一种防腐复合管道的加工方法与流程
本发明涉及管道制备领域,特别涉及一种防腐复合管道的加工方法。
背景技术:
1、复合管道主要用于输送气体、液体或带固体颗粒的流体的装置,复合管道为多种材料复合形成,目前的管道内壁因长期被输送的物质摩擦,容易导致管道磨损,且缺乏耐高温和防腐性能,管道连接时常常采用焊接、熔接以及法兰连接方式,这些连接方式都会影响复合管道整体的内壁耐磨性以及防腐性能,管道损坏处常常就发生在接头附近。
2、针对上述现象,在专利cn218031859u中提出了一种复合防腐耐磨耐高温管道,包括管体,管体的一端设有接头机构,管体包括钢管层,钢管层的内壁处设有第一耐磨层,钢管层的外壁设有隔热层,隔热层外侧设有防腐层,接头机构包括接头钢管,接头钢管一体成型连接在钢管层的一端,接头钢管的内壁设有第二耐磨层,第二耐磨层的两侧均一体成型形成导流斜面,导流斜面与第一耐磨层连接,接头钢管远离钢管层的一端开有插槽。
3、上述专利中的管道能够提供优异的防腐性能,但是,在制备的过程中,仍然存在着一些问题,例如,两个管体之间的对接处的连接不牢靠、外壁防腐层的防腐效果不好等等,因此,急需研发一种加工方法来解决上述问题。
技术实现思路
1、本发明要解决的技术问题是提供一种连接牢靠、防腐性能好的防腐复合管道的加工方法。
2、为解决上述技术问题,本发明的技术方案为:一种防腐复合管道的加工方法,其创新点在于:包括下述步骤
3、s1:首先,准备好加工所需的管体、密封环,在管体的一侧具有容另一管体插入的插接槽,且插接槽的槽宽尺寸小于管体的壁厚,在密封环上与管体的插接槽处提前加工有注胶孔;
4、s2:通过滚涂的方式在管体的外壁上刷上一层气凝胶,并通过冷冻干燥法对气凝胶快速固化,使得管体的表面形成一层气凝胶层;
5、s3:在气凝胶固化后,将管体送至专用的喷涂系统处,利用专用的喷涂系统在管体的气凝胶层的外壁上喷涂涂聚乙烯溶液,并在180-220℃下快速固化,从而在气凝胶层的外壁上形成一层聚乙烯防腐层;
6、s4:取两个成型有气凝胶层、聚乙烯防腐层的管体,分别定义为第一管体、第二管体,采用热套的方式将第二管体的一侧插入第一管体的插接槽内,再采用热套的方式将密封环套装在第一管体位于插接槽的外壁上,并转动密封环,使得密封环的注胶孔对准第一管体插接槽处的注胶孔,完成两个管体的初步固定;
7、s5:从密封环的注胶孔处注入环氧树脂胶,并在注入后,在100-120℃下对环氧树脂胶进行烘干固化,完成两个管体的对接。
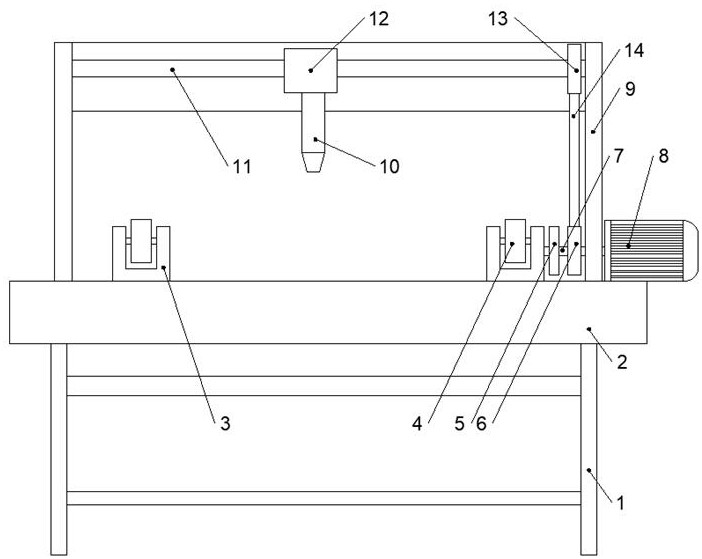
8、进一步的,所述专用的喷涂系统包括
9、一喷涂支架,在喷涂支架的上端面上安装有一喷涂平台;
10、一设置在喷涂平台上的支撑组件,所述支撑组件包括安装在喷涂平台两侧的支撑支架,在支撑支架上安装有一对并列分布的支撑滚轮,管体的两侧分别支撑在支撑滚轮上,其中任意一个支撑滚轮由第一驱动机构驱动进行转动;
11、一设置在喷涂平台上的喷涂组件,所述喷涂组件包括位于支撑支架上方的喷涂支架以及安装在喷涂支架上的喷涂枪,所述喷涂枪由第二驱动机构驱动进行水平移动;
12、所述第一驱动机构与第二驱动机构由一联动机构带动进行同步动作。
13、进一步的,所述第一驱动机构包括第一齿轮、第二齿轮、第一齿带,第一齿轮安装在支撑滚轮的侧端,并带动支撑滚轮进行同步转动,所述第一齿轮与第二齿轮之间通过第一齿带实现联动;
14、所述第二驱动机构包括丝杠、丝杠螺母、导向杆、第三齿轮、第四齿轮、第二齿带,所述丝杠安装在喷涂支架上,并沿着两个支撑支架的分布方向延伸,在喷涂枪上安装有与丝杠配合使用的丝杠螺母,所述导向杆安装在丝杠的旁侧,并沿着两个支撑支架的分布方向延伸,在丝杠螺母上还开有容导向杆穿过并活动的通孔,所述第三齿轮连接在丝杠的一侧,并带动丝杠进行转动,所述第三齿轮与第四齿轮之间通过第二齿带实现联动;
15、所述联动机构包括联动电机、输出杆,联动电机安装在喷涂平台上,在联动电机的输出轴上连接有输出杆,所述第二齿轮、第四齿轮均安装在输出杆上,并由输出杆带动实现同步转动。
16、进一步的,所述喷涂平台的中部位置还开有一v型槽,且v型槽沿着喷涂平台的长轴方向延伸,所述喷涂平台的v型槽的底面倾斜设置。
17、进一步的,所述步骤s5中,环氧树脂胶由以下重量份的组分制备而成: e-44环氧树脂100份;碳酸铵1份;甲苯5份;二乙烯三胺8份;吐温-20 1份。
18、本发明的优点在于:本发明的加工方法,对于两个管体之间的对接,先采用热套的方式实现两个管体之间的过盈连接,再利用环氧树脂胶的配合来实现两个管体以及密封环之间的固定,大大提高了两个管体之间的连接稳固性;另外,对于环氧树脂胶采用e-44环氧树脂、碳酸铵、甲苯、;二乙烯三胺、吐温-20等组分制备而成,可以进一步的提升连接强度。
19、利用专用的喷涂系统的配合来对管体表面进行喷涂聚乙烯溶液,相对于人工喷涂,喷涂更加的均匀,能够在管体表面形成一层的壁厚均匀的防腐层,有效的提高了防腐效果。
20、通过联动机构来驱动第一驱动机构与第二驱动机构,只需采用一个电机即可实现第一驱动机构与第二驱动机构的同步动作,即管体的转动以及喷涂枪的水平移动,减少了所需的驱动件,降低能耗;而且,通过改变第一齿轮、第二齿轮、第三齿轮及第四齿轮的尺寸以及齿数,从而实现不同的传动比,进而控制管体的转动速度以及喷涂枪的同步移动速度,更方便实现对管体表面的均匀喷涂处理。
21、对于喷涂平台上的v型槽的设计,则是为了方便接取从管体上滴落的聚乙烯溶液体,而v型槽的底面倾斜设置,则是为了方便v型槽内聚乙烯溶液体在自重的作用下流动,以方便后续进行聚乙烯溶液体的收集。
技术特征:
1.一种防腐复合管道的加工方法,其特征在于:包括下述步骤
2.根据权利要求1所述的防腐复合管道的加工方法,其特征在于:所述专用的喷涂系统包括
3.根据权利要求2所述的防腐复合管道的加工方法,其特征在于:所述第一驱动机构包括第一齿轮、第二齿轮、第一齿带,第一齿轮安装在支撑滚轮的侧端,并带动支撑滚轮进行同步转动,所述第一齿轮与第二齿轮之间通过第一齿带实现联动;
4.根据权利要求2所述的防腐复合管道的加工方法,其特征在于:所述喷涂平台的中部位置还开有一v型槽,且v型槽沿着喷涂平台的长轴方向延伸,所述喷涂平台的v型槽的底面倾斜设置。
5.根据权利要求1所述的防腐复合管道的加工方法,其特征在于:所述步骤s5中,环氧树脂胶由以下重量份的组分制备而成: e-44环氧树脂100份;碳酸铵1份;甲苯5份;二乙烯三胺8份;吐温-20 1份。
技术总结
本发明涉及一种防腐复合管道的加工方法,准备好加工所需的管体、密封环;通过滚涂的方式在管体的外壁上刷上一层气凝胶,使得管体的表面形成一层气凝胶层;再将管体送至专用的喷涂系统处,在管体的气凝胶层的外壁上喷涂涂聚乙烯溶液,形成一层聚乙烯防腐层;取两个管体,采用热套的方式将两个管体过盈插接,再采用热套的方式将密封环套装在两个管体的插接处,从密封环的注胶孔处注入环氧树脂胶,并在注入后进行烘干固化,完成两个管体的对接。本发明的优点在于:对于两个管体之间的对接,先采用热套的方式实现两个管体之间的过盈连接,再利用环氧树脂胶的配合来实现两个管体以及密封环之间的固定,大大提高了两个管体之间的连接稳固性。
技术研发人员:王云龙,张韦韦
受保护的技术使用者:如皋市万通防腐有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!