于上述结构,通过伸缩气缸209的伸缩,带动按压组件207和吸盘217组件206在竖直方向上进行运动,实现对于产品在不同高度方向上拿取与释放,通过按压块210可以将产品与挂接条7上的粘接部701进行压紧,使之粘接的更加稳固。
49.作为示例的,吸盘217组件206包括第二弹簧件215、连接副板216和吸盘217;第二弹簧件215和吸盘217相匹配设置,第二弹簧件215和吸盘217在连接副板216的长度方向上至少设置为3个。
50.基于上述结构,通过第二弹簧件215为吸盘217提供缓冲,使吸盘217能够在吸住产
品时能够紧密贴合,而且不会对产品造成损伤。
51.作为示例的,第一弹簧件211和第二弹簧件215设置类似,均包括弹簧件218、抵触板219和支撑筒220,弹簧件218套设在支撑筒220上,抵触板219上设置设置有供支撑筒220贯穿的通槽,支撑筒220套设在抵触板219中,弹簧件218两端分别与抵触板219和支撑筒220的末端接触,使之形成瘫痪支撑结构。使第一弹簧件211和第二弹簧件215具有缓冲余量。
52.作为示例的,供气筒202中设置有供气管路,吸盘217上设置有与供气管路连通的独立气孔,通过气孔对吸盘217实现抽气和吸气作业,最终实现对于产品的高效精准拿取。同时伸缩气缸209与供气筒202也通过独立的供气回路连通设置。
53.基于上述结构,本方案可以高效的对产品进行吸取、释放和按压作业,能够在流水线作业中对,产品在挂条件的位置进行精准放置,并对产品和挂条件的粘接部701进行压合,使之粘接的更加稳固,解决了人工在挂条件上粘接费时费力,而且容易出现粘接位置不精准,粘接不稳固的问题。通过本方案旋转式吸附脱袋机构可以高效的进行贴袋作业。
54.作为示例的,旋转臂203与支撑座201之间可以设置有支撑副板221,支撑副板221上远离输送部1的端面上设置有限位条222,限位条222靠近条形开槽307设置,限位条222可以防止产品从条形开槽307逸出物料柜303。
55.作为示例的,支撑座201靠近放部的端面上设置有举升腔223,举升腔223中平行设置有举升气缸224,举升气缸224的输出端上设置有举升块225,举升块225上铰接有举升板226;
56.基于上述结构,通过举升气缸224的运动,带动举升块225进行移动,同时带动举升板226移动,举升板226可以与物料柜303中的底板310进行接触,通过举升板226对底板310以及其上的产品进举升,由于伸缩气缸209的伸缩距离有限,需要配合举升板226作业,才能对物料柜303中的全部物料实现转运。
57.作为示例的,检测部4可以为激光检测器,检测部4与控制柜5电连接。
58.本方案的使用方法:输送部1启动,挂接条7在输送部1上运输,当到达检测部4时,检测部4检测到挂接条7,检测部4与旋转装载部2之间的距离合理设置,使挂接条7达到旋转装载部2的工作区时,挂接条7上的粘接部701恰好与产品接触,旋转装载部2不断的将盛放部3中的产品转运到挂接条7上,当第一个物料柜303中产品装载完毕后,旋转盛放部3使第二个物料柜303中正对旋转装载部2的工作区,使产品的挂接作业,可以实现流水线作业,在提升产品装载精度和装载稳固程度的情况下,极大的提升了装载效率,极大的节省了人工。
59.本方案中所述的挂接条7如图7所示,其包括粘接部701、空槽702和挂接孔703,挂接条7整体呈长条状,粘接部701与空槽702相匹配设置,粘接部701和空槽702沿挂接条7的长度方向设置为多个,挂接孔703设置在挂接条7头部位置,在粘接防止产品时,从尾部向头粘接产品。
60.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1