一种钢管弯度测量标识装置的制作方法
1.本发明涉及钢管弯度测量,尤其是涉及一种钢管弯度测量标识装置。
背景技术:
2.钢管从热处理工序出炉后,一般通过步进式旋转晾床进行冷却,当钢管移动到晾床的最终位置时,钢管达到室温状态,钢管热处理后多数存在局部弯曲的问题,为了保证后续工序的正常生产,一般需要对钢管进行直度检测矫直,因此,在矫直之前需要对钢管的弯度进行测量并标识出来,方便后续矫直。
3.现有的钢管弯度测量装置大多为手工工具,而且一般只能定性检测而无法标识。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种钢管弯度测量标识装置,对钢管进行自动弯曲度的测量标示,用来筛检弯曲度超标的钢管,并对钢管进行生产代码标注。
5.本发明的目的可以通过以下技术方案来实现:一种钢管弯度测量标识装置,该装置包括墨盒、绳轮、绳带、动力电机、支架转轴和支架座,所述的绳带缠绕在绳轮上,所述的动力电机驱动绳轮转动,带动绳带转动,绳带转动过程中经过墨盒,所述的墨盒安装在支架转轴上,支架转轴安装在支架座上,待检测钢管在晾床旋转支撑辊上旋转,当钢管的弯曲度超过设定值时,绳带上的墨汁在钢管弯曲部位进行标识。
6.所述的墨盒上下部还安装有激光传输装置,当钢管的弯曲度超过设定值时,激光传输装置将信号传输至控制台。
7.所述的墨盒一侧还配置有标示粘贴装置,通过该标示粘贴装置在钢管上粘贴生产标识。
8.所述的标示粘贴装置具有对粘贴标示信息读取功能,并传输到控制台。
9.所述的绳轮包括上轮和下轮,均位于在墨盒内,且上轮和下轮的转轴均安装在墨盒盒体上。
10.所述的墨盒呈盒体状,其一侧开口,且开口侧位于钢管一侧,使墨盒内的绳带贴近钢管。
11.所述的墨盒内装有墨汁,绳带在转动过程中粘附墨汁。
12.所述的墨盒还连接一气缸,气缸驱动墨盒绕支架转轴转动。
13.所述的装置还包括控制台,控制台连接动力电机、激光传输装置、标示粘贴装置和气缸。
14.与现有技术相比,本发明具有以下优点:
15.1.现有钢管热处理工序后,采用步进式旋转晾床进行冷却,当钢管移动到晾床的最终位置时,钢管达到室温状态。在最终位置配置本装置,通过本装置带有颜色墨水的绳带,将墨水划在钢管弯曲突出的位置,以标明钢管的弯曲方向。
16.2.本装置上配置有激光信号传输装置,当弯曲超标的钢管转动时,会中断激光信号的开关,激发控制台对超差的钢管进行信息记录。
17.3.测量装置配置有标示装置,将对每一支钢管进行表面粘贴标示。
18.4.本装置结构简单、使用方便、自动化程度高、识别准确。
附图说明
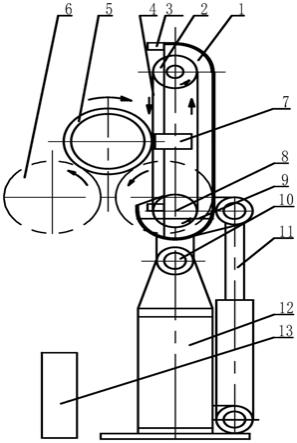
19.图1为本发明装置测量钢管的工作状态;
20.图2为本装置检测标示后墨盒摆动到非工作位置示意图;
21.图3为本装置垂直于钢管轴线水平方向示意图。
22.图中标识:1
‑
墨盒,2
‑
绳轮,3
‑
激光传输装置,4
‑
绳带,5
‑
钢管,6
‑
晾床旋转支撑轮,7
‑
标示粘贴装置,8
‑
动力电机,9
‑
墨汁,10
‑
支架转轴,11
‑
气缸,12
‑
支架座,13
‑
中控台。
具体实施方式
23.下面结合附图和具体实施例对本发明进行详细说明。
24.本发明装置是安装在现有钢管热处理工序后端,位于晾床末端,晾床为本领域常用钢管晾床。本发明装置中采用的动力电机、激光传输装置、标示粘贴装置、气缸、控制台等组件均为市售产品,将其安装应用与本发明中。
25.实施例
26.如图1
‑
3所示,一种钢管弯度测量标识装置,该装置包括墨盒1、绳轮2、激光传输装置3、绳带4、标示粘贴装置7、动力电机8、墨汁9、支架转轴10、气缸11和支架座12。
27.其中墨盒1呈盒体状,如本实施例中其两侧呈半圆状或圆缺状,半圆状底部装有墨汁9,且在墨盒1转动过程中,墨汁9不会洒出,中间呈矩形状,其一侧开口,且开口侧位于钢管5一侧,使墨盒内的绳带4贴近钢管5,绳带4与钢管5之间的间隙为钢管弯曲度的误差值,即弯曲度的设定值。
28.所述的绳轮2包括上轮和下轮,均位于在墨盒1内,且上轮和下轮的转轴均安装在墨盒1盒体上。所述的绳轮2下轮为主动轮,与动力电机8连接,上轮为从动轮。所述的动力电机8驱动绳轮2转动,绳带4在绳轮2的旋转带动下不停的转动,当绳带4转动时将墨盒1内的墨汁9粘附在绳带4上。
29.待检测钢管5在晾床旋转支撑辊6上旋转,钢管5自转的同时沿直线方向从绳带4侧面经过,这样钢管5的每个部位都会经过检测位,当钢管5弯曲度超过某一限定值时与绳带4接触,绳带4上的墨汁会划在钢管的弯曲部位,形成弯曲标示。
30.在墨盒1的侧面上部和下部配置激光信号装置3,当弯曲度超差时,激光信号装置3传输信号至控制台13,记录超差的钢管信息。
31.在墨盒1一侧配置有标示输出装置7,标示输出装置7在每一支钢管5上粘贴生产标示,另外标示输出装置7上具有对粘贴标示信息读取功能,并传输到控制台13。
32.所述的墨盒1还连接一气缸11,检测表示结束后,气缸11可驱动墨盒1绕支架转轴10转动,将墨盒摆动到非工作位置示意图,方便钢管移出。
33.控制台13分别连接动力电机8、激光传输装置3、标示粘贴装置7和气缸11,可接收激光传输装置3和标示粘贴装置7的传输的信息,自动驱动动力电机8和气缸11的启动和关
闭,实现自动化测量和标识。
34.绳带4在钢管5的弯曲部位划线标识,标示输出装置7在钢轨5上贴上标签,同时,激光信号装置3传输信号至控制台13,记录超差的钢管信息,这样每个钢管5的弯曲度可记录在控制台13,同时与钢管5上的标签一一对应,在后续的矫直工序中可以起到准确识别的功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1