一种乘用车储气筒模块的制作方法
本技术涉及汽车零部件,尤其涉及一种乘用车储气筒模块。
背景技术:
1、乘用车主要用于载运乘客及其随身行李或临时物品的汽车,包括驾驶员座位在内最多不超过9个座位。在乘用车的车辆零部件中,储气筒主要作用是储存压缩空气,压缩空气用于乘用车制动以及乘用车汽笛的鸣笛,因此,乘用车储气筒安装过程后要求具备较好密封性和较高结构强度。
2、有鉴于此,有必要研究出一种乘用车储气筒模块,提升乘用车储气筒的密封性和结构强度。
技术实现思路
1、本实用新型提供了一种乘用车储气筒模块,采用冷金属过渡焊接设备焊接第一至第四条粗曲线焊缝,冷金属过渡焊接设备在焊接过程中极大降低焊接热产生,能有效确保焊接过程中不破坏乘用车储气筒本体,使得加工完的乘用车储气筒模块具有较好密封性;利用冷金属过渡焊接设备替代手工焊接,提高薄壁支架与乘用车储气筒本体连接处强度。
2、实现本实用新型目的的技术方案如下:
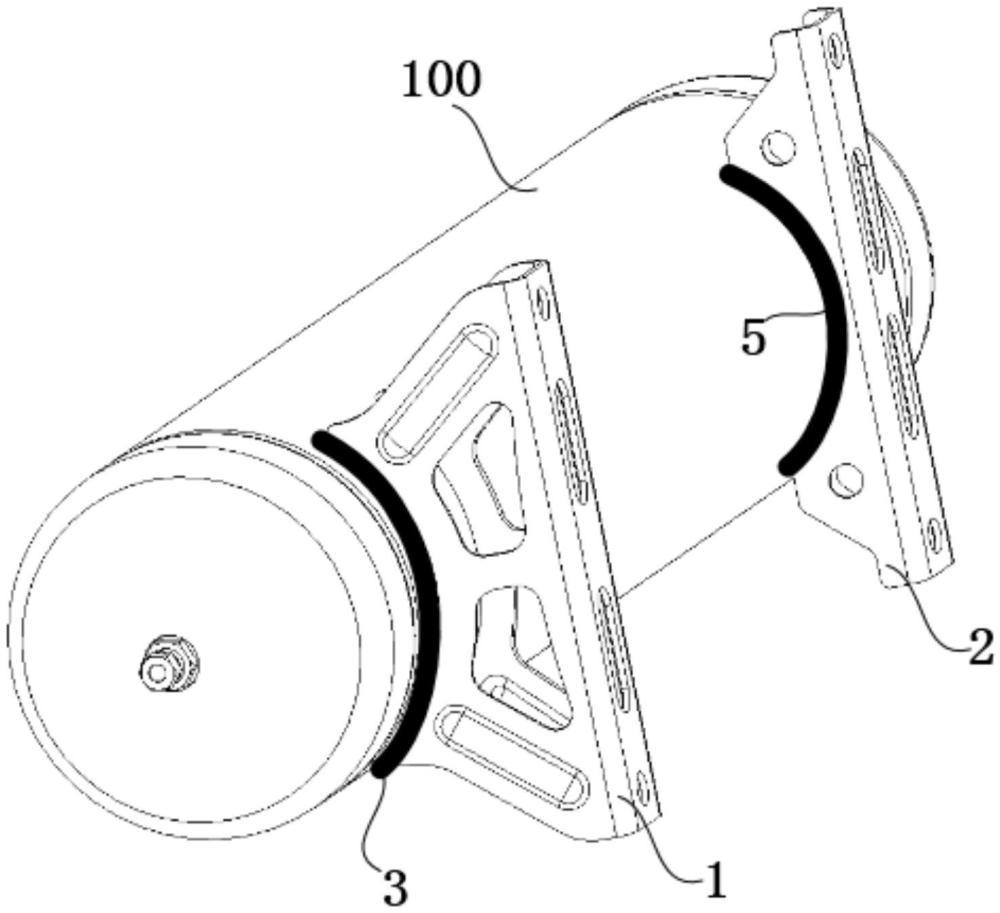
3、一种乘用车储气筒模块,包括:用于存储压缩空气的乘用车储气筒本体、采用冷金属过渡焊接设备焊接到所述乘用车储气筒本体的第一薄壁支架和第二薄壁支架;
4、第一薄壁支架和第二薄壁支架沿所述乘用车储气筒本体的长度方向平行设置;
5、第一薄壁支架与所述乘用车储气筒本体之间通过冷金属过渡焊接设备焊接出第一条粗曲线焊缝和第二条粗曲线焊缝,第一条粗曲线焊缝和第二条粗曲线焊缝位于第一薄壁支架的两侧;
6、第二薄壁支架与所述乘用车储气筒本体之间通过冷金属过渡焊接设备焊接出第三条粗曲线焊缝和第四条粗曲线焊缝,第三条粗曲线焊缝和第四条粗曲线焊缝位于第二薄壁支架的两侧;
7、第一条粗曲线焊缝靠近第二条粗曲线焊缝设置。
8、在一种可能的实现方式中,所述乘用车储气筒本体包括筒体和两套端盖组件;
9、第一薄壁支架和第二薄壁支架采用冷金属过渡焊接设备焊接于筒体。
10、在一种可能的实现方式中,筒体支撑于托料架;
11、与筒体焊接的第一薄壁支架和第二薄壁支架通过压紧件压紧;
12、压紧件与托料架固定连接,托料架和压紧件共同夹紧筒体、第一薄壁支架和第二薄壁支架;
13、两套端盖组件焊接于筒体两端。
14、在一种可能的实现方式中,所述端盖组件包括端盖本体和端盖螺母;
15、端盖螺母焊接于端盖本体,端盖螺母位于端盖本体远离筒体的一侧;
16、端盖本体与端盖螺母的轴线重合。
17、在一种可能的实现方式中,用于焊接端盖螺母和端盖本体的焊枪工装与端盖螺母垂直;
18、端盖本体放置于焊枪工装。
19、在一种可能的实现方式中,筒体和端盖本体的连接处焊接形成环向焊缝,环向焊缝采用手工焊焊接而成。
20、与现有技术相比,本实用新型的有益效果是:
21、1、本实用新型采用冷金属过渡焊接设备焊接第一至第四条粗曲线焊缝,冷金属过渡焊接设备在焊接过程中极大降低焊接热产生,能有效确保焊接过程中不破坏乘用车储气筒本体,使得加工完的乘用车储气筒模块具有较好密封性。
22、2、本实用新型利用冷金属过渡焊接设备替代手工焊接,提高薄壁支架与乘用车储气筒本体连接处强度。
技术特征:
1.一种乘用车储气筒模块,其特征在于,包括:用于存储压缩空气的乘用车储气筒本体、采用冷金属过渡焊接设备焊接到所述乘用车储气筒本体的第一薄壁支架和第二薄壁支架;
2.根据权利要求1所述的一种乘用车储气筒模块,其特征在于,所述乘用车储气筒本体包括筒体和两套端盖组件;
3.根据权利要求2所述的一种乘用车储气筒模块,其特征在于,筒体支撑于托料架;
4.根据权利要求2所述的一种乘用车储气筒模块,其特征在于,所述端盖组件包括端盖本体和端盖螺母;
5.根据权利要求4所述的一种乘用车储气筒模块,其特征在于,用于焊接端盖螺母和端盖本体的焊枪工装与端盖螺母垂直;
6.根据权利要求4所述的一种乘用车储气筒模块,其特征在于,筒体和端盖本体的连接处焊接形成环向焊缝,环向焊缝采用手工焊焊接而成。
技术总结
本技术提供了一种乘用车储气筒模块,包括:用于存储压缩空气的乘用车储气筒本体、采用冷金属过渡焊接设备焊接到所述乘用车储气筒本体的第一薄壁支架和第二薄壁支架;第一薄壁支架和第二薄壁支架沿所述乘用车储气筒本体的长度方向平行设置;第一薄壁支架与所述乘用车储气筒本体之间通过冷金属过渡焊接设备焊接出第一条粗曲线焊缝和第二条粗曲线焊缝;第二薄壁支架与所述乘用车储气筒本体之间通过冷金属过渡焊接设备焊接出第三条粗曲线焊缝和第四条粗曲线焊缝;第一条粗曲线焊缝靠近第二条粗曲线焊缝设置。本技术能有效确保焊接过程中不破坏乘用车储气筒本体,使得加工完的乘用车储气筒模块具有较好密封性。
技术研发人员:王淑利,严超峰,赵伟锋,张泽曦,张蒙蒙
受保护的技术使用者:西安德仕汽车零部件有限责任公司
技术研发日:20231018
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!