浮动式测量外螺纹参数的装置及测量方法与流程
1.本发明涉及一种浮动式测量外螺纹参数的装置及测量方法。
背景技术:
2.目前现有技术石油化工等企业测量钢管外螺纹参数的方法是接触式测量和非接触式测量,接触式测量为每一项参数采用单独一个装置,同时每个装置需要定期检测,普遍存在精度不高、测头容易磨损、重复性波动大和操作繁琐等缺点,成本高,而且容易引入人为误差因素;非接触式测量一般采用光学成像测量,在拍照时需要保证相机和钢管之间的精确位置,要求保证钢管螺纹相对相机四个方向的精度(沿着y轴和z轴的移动和转动),即要求钢管中心轴线所在的水平面和光源垂直,并且该平面通过相机焦点,由于钢管长度一般10米左右,直接通过生产线推送过来,无法获得准确位置,因此需要搭建多轴运动平台进行运动控制,设置多个传感器,多个电机,导致结构复杂,设备成本高,运动控制困难,运动精度很难保证,而且测量结果不稳定。
技术实现要素:
3.本发明的目的是提供一种浮动式测量外螺纹参数的装置及测量方法,该结构及方法采用的浮动式定位装置只需要一个电机,单个传感器对外螺纹进行测量,具有结构简单准确性高,测量精准等优点。
4.上述的目的通过以下的技术方案实现:一种浮动式测量外螺纹参数的装置,其组成包括:浮动式定位装置,所述的浮动式定位装置包括支撑架,所述的支撑架与夹持架固定,所述的夹持架上方安装有2个相机,其下方安装有2个光源,所述的夹持架中间位置通过圆柱中心销与锥形台连接,2个圆柱滑动销穿过所述的锥形台与所述的夹持架连接,2个所述的圆柱滑动销端部安装有推板,其外径上套有弹簧d并安装在所述推板与所述锥形台之间,所述的支撑架两侧与支撑平台上方的2个导轨之间分别安装有4个弹簧c。
5.所述的浮动式测量外螺纹参数的装置,所述的支撑平台上方安装2个所述的导轨,下方安装1个所述的导轨,推杆将3个所述的导轨端部固定,所述的推杆与丝杆螺母固定,所述的丝杆螺母与丝杆通过螺纹连接,所述的丝杆通过转轴与电机连接,所述的推杆与所述的支撑架之间安装有弹簧a。
6.所述的浮动式测量外螺纹参数的装置,所述的夹持架与下方所述的导轨之间安装有弹簧b,所述的支撑平台下平板上安装有传感器,所述的电机本体固定在所述的支撑平台上。
7.一种浮动式测量外螺纹参数的装置及测量方法,该方法包括如下步骤:首先是系统复位,被测钢管沿着x轴正向运动,传感器检测到被测钢管到达后,向生产线和本装置同时发送指令,被测钢管停止运动,电机启动,驱动丝杠,丝杠驱动丝杠螺母,丝杠螺母推动推杆,推杆推动导轨沿着x轴负向移动,浮动式定位装置在弹簧a、弹簧b和
弹簧c的作用下,沿着x轴负向移动,移动一定距离后,推板首先和被测钢管端面接触,随着电机的不断推进,弹簧d被压缩,将压力传到夹持架,再传到支撑架上,在弹簧b和弹簧c的作用下,浮动式定位装置发生转动,从而修正浮动式定位装置相对被测钢管在y轴和z轴方向的转动偏差;随着电机的不断推进,锥形台和钢管端面内口接触,接触后,弹簧d被压缩,保证锥形台和被测钢管端面内口接触紧密,从而修正浮动式定位装置相对被测钢管在y轴和z轴方向的移动偏差;此时电机停止运动,发送信号,相机和光源同时开始工作,拍照2张照片,拍照完成后,将图片传递给计算机数据处理,并发送信号,电机启动,沿着x轴正向移动,回到原始位置;然后向生产线发送信号,被测钢管沿着x轴负向移动,离开装置,计算机进行图像处理,获得齿高、齿螺距和齿锥度三项参数,并通过图像分析被测钢管加工是否存在偏心。
8.有益效果:1.本发明是一种浮动式测量外螺纹参数的装置,该结构及其方法设置单个电机及传感器,通过二个相机一次拍照测量成像,测量出螺纹齿高、螺距、锥度三项参数,并能检测加工偏心问题,节省了成本,提高了测量效率和测量质量;克服了现有技术需要多个电机、传感器等相互配合,导致结构复杂,设备成本高,运动控制困难,测量精度难以保证的弊病。
[0009] 2.本发明设计了浮动式定位的机械装置,提高了测量精度,开发了一套参数测量系统,有效提高了测量效率和测量质量。
[0010] 3.本发明的优势在于:测量效率高,准确性高,结构简单,极大降低了成本,可在线测量。
[0011] 4.本发明测量效率高是指:人工测量三项参数,从测量到记录完成需要90秒左右,利用该装置测量20秒左右;准确性高是指:设计了钢管螺纹浮动式定位装置,结构简单,定位准确,有效提高了成像精度;结构简单是指:采用浮动式定位装置,只采用1个电机;降低成本是指:采用人工测量需要三班倒,每个工人工资要3000元左右每个月,那么1年人工工资就要11万元左右,还有手动测量仪表装置以及校准装置等1年要5万元左右,同时校准装置定期还要到计量局进行校准,合计每年消耗18万元,而该装置成本10万元左右,没有太多消耗品,因此极大降低了成本。
[0012]
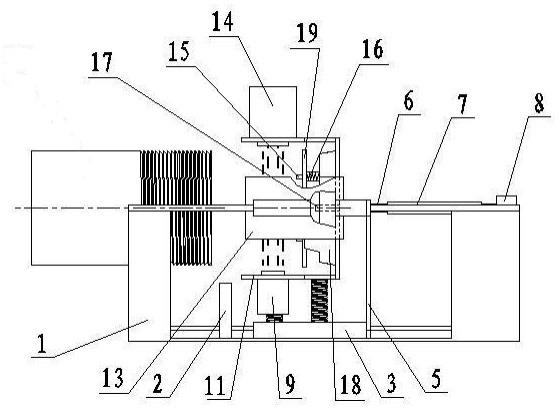
附图说明:附图1是本发明发明的结构示意图。
[0013]
附图2是附图1的左视图。
[0014]
附图3是附图1的俯视图。
[0015]
附图4是本发明发明的流程图。
[0016]
附图5是本发明发明的立体结构示意图。
[0017]
附图6是本发明发明的浮动式定位装置立体结构示意图。
[0018]
其中:1、支撑平台,2、传感器,3、导轨,4、弹簧a,5、推杆,6、丝杆螺母,7、丝杆,8、电机,9、光源,10、弹簧b,11、夹持架,12、弹簧c,13、支撑架,14、相机,15、圆柱滑动销, 16、弹簧d,17、圆柱中心销,18、锥形台,19、推板。
[0019]
具体实施方式:
实施例1:一种浮动式测量外螺纹参数的装置,其组成包括:浮动式定位装置,所述的浮动式定位装置包括支撑架13,所述的支撑架与夹持架11固定,所述的夹持架上方安装有2个相机14,其下方安装有2个光源9,所述的夹持架中间位置通过圆柱中心销17与锥形台18连接,2个圆柱滑动销15穿过所述的锥形台与所述的夹持架连接,2个所述的圆柱滑动销端部安装有推板19,其外径上套有弹簧d16并安装在所述推板与所述锥形台之间,所述的支撑架两侧与支撑平台1上方的2个导轨3之间分别安装有4个弹簧c12。
[0020]
实施例2:根据实施例1所述的浮动式测量外螺纹参数的装置,所述的支撑平台上方安装2个所述的导轨,下方安装1个所述的导轨,推杆5将3个所述的导轨端部固定,所述的推杆与丝杆螺母6固定,所述的丝杆螺母与丝杆7通过螺纹连接,所述的丝杆通过转轴与电机8连接,所述的推杆与所述的支撑架之间安装有弹簧a4。
[0021]
实施例3:根据实施例1所述的浮动式测量外螺纹参数的装置,所述的夹持架与下方所述的导轨之间安装有弹簧b10,所述的支撑平台下平板上安装有传感器2,所述的电机本体固定在所述的支撑平台上。
[0022]
所述的浮动式测量外螺纹参数的装置主要测量生产线上钢管外螺纹三项参数:齿高、齿螺距和齿锥度,以及加工偏心问题,钢管长度为10m左右;该装置的主体结构由一个电机、一套丝杠装置、一套浮动式定位装置、九个弹簧、三个直线导轨、一个支撑平台、二个相机、二个光源、一个传感器组成;具体如附图所示:其传动关系是:支撑平台固定不动,上面安装3号三个直线导轨,可以沿着x轴直线往复运动,推杆和三个导轨固定在一起,丝杠螺母和推杆固定在一起,电机转轴和丝杠固定在一起,电机本体固定在支撑平台上。
[0023]
所述的浮动式定位装置通过弹簧a(刚度最大)、弹簧b和弹簧c和导轨及推杆连接在一起,其中,弹簧a连接在推杆和支撑架之间,弹簧b连接在导轨和夹持架之间,弹簧c连接在导轨和支撑架之间;夹持架固定在支撑架上,光源和相机固定在夹持架上,圆柱滑动销和圆柱中心销固定在夹持架上,锥形台通过圆柱中心销定位固定在夹持架上,弹簧d套在圆柱滑动销上,一端和夹持架接触,推板套在圆柱滑动销上和弹簧d另一端接触,可以沿着x轴滑动。
[0024]
实施例4:一种利用实施例1
‑
3所述的浮动式测量外螺纹参数的装置的测量方法,该方法包括如下步骤:首先是系统复位,被测钢管沿着x轴正向运动,传感器检测到被测钢管到达后,向生产线和本装置同时发送指令,被测钢管停止运动,电机启动,驱动丝杠,丝杠驱动丝杠螺母,丝杠螺母推动推杆,推杆推动导轨沿着x轴负向移动,浮动式定位装置在弹簧a、弹簧b和弹簧c的作用下,沿着x轴负向移动,移动一定距离后,推板首先和被测钢管端面接触,随着电机的不断推进,弹簧d被压缩,将压力传到夹持架,再传到支撑架上,在弹簧b和弹簧c的作用下,浮动式定位装置发生转动,从而修正浮动式定位装置相对被测钢管在y轴和z轴方向的转动偏差;
随着电机的不断推进,锥形台和钢管端面内口接触,接触后,弹簧d被压缩,保证锥形台和被测钢管端面内口接触紧密,从而修正浮动式定位装置相对被测钢管在y轴和z轴方向的移动偏差;此时电机停止运动,发送信号,相机和光源同时开始工作,拍照2张照片,拍照完成后,将图片传递给计算机数据处理,并发送信号,电机启动,沿着x轴正向移动,回到原始位置;然后向生产线发送信号,被测钢管沿着x轴负向移动,离开装置,计算机进行图像处理,获得齿高、齿螺距和齿锥度三项参数,并通过图像分析被测钢管加工是否存在偏心。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1