自动悬挂输送式荧光渗透检测设备的制作方法
[0001]
本实用新型涉及一种自动悬挂输送式荧光渗透检测设备。
背景技术:
[0002]
现荧光渗透行业中,多数都是采用了电动葫芦辅助方式的手工检测。手工荧光渗透检测线相对生产量要求不高,同时因为工艺配置简单,所以对操作人员的操作能力要求就很高。手工荧光渗透检测线由于每一步都由操作人员手工操作,所以渗透液及清洗废水的损耗也无法控制。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种自动悬挂输送式荧光渗透检测设备,具有环形悬链输送系统,在环形悬链输送系统下依次设置有物料架、脱脂站、第一清洗站、吹水站、浇淋渗透站、第一滴落站、预清洗站、第二清洗站、第二滴落站、烘箱、观察站及自动控制系统,在脱脂站和观察站之间设置有脱脂液桶、物料框、光幕和护栏,在吹水站的旁侧设置有渗透液槽,在第一滴落站的旁侧设置有排风除尘装置,在第一滴落站内设置有收集桶。
[0004]
为了便于控制输送速度,进一步地:所述环形悬链输送系统由驱动装置、张紧装置、牵引链条、输送轨道、轨道连接体、立柱及辅助支架以及五点式微电脑加油机等组成,通过自动控制系统来控制运行速度。
[0005]
为了便于多工件的组挂,进一步地:所述物料架采用多层结构。
[0006]
为了提高涂装生产线的生产质量,进一步地:所述脱脂站、第一清洗站、吹水站、浇淋渗透站、预清洗站、第二清洗站均是由喷淋系统、棚体、槽体、双开移门组成,吹水站由棚体和风机吹水系统组成。
[0007]
为了提高烘干效果,进一步地:所述烘箱由保温室体、循环风机、换热装置等组成。
[0008]
为了便于检测产品生产质量,进一步地:所述观察站由室体、皮带输送机、黑光灯等组成,用黑光灯检测产品表面涂装效果。
[0009]
为了便于控制整个生产线的运行,进一步地:所述自动控制系统包含人机界面触摸屏、控制按钮、指示灯、控制中枢、数显温控仪。
[0010]
为了便于维修保养机器,进一步地:所述脱脂站和第一滴落站处设置有爬梯。
[0011]
与现有技术相比,本实用新型的有益效果:一是自动化生产提高了生产量;二是对操作人员的能力要求降低;三是自动控制系统使渗透液及清洗废水的损耗得到控制,润滑用油也得到改善,降低了生产成本。
[0012]
附图说明:
[0013]
下面结合附图对本实用新型进一步说明:
[0014]
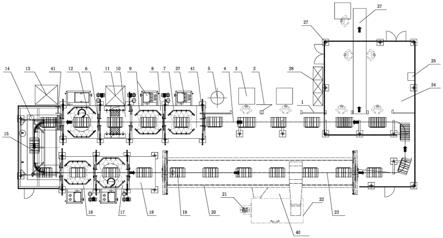
图1是本实用新型平面布置示意图;
[0015]
图2是本实用新型环形悬链输送系统示意图;
[0016]
图3是本实用新型吹水站处剖视图;
[0017]
图4是本实用新型自动控制系统示意图。
[0018]
图中:1.护栏 2.物料框 3.光幕 4.环形悬链输送系统 5.脱脂液桶 6.双开移门 7.脱脂站 8.第一清洗站 9.喷淋系统 10.吹水站 11.渗透液槽 12.浇淋渗透站 13.排风除尘装置 14.收集桶 15.第一滴落站 16.预清洗站 17.第二清洗站 18.第二滴水站 19.物料架 20.保温室体 21.循环风机 22.换热装置23.垫板 24.观察站 25.空调 26.皮带输送机 27.黑光灯 28.自动控制系统 29.张紧装置 30.轨道连接体 31.辅助支架 32.输送轨道 33.牵引链条 34.五点式微电脑加油机 35.立柱 36.驱动装置37.槽体 38.棚体 39.风机吹水 40.烘箱 41.爬梯 42.控制按钮 43.人机界面触摸屏 44.数显温控仪 45.指示灯 46.控制中枢。
[0019]
具体实施方式:
[0020]
下面结合附图及具体实施方式对本实用新型进行详细描述:
[0021]
如图1、图2、图3、图4所示的一种自动悬挂输送式荧光渗透检测设备,具有环形悬链输送系统4,在环形悬链输送系统4下设置有物料架19、脱脂站7、第一清洗站8、吹水站10、浇淋渗透站12、第一滴落站15、预清洗站16、第二清洗站17、第二滴落站18、烘箱40、观察站24及自动控制系统28,在脱脂站7和观察站24之间设置有脱脂液桶5、物料框2、光幕3和护栏1,在吹水站10的旁侧设置有渗透液槽11,在第一滴落站15的旁侧设置有排风除尘装置13,在第一滴落站15内设置有收集桶14。环形悬链输送系统4由驱动装置36、张紧装置29、牵引链条33、输送轨道32、轨道连接体30、立柱35及辅助支架31以及五点式微电脑加油机34等组成,通过自动控制系统28来控制运行速度。物料架19采用多层结构,可实现多工件的组挂。脱脂站7、第一清洗站8、吹水站10、浇淋渗透站12、预清洗站16、第二清洗站17均是由喷淋系统9、棚体38、槽体37、双开移门6组成。吹水站10由棚体38和风机吹水系统39组成。烘箱由保温室体20、循环风机21、换热装置22等组成。观察站24由室体25、皮带输送机26、黑光灯27等组成。所述自动控制系统28包括人机界面触摸屏43、控制按钮42、指示灯45、控制中枢46、数显温控仪44等装置组成。所述脱脂站7和第一滴落站15处设置有爬梯41,方便设备进行维修保养。
[0022]
当整个生产线开始运作时,操作工将工件装上物料架19,由自动控制系统28通过检测各个站点是否有工件来控制各站点的启动与停止,从而减少能源损耗。之后通过按下自动控制系统28上的控制按钮42,生产线开始启动,通过自动控制系统28编程好的程序,控制环形悬链输送系统4经过各个站点执行脱脂、第一次清洗、吹水、渗透、滴落、预水洗、第二次清洗、滴落、烘干、自然冷却之间的工艺转移,避免了操作人员的参与,从而减少人工成本。各个工位站也无需操作人进行操作,大大提高了工作产量和节约成本。最后人工在观察站24里将工件从环形悬链输送系统4下方的物料架19取下,放置皮带输送机26上进行观察并挑选合格工件,最终完成产品生产与检验。
[0023]
需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1