一种外圆受力可调心的耐腐蚀移门轴承及处理工艺的制作方法
本发明属于外圆受力可调心的耐腐蚀移门轴承及工艺,涉及一种外圆受力可调心的耐腐蚀移门轴承及处理工艺。
背景技术:
1、用于汽车滑移门轴承主要由外圈、内圈、滚动体、保持架、密封件、油脂等组成。采用在外圈和内圈之间安装滚动体,滚动体采用球型,均匀分布在外圈和内圈之间,用一个保持架固定起来;对于中国专利cn111503157b公开了保持架上开设有若干个用于容置滚子的兜孔,所述兜孔之间通过梁体连接,所述兜孔内壁上开设有开槽,所述开槽内设置有活动块,所述活动块一端与开槽内壁固定连接,另一端设置有刮脂棉,所述活动块由形状记忆合金制成,所述活动块在第一温度下存在第一形态,所述活动块在第二温度下存在第二形态,所述活动块在第一形态下伸展使得刮脂棉露出开槽与兜孔内滚子接触,所述活动块在第二形态下收缩使得刮脂棉缩回开槽。避免轴承内油脂过多导致轴承内部出现抛脂、漏脂的现象,确保了轴承使用寿命不会因为油脂损耗而降低;
2、但是存在当轴承暴露在外界,雨水淋后,轴承容易生锈,不耐腐蚀的问题;所以急需一种外圆受力可调心的耐腐蚀移门轴承及处理工艺。
技术实现思路
1、针对上述问题,本发明提出了一种外圆受力可调心的耐腐蚀移门轴承及处理工艺,很好的解决了现有技术中存在当轴承暴露在外界,雨水淋后,轴承容易生锈,不耐腐蚀的问题。
2、为了实现上述目的,本发明采用的技术方案如下:
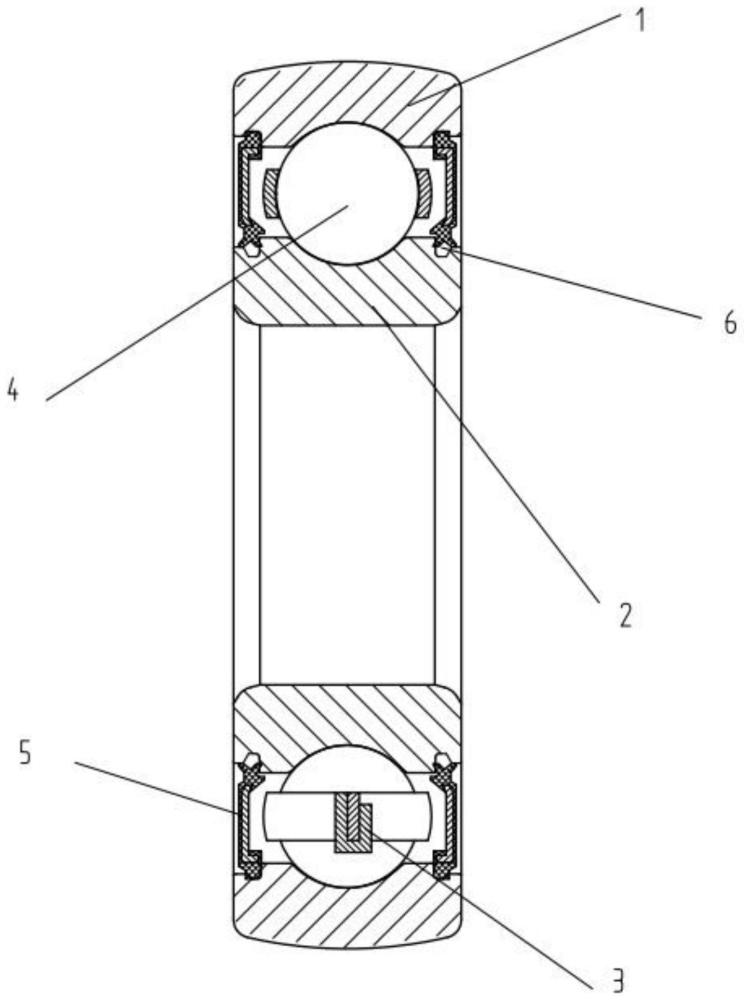
3、一种外圆受力可调心的耐腐蚀移门轴承,包括外圈、内圈、滚动体、保持架及密封件;所述滚动体通过保持架均匀设置在外圈和内圈之间,保持架将滚动体均匀分开,注入润滑脂,密封件压入外圈和内圈的防尘槽内。
4、优选的,所述外圈外径磨削成球面状。
5、优选的,所述防尘槽呈梯形。
6、优选的,所述外圈外径尺寸为27mm-29mm,沟曲率为r2.1-r2.3mm,宽度尺寸为9mm-10mm;所述内圈内径尺寸为7mm-8mm,外径尺寸为11mm-13mm,宽度尺寸为9mm-10mm;所述滚动体的数量为7个,滚动体的直径尺寸为3.8mm-4mm;所述保持架的尺寸为15mm-17mm,内径尺寸为12mm-14mm;密封件外径尺寸为18mm-20mm,内径尺寸为10mm-12mm。
7、优选的,所述保持架采用铁保持架。
8、一种处理工艺,包括以下步骤:
9、(1)一次清洗:使用除油清洗溶剂与蒸馏水配比1:10作为清洗液,温度保持为50℃~70℃,超声波洗涤轴承5~10分钟;
10、(2)烘烤:将轴承放入温度为70℃~85℃烘箱中烘烤3~5分钟;
11、(3)布袋抛光:将轴承工件放于轨道上,使用麻布抛光工件表面,单件抛光时间2~5分钟;
12、(4)低温冷冻:将轴承在-40℃的温度下,保温3~4小时;
13、(5)二次清洗:使用除油清洗溶剂与蒸馏水配比1:10作为清洗液,温度保持为50℃~60℃,超声波洗涤轴承3~5分钟;
14、(6)一次漂洗:轴承在常温浸泡清洗1~2分钟后,用清水漂洗10~30秒,清洗溶液均为蒸馏水;
15、(7)一次烘烤保温:对轴承烘烤并保温10~20分钟,烘烤温度65~85℃,期间多次进行通风排气;
16、(8)溶剂配比钝化:使用钝化液与蒸馏水配比4:1作为溶剂,温度加热到50~70℃,将轴承工件置于其中,轴承工件需处于溶液的1/3深度位置,浸泡20~30分钟;
17、(9)二次漂洗:轴承在常温下,浸泡1~2分钟后,用清水漂洗10~30秒,清洗溶液为蒸馏水;
18、(10)二次烘烤保温:对轴承烘烤并保温10~20分钟,烘烤温度65~85℃,期间多次进行通风排气;
19、(11)强化剂配比强化:用强化液与蒸馏水配比3:1作为溶剂,温度加热到50~70℃,将轴承工件置于其中,轴承工件需处于溶液的1/3深度位置,浸泡20~30分钟;
20、(12)三次漂洗:轴承在常温浸泡清洗1~2分钟后,进行清水漂洗10~30秒,清洗溶液均为蒸馏水;
21、(13)三次烘烤保温:对轴承烘烤并保温10~20分钟,烘烤温度65~85℃,期间多次进行通风排气;
22、(14)封闭处理:将工件放于油性封闭剂中浸泡30~60秒;
23、(15)烘烤;烘烤并保温10~20分钟,烘烤温度65~85℃,期间多次进行通风排气。
24、与现有技术相比,本发明具有以下有益效果:
25、1,采用了布袋抛光对轴承表面进行处理,增强了钝化的效果。
26、2,该轴承通过将外圈磨削成球面降低外圈滚动过程中的摩擦阻力从而降低滚动阻力、减小磨损和降低滚动噪音,增大轴承外表面与接触面的可调心性从而增强轴承对不同导轨的适应能力。
27、3,使用钝化液与蒸馏水配比4:1作为溶剂,温度加热到50~70℃,将轴承工件置于其中,轴承工件需处于溶液的1/3深度位置,浸泡20~30分钟;烘烤并保温10~20分钟,烘烤温度65~85℃,期间多次进行通风排气,便于处理后的轴承耐腐蚀。
技术特征:
1.一种外圆受力可调心的耐腐蚀移门轴承,其特征在于,包括外圈(1)、内圈(2)、滚动体(4)、保持架(3)及密封件(5);所述滚动体(4)通过保持架(3)均匀设置在外圈(1)和内圈(2)之间,保持架(3)将滚动体(4)均匀分开,注入润滑脂,密封件(5)压入外圈(1)和内圈(2)的防尘槽(6)内。
2.根据权利要求1所述的外圆受力可调心的耐腐蚀移门轴承,其特征在于:所述外圈(1)外径磨削成球面状。
3.根据权利要求1所述的外圆受力可调心的耐腐蚀移门轴承,其特征在于:所述防尘槽(6)呈梯形。
4.根据权利要求1所述的外圆受力可调心的耐腐蚀移门轴承,其特征在于:所述外圈(1)外径尺寸为27mm-29mm,沟曲率为r2.1-r2.3mm,宽度尺寸为9mm-10mm;所述内圈(2)内径尺寸为7mm-8mm,外径尺寸为11mm-13mm,宽度尺寸为9mm-10mm;所述滚动体(4)的数量为7个,滚动体(4)的直径尺寸为3.8mm-4mm;所述保持架(3)的尺寸为15mm-17mm,内径尺寸为12mm-14mm;密封件(5)外径尺寸为18mm-20mm,内径尺寸为10mm-12mm。
5.根据权利要求1所述的外圆受力可调心的耐腐蚀移门轴承,其特征在于:所述保持架(3)采用铁保持架。
6.一种处理工艺,对权利要求1所述的外圆受力可调心的耐腐蚀移门轴承进行处理,其特征在于,包括以下步骤:
技术总结
本发明公开了一种外圆受力可调心的耐腐蚀移门轴承及处理工艺,包括外圈、内圈、滚动体、保持架及密封件;所述滚动体通过保持架均匀设置在外圈和内圈之间,保持架将滚动体均匀分开,注入润滑脂,密封件压入外圈和内圈的防尘槽内;还包括以下步骤:(1)一次清洗:使用除油清洗溶剂与蒸馏水配比1:10作为清洗液,温度保持为50℃~70℃,超声波洗涤轴承5~10分钟;(2)烘烤:将轴承放入温度为70℃~85℃烘箱中烘烤3~5分钟;(3)布袋抛光:将轴承工件放于轨道上,使用麻布抛光工件表面,单件抛光时间2~5分钟。本发明有效地解决了现有技术中存在当轴承暴露在外界,雨水淋后,轴承容易生锈,不耐腐蚀的问题。
技术研发人员:周创业,黄耀宗,许亚林,陈磊,王豫红
受保护的技术使用者:无锡诚石轴承有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!