一种瓶包全自动消毒传递机及消毒系统的制作方法
1.本发明涉及生物制药机械技术领域,特别涉及一种瓶包全自动消毒传递机及消毒系统。
背景技术:
2.在现有技术中,分装瓶在消毒灭菌好之后会通过塑料膜对多个分装瓶进行密封打包成瓶包,打包好的瓶包转装入纸盒中,之后使用时只需要将瓶包从纸盒中取出放入灌装间进行使用。但是为了防止生化环境发生污染,瓶包在使用时需要对瓶包外表面进行消毒,现有技术中在对瓶包消毒时通常是在进入罐装间前经过消毒传递间进行消毒,这一消毒方法在实际使用时需要占用大量的建筑面积进行设置消毒传递间,使得厂房建造的成本增加,因此不可取;且上述采用消毒传递间的消毒方式消毒效率底,消毒效果差。因此,亟需一种自动化消毒传递设备对瓶包进行消毒。
技术实现要素:
3.本发明的主要目的为提供一种瓶包全自动消毒传递机,旨在解决现有技术中缺少对瓶包进行传递消毒的自动化设备,使得采用设置消毒传递间的方式对瓶包进行消毒而使得生产的成本增加的不足。
4.为了实现上述目的,本发明提供一种瓶包全自动消毒传递机,包括:
5.消毒箱体,设置有瓶包入口和瓶包出口;所述消毒箱体内设置有包括消毒室;
6.送料装置,用于将瓶包送进消毒室内进行消毒;
7.叠放装置,设置在消毒室内,用于将瓶包叠放在消毒室内;
8.出料装置,用于将消毒室内的瓶包送出消毒室。
9.本发明通过设置送料装置,使得瓶包能够自动进入消毒室内进行消毒,消毒室内设置有叠放装置,能够提高消毒室内的空间利用率,进而提高一次性消毒瓶包的数量,同时设置出料装置,使得能够将消毒好的瓶包自动的从消毒箱体内送出,整个过程实现自动送料、消毒、出料;提高了瓶包的消毒的效率;且消毒过程中消毒箱体进行全封闭控制,使得消毒的过程能够更加的安全可靠;通过用本发明来代替现有的消毒传递间,使得对厂房面积的需求减小,使得厂房建造的成本减少,且本发明安装方便、自动化程度高,保证了灌装间使用瓶包数量的需求。
10.进一步地,所述叠放装置包括若干个分隔板和升降装置,所述分隔板与所述升降装置相连接。
11.进一步地,所述升降装置包括:
12.第一转轴,沿所述消毒室的长度方向设置,所述第一转轴上固定设置有第一转盘;
13.第二转轴,与所述第一转轴平行设置,且所述第一转轴设置在所述第一转轴的竖直方向上,所述第二转轴上设置有与所述第一转盘位置对应的第二转盘;
14.传动链,与所述第一转盘和第二转盘相连接;所述分隔板水平设置在所述传动链
上。
15.进一步地,所述出料装置包括第一出料装置和第二出料装置。
16.进一步地,所述第一出料装置设置在所述消毒室内;所述第一出料装置包括:出料丝杆,设置在所述消毒室的顶端,且沿所述消毒室的长度方向设置;
17.出料推杆,套设在所述出料丝杆上;
18.出料电机,与所述出料丝杆相连接。
19.进一步地,所述消毒箱体内还设置有缓冲室,所述缓冲室与所述消毒室通过消毒出口相联通;所述第二出料装置设置在所述缓冲室内;所述第二出料装置包括:
20.出料气缸,设置在所述缓冲室的底端,所述出料气缸的输出端上连接有推板。
21.进一步地,所述第二出料装置还包括缓冲装置,所述缓冲装置设置在所述推板的上方,所述缓冲装置包括:
22.过渡气缸,所述过渡气缸的输出端设置有过渡板;
23.缓冲架,所述缓冲架沿所述缓冲室的竖直方向设置,所述缓冲架的上端设置有上转轴,所述上转轴上设置有上齿轮;所述缓冲架的下端设置有下转轴,所述下转轴上设置有下齿轮;所述下齿轮与所述上齿轮之间设置有传动链条,所述传动链条上设置有若干个缓冲板;
24.所述缓冲板的一侧与所述传动链条转动连接,所述缓冲板与所述传动链条连接有拉线。
25.进一步地,所述上转轴的端部设置有主动齿轮,所述主动齿轮与所述上转轴之间设置单向转动装置,所述过渡板的下方设置有与所述主动齿轮相啮合的传动齿条;所述推板靠近所述缓冲架的一侧设置有到推板垂直距离变化的变径推板,所述缓冲架的下方设置有抵接板,所述变径推板与所述抵接板相抵接;所述抵接板远离所述变径推板的一侧设置有抵接弹簧,所述抵接弹簧与所述缓冲室的侧壁相抵接。
26.进一步地,所述抵接板的下方设置有滑块,所述缓冲室的底端设置有与所述滑块相配合的滑轨。
27.另一方面,本技术还提供了一种瓶包消毒系统,包括消毒室,所述消毒室设置有进气口和出气口;
28.所述进气口连接有第一进气管道,所述进气口通过第一进气管道依次连接有高效过滤器、第一阀门、风机、消毒发生器、第五阀门;
29.所述出气口连接有第一出气管道,所述第一出气管道上设置有第三阀门,所述第一出气管道远离出气口的一端连接在所述第五阀门和消毒发生器之间;
30.所述第一阀门与风机之间连接有第二出气管,所述第二出气管设置有第二阀门;
31.所述出气口与第三阀门之间设置有第三出气管,所述第三出气管上设置有第四阀门。
32.本发明具有以下技术优点:(1)实现自动化的对瓶包进行上料、消毒、出料过程;(2)消毒箱体内的空间得到最大程度的利用,大大的提高了分装瓶的消毒效率;(3)上料和出料同时进行,提高了消毒的效率;(4)设置缓冲机构,使得瓶包能够平稳的落入缓冲室内。
附图说明
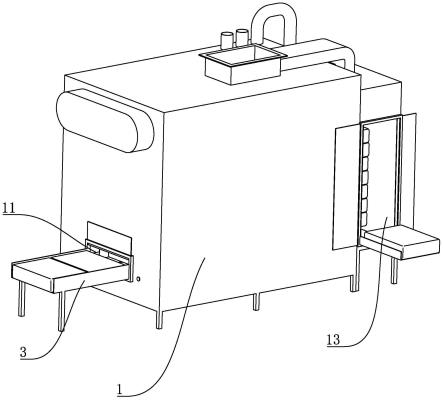
33.图1是本发明的立体图;
34.图2是本发明的局部剖视图;
35.图3是本发明的另一视角的局部剖视图;
36.图4是本发明的剖视图;
37.图5是本发明的出料气缸和推板的俯视图;
38.图6是本发明的第二实施例的结构示意图及其局部放大图;
39.图7是本发明的第二实施例的缓冲装置的俯视图;
40.图8是本发明的第二实施例的缓冲架的结构图;
41.图9是本发明的单向转动装置的结构示意图;
42.图10是本发明的具体安装结构简图;
43.图11是本发明的瓶包消毒系统示意图;
44.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
45.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
46.实施例1:参照图1至图11所示,一种瓶包全自动消毒传递机,包括:
47.消毒箱体1,设置有瓶包入口11和瓶包出口12;瓶包入口11设置在消毒箱体1一侧的下端的中间位置,消毒箱体1内设置有包括消毒室2和缓冲室7,瓶包出口12设置在缓冲室7的侧壁上;消毒室2与缓冲室7之间通过隔板相隔,隔板上设置有消毒出口13,瓶包入口11和消毒出口13上分别设置有电动门(图中未画出)用于控制瓶包入口11和消毒出口13的打开和关闭;
48.送料装置3,用于将瓶包送进消毒室2内进行消毒;本实施例中送料装置3 为履带传送装置(属于现有技术,具体结构图中未画出),履带与瓶包入口 11配合,将瓶包送入消毒室2内;
49.叠放装置4,设置在消毒室2内,用于将瓶包叠放在消毒室2内;
50.出料装置,用于将消毒室2内的瓶包送出消毒室2。
51.叠放装置4的具体结构为:叠放装置4包括若干个分隔板41和升降装置,分隔板41与升降装置相连接。
52.升降装置包括:
53.第一转轴42,沿消毒室2的长度方向设置,第一转轴42上固定设置有第一转盘421;
54.第二转轴43,与第一转轴42平行设置,且第一转轴42设置在第一转轴42 的竖直方向上,第二转轴43上设置有与第一转盘421位置对应的第二转盘431;
55.传动链44,与第一转盘421和第二转盘431相连接;
56.第一转轴42和第二转轴43与动力装置(属于现有技术,例如可以采用伺服电机,图中未画出)连接,通过动力装置带动第一转轴42和第二转轴43进行转动;第一转轴42设置有两根,沿消毒箱体1的长度方向设置在消毒箱体1 宽度方向的两侧,第一转轴42设置在消毒箱体1的底部;第二转轴43设置有两根,第二转轴43设置在消毒箱体1的顶部,第二转轴43与第一转轴42对应设置;同时,第一转轴42上设置有两个第一转盘421,第二转轴43上设置有
两个第二转盘431,使得消毒箱体1的同一侧的第一转轴42和第二转轴43之间连接两条传动链44,两条传动链条44均与分隔板41相连接,分隔板41在本实施例中设置有八个,使得消毒箱体1内设置成八层。
57.瓶包通过履带传送至最下层的分隔板41上,当第一层的分隔板41装满瓶包之后,动力装置带动第一转轴42和第二转轴43进行同步转动,使得第一层的分隔板41向上运动,使得下一层的分隔板41继续填装瓶包,以此类推,使得分隔板41上完全填充满瓶包,使得消毒箱体1内的空间得到最大程度的利用,大大的提高了分装瓶的消毒效率。
58.出料装置的具体结构为:出料装置包括第一出料装置5和第二出料装置6。
59.第一出料装置5:第一出料装置5设置在消毒室2内;第一出料装置5包括:出料丝杆51、出料推杆52和出料电机(属于现有技术,图中未画出);出料丝杆51设置在消毒室2的顶端,且沿消毒室2的长度方向设置;出料推杆52,套设在出料丝杆51上,出料推杆52设置在两个分隔板41之间,出料推杆52与出料丝杆51之间通过滚珠丝杆结构进行传动;出料电机与出料丝杆51相连接;出料丝杆51的端部与消毒出口13相对应。
60.当出料电机带动出料丝杆51转动时,使得出料推杆52能够沿着出料丝杆 51进行移动,将最上层的分隔板41上的瓶包进行推动,使得瓶包从消毒出口13处进入缓冲室7。需要注意的是,为了防止发生交叉污染,消毒出口13和瓶包入口11并不能够同时打开,以防止灌装间被未消毒的瓶包污染。
61.第二出料装置6:第二出料装置6设置在缓冲室7内;第二出料装置6包括:
62.出料气缸61,设置在缓冲室61的底端,出料气缸61的输出端上连接有推板611。
63.本实施例工作原理如下:每个瓶包8包括有多个分装瓶,瓶包8通过履带传送至第一层的分隔板41上,当第一层的分隔板41装满瓶包之后(分隔板41 的长度可以根据实际情况进行设置,使得分隔板41上的瓶包8数量能够满足灌装间的实际生产需求),动力装置带动第一转轴42和第二转轴43进行同步转动,使得第一层的分隔板41向上运动,使得下一层的分隔板41继续填装瓶包8,以此类推,使得分隔板41上完全填充满瓶包8;之后将消毒箱体1所有的进出口全部进行关闭,消毒箱体1连接有消毒装置,消毒装置对瓶包进行消毒;当消毒好了之后,出料电机带动出料丝杆51转动,使得出料推杆52能够沿着出料丝杆51进行移动,将最上层的分隔板41上的瓶包进行推动,使得瓶包依次从消毒出口13处进入缓冲室7内;瓶包8自由落体下落至推板611上(本实施例中的瓶包8内的分装瓶为塑料材料,因此可以采用自由落体的方式落在推板 611上,且缓冲室7的宽度与瓶包8的宽度相适配,使得其可以水平的落在推板 611上),当推板611上堆积了一定数量的瓶包时,通过出料气缸61推动推板 611进行运动,使得瓶包8从瓶包出口12处送出完成消毒过程。需要注意的是:本实施例中涉及的自动控制部分采用plc控制器实现自动控制,plc控制器属于现有技术在此不做赘述;同时为了能够减小消毒后瓶包8的气味,在瓶包8 落入缓冲室7之后,缓冲室7连接有通风净化装置(现有技术,图中未画出) 来对瓶包8进行通风处理,使得瓶包8上的消毒气味得以减轻。
64.另外还需要注意的是,消毒箱体1的瓶包进口11和瓶包出口12分别设置在不同的工作室内,具体的是,如图10所示,消毒箱体1设置在精洗间82内,消毒箱体1的瓶包出口12设置在罐装间82内。
65.实施例2:参照图5至图9所示;本实施例与实施例1结构相似,不同之处在于,第二
出料装置6还包括缓冲装置。
66.缓冲装置包括:过渡气缸62和缓冲架63;
67.过渡气缸62,过渡气缸62的输出端设置有过渡板621;
68.缓冲架63,缓冲架63沿缓冲室7的竖直方向设置,缓冲架63的上端设置有上转轴64,上转轴64与缓冲架63之间有一定的阻力,(阻力的产生可以将上转轴64与缓冲架63连接处的直径设置大一点,亦或者通过在上转轴64与缓冲架63之间设置阻尼环以增加上转轴64转动的阻力),在上转轴64上设置有上齿轮641;缓冲架63的下端设置有下转轴65,下转轴65上设置有下齿轮651;下齿轮651与上齿轮641之间设置有传动链条66,传动链条66上设置有若干个缓冲板661;
69.缓冲板661的一侧与传动链条66转动连接,缓冲板661与传动链条66连接有拉线。通过拉线与缓冲板661之间进行传动可以使得缓冲板661在缓冲架63 的左侧通过重力时能够自动的张开,而在缓冲架63的右侧时能够自动的回落,以此减小缓冲室7所需的安装空间。
70.上转轴64的端部设置有主动齿轮642,主动齿轮642与上转轴64之间设置单向转动装置,单向转动装置为棘轮机构(属于现有技术,参照图9所示),过渡板621的下方设置有与主动齿轮642相啮合的传动齿条622;推板611靠近缓冲架63的一侧设置有到推板611垂直距离变化的变径推板612,缓冲架63的下方设置有抵接板67,变径推板612与抵接板67相抵接;抵接板67远离变径推板612的一侧设置有抵接弹簧68,抵接弹簧68抵接在缓冲室7与抵接板612之间;抵接板67的下方设置有滑块671,缓冲室7的底端设置有与滑块671相配合的滑轨71。
71.本实施例的工作原理为:瓶包被推料推杆52从消毒出口13推进缓冲室7 后,瓶包掉落至过渡板621上,之后过渡气缸62带动过渡板621向右运动(需要注意的是,缓冲室7上端侧壁到消毒出口13的侧壁之间距离与瓶包的宽度相同,使得当过渡气缸62带动过渡板62向右运动时通过两侧侧壁的限位使得瓶包不会翻落),使得瓶包掉落至缓冲板611上,在过渡气缸62带动过渡板621 向右运动的同时,传动齿条622与主动齿轮642啮合,但是由于主动齿轮642与上转轴之间设置有单向转动装置,使得主动齿轮642不会带动转轴64进行转动,同时,由于上转轴64与缓冲架63之间具有一定的阻力,因此,此时的传动链条66不会发生转动;瓶包掉落至缓冲板611后,过渡气缸62带动过渡板621 向左运动,在过渡气缸62带动过渡板62向左运动的同时,传动齿条622与主动齿轮642啮合,此时的单向转动装置使得主动齿轮642能够带动上转轴64进行转动,进而使得上转轴64克服与缓冲架63之间的阻力,使得上转轴64带动传动链条66进行运动,使得下一个空的缓冲板611转动至过渡板62的下方等待瓶包的下落;重复上述过程,直至整体的左侧的传动链条66上的缓冲板611全部存放有瓶包后,出料气缸61带动推板611进行运动,在推板611前进的过程中,推板611侧方的变径推板612与缓冲架63下方的抵接板67相互作用,使得能够推动缓冲架63向右运动,使得瓶包与缓冲板661分离,进而使得瓶包整体的竖直掉落至推板611上;之后被推板611从瓶包出口12送出。需要注意的是,瓶包下落的过程中一侧通过缓冲室的侧壁进行限位,另一侧通过传动链条66进行限位,使得下落过程中不会翻落;相邻缓冲板661的水平间距大于瓶包的水平高度。
72.本实例使得瓶包能够缓慢的下落至推板611上,能够解决实施例1中因为自由下落
而可能造成瓶包被摔坏的风险,且本实施例还可适用于由玻璃材料制成的分装瓶,能够起到很好的缓冲防摔作用;且由于相邻缓冲板661的水平间距大于瓶包的水平高度,使得竖直方向相邻的瓶包之间留有间隙,使得在通风净化装置来对瓶包进行通风处理时,使得瓶包上的消毒气味得以减轻的效果更好。
73.参照图1至图11所示,一种瓶包消毒系统,消毒室2设置有进气口和出气口;
74.进气口连接有第一进气管道91,进气口通过第一进气管道91依次连接有高效过滤器911、第一阀门912、风机913、消毒发生器914、第五阀门915;
75.出气口连接有第一出气管道92,第一出气管道92上设置有第三阀门921,第一出气管道92远离出气口的一端连接在第五阀门915和消毒发生器914之间;
76.第一阀门912与风机912之间连接有第二出气管93,第二出气管93设置有第二阀门931;
77.出气口与第三阀门321之间设置有第三出气管94,第三出气管94上设置有第四阀门941。
78.参照图11所示,上述分装瓶消毒系统的工作原理如下,主要分为以下状态:
79.正压状态,瓶包送入消毒室2内时,第二阀门931关闭,第一阀门912打开,第五阀门915打开,第三阀门921关闭,第四阀门941打开,消毒发生器914停止运行,风机912正常运行。这样风机912将环境空气通过高效过滤器911送入消毒室2内,经由第四阀门941排到环境中,保持消毒室2内的洁净度和正压。
80.消毒状态,瓶包在消毒室2内,瓶包入口11和消毒出口13关闭,第五阀门 915关闭,第二阀门931打开,第四阀门941关闭,第三阀921门打开,消毒发生器914正常运行,风机912正常运行,形成封闭式循环通风,循环风通过消毒室2在内部循环,带动消毒气体对消毒室2内的瓶包进行消毒。
81.排气状态,瓶包消毒完成,第一阀门912关闭,第二阀门931打开,第四阀门941关闭,第五阀门915关闭,风机912正常运行。风机912抽取消毒室1内的烟气,通过第二阀门931排向室外,箱体1成弱真空状态。
82.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1