一种用于汽车空调管路符合性检测的专用检具的制作方法
1.本技术涉及空调管路检测的领域,尤其是涉及一种用于汽车空调管路符合性检测的专用检具。
背景技术:
2.汽车是一种较为便捷的交通工具,人们出行已经不单单满足着眼于追求汽车的速度,更多的将眼光聚焦在了驾驶体验上,为了获得一个良好的乘车环境,汽车内通常会安装有车载空调,但是由于汽车内部空间较为狭小,汽车空调管路需要进行多次弯折。
3.相关技术中公开了一种空调管路总成1,如图1所示,其包括第一连接管101、橡胶管102和第二连接管103,第一连接管101包括第一进料段1011和第一出料段1012,第一进料段1011和第一出料段1012固定连接,第一进料段1011和第一出料段1012连通,第一进料段1011和第一出料段1012之间的夹角为锐角,第一进料段1011远离第一出料段1012的一侧固定连接有第一连接段1013;第一出料段1012和橡胶管102的一端固定连接,第一出料段1012和橡胶管102连通,橡胶管102上固定连接有配重块1021;第二连接管103包括第二进料段1031和第二出料段1032,第二进料段1031和第二出料段1032固定连接,第二进料段1031和第二出料段1032连通,第二进料段1031和第二出料段1032之间的夹角为钝角,第二进料段1031和橡胶管102远离第一出料段1012的一侧固定连接,第二进料段1031和橡胶管102连通,第二出料段1032远离第二进料段1031的一侧固定连接有第二连接段1033。
4.针对上述中的相关技术,发明人认为汽车空调管路总成制造完成后需要进行检测,现有的检测方案是操作人员手动检测汽车空调管路总成的符合度,汽车空调管路总成的检测效率较低。
技术实现要素:
5.为了提高检测汽车空调管路总成符合度的效率,本技术提供一种用于汽车空调管路符合性检测的专用检具。
6.本技术提供的一种用于汽车空调管路符合性检测的专用检具采用如下的技术方案:
7.一种用于汽车空调管路符合性检测的专用检具,包括支撑台、用于检测第一进料段的第一检测机构、用于检测第一出料段的第二检测机构、用于检测第二进料段的第三检测机构和用于检测第二出料段的第四检测机构,所述第一检测机构、第二检测机构、第三检测机构和第四检测机构均位于支撑台顶部;
8.所述第一检测机构包括第一检测台、第一检测卡块和第一锁紧块,所述第一检测台和支撑台固定连接,所述第一检测台侧壁用于和第一连接段端面贴合,所述第一检测卡块和第一检测台固定连接,所述第一检测卡块顶部开设有第一检测卡槽,所述第一检测卡槽用于和第一进料段的侧壁贴合,所述第一锁紧块用于将第一进料段和第一检测台抵紧。
9.通过采用上述技术方案,先将第一进料段放入第一检测卡槽内,第一进料段的侧
壁和第一检测卡槽贴合,第一连接段和第一检测台的侧壁贴合,按压第一锁块,第一锁块将第一连接段的端面上抵紧在第一检测台,若第一连接段端面和第一检测台紧密贴合,第一进料段和第一检测卡槽紧密贴合,第一进料段的弯度符合设计,减少操作人员手动检测空调管路总成的劳动强度,提高检测空调管路总成符合性的效率。
10.可选的,所述第二检测机构包括第一支架和第二检测卡块,所述第一支架和支撑台固定连接,所述第二检测卡块位于第一支架顶部,所述第二检测卡块和第一支架固定连接,所述第二检测卡块开设有第二检测卡槽,所述第二检测卡槽用于和第一出料段侧壁贴合。
11.通过采用上述技术方案,第一出料段放入第二检测卡槽,若第一出料段侧壁和第二检测卡槽侧壁贴合,第一出料段的弯曲度符合要求,若第一出料段侧壁和第二检测卡槽贴合较差时,第一出料段的符合性不符合要求,方便检测第一连接管的精度,提高检测第一连接管符合性的效率。
12.可选的,所述第二检测机构还包括第一调节组件,所述第一调节组件包括第一支撑块、第一导轨和第一锁定杆,所述第一支撑块和第一支架固定连接,所述第一支撑块上开设有第一滑槽,所述第一导轨穿过第一滑槽,所述第一导轨和第一支撑块滑动连接,所述第一导轨一端和第二检测卡块固定连接,所述第一导轨上设置有第一定位孔,所述第一支撑块上设置有第一限位孔,所述第一限位孔和第一滑槽连通,所述第一锁定杆穿过第一限位孔,所述第一锁定杆和第一支撑块滑动连接,所述第一锁定杆能够伸入第一定位孔。
13.通过采用上述技术方案,先固定空调管路总成,操作人员推动第一导轨,第一导轨沿第一滑槽滑动,第二检测卡块和第一出料段贴合后,第一定位孔和第一限位孔同轴,第一锁定杆穿过第一限位孔,第一锁定杆伸入第一定位孔,第一导轨被固定,方便安装第一连接管,提高检测第一连接管弯曲度的便利性。
14.可选的,所述第三检测机构包括第二支架和第三检测卡块,所述第二支架和支撑台固定连接,所述第三检测卡块位于第二支架顶部,所述第三检测卡块和第二支架固定连接,所述第三检测卡块开设有第三检测卡槽,所述第三检测卡槽用于和第二进料段的侧壁贴合。
15.通过采用上述技术方案,第二进料段放入第三检测卡槽,若第二进料段侧壁和第三检测卡槽侧壁贴合,第二进料段的弯曲度符合要求,若第二进料段侧壁和第三检测卡槽贴合较差时,第二进料段的符合性不符合要求,方便检测第二连接管的精度,提高检测第二连接管符合性的效率。
16.可选的,所述第三检测机构还包括第二调节组件,所述第二调节组件包括第二支撑块、第二导轨和第二锁定杆,所述第二支撑块和第二支架固定连接,所述第二支撑块上开设有第二滑槽,所述第二导轨穿过第二滑槽,所述第二导轨和第二支撑块滑动连接,所述第二导轨一端和第三检测卡块固定连接,所述第二导轨上设置有第二定位孔,所述第二支撑块上设置有第二限位孔,所述第二限位孔和第二滑槽连通,所述第二锁定杆穿过第二限位孔,所述第二锁定杆和第二支撑块滑动连接,所述第二锁定杆能够伸入第二定位孔。
17.通过采用上述技术方案,空调管路总成固定完成后,操作人员推动第二导轨,第二导轨沿第二滑槽滑动,第三检测卡块和第二出料段贴合后,第二定位孔和第二限位孔同轴,第二锁定杆穿过第二限位孔,第二锁定杆伸入第二定位孔,第二导轨被固定,方便安装第二
连接管,提高检测第二连接管弯曲度的便利性。
18.可选的,所述第二支架顶部设置有第四检测卡块,所述第四检测卡块和第二支架固定连接,所述第四检测卡块上开设有第四检测卡槽,所述第四检测卡槽的侧壁用于和配重块贴合。
19.通过采用上述技术方案,空调管路总成固定后,橡胶管伸入第四检测卡槽,配重块伸入第四检测卡槽,若第四检测卡槽侧壁和配重块贴合时,配重块与橡胶管的相对位置符合要求,提高空调管路总成检测的精度,提高检测管路总成的便利性。
20.可选的,所述第四检测卡块的端部设置有锁定条,所述锁定条和第四检测卡块转动连接,所述锁定条和第四检测卡块之间设置有固定锁定条的定位螺栓。
21.通过采用上述技术方案,配重块放置在第四检测卡块内后,操作人员转动锁定条,锁定条将配重块固定在第四检测卡槽内,方便检测配重块的贴合度,提高检测橡胶管尺寸的便利性。
22.可选的,所述第四检测机构包括第三支架、第二检测台和第二锁紧块,所述第三支架和支撑台固定连接,所述第二检测台用于和第二连接段的端面贴合,所述第二锁紧块用于将第二连接段端面和第二检测台抵紧。
23.通过采用上述技术方案,第二连接段靠近第二检测台,转动第二锁定块,第二锁定块将第二连接段和第二检测台固定,方便第二连接段的贴合度,方便固定空调管路总成,提高检测空调管路总成的便利性。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.将第一连接段、第一进料段均与第一检测机构贴合,第一连接段和第一检测台贴合,第一进料段和第一检测卡槽侧壁贴合,第一锁紧件将第一连接段和第一检测台抵紧,检测第一进料段和进料段的弯曲度,提高检测空调管路总成符合度的效率;
26.2.第一出料段伸入第二检测卡槽侧壁,第二进料段伸入第三检测卡槽侧壁,方便检测第一出料段和第二进料段的符合度,方便检测第一出料段和第二进料段的弯曲度,提高检测空调管路总成符合度的精度;
27.3.第一支架与第二检测卡块之间设置第一调节组件,第二支架和第三检测卡块之间设置第二调节组件,方便操作人员推动第二检测卡块和第一出料段贴合,提高第三检测卡块和第二第一连接段贴合的便利性,提高固定空调管路总成符合度的效率。
附图说明
28.图1是相关技术中一种汽车空调管路总成的结构示意图。
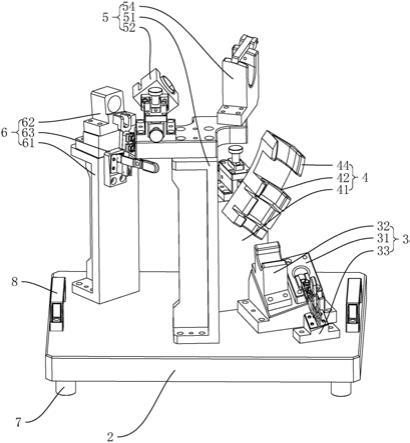
29.图2是本技术实施例的一种用于汽车空调管路符合性检测的专用检具的结构示意图。
30.图3是本技术实施例的一种用于汽车空调管路符合性检测的专用检具的展示第一检测机构的结构示意图。
31.图4是本技术实施例的一种用于汽车空调管路符合性检测的专用检具的隐藏第一检测机构的结构示意图。
32.图5是本技术实施例的一种用于汽车空调管路符合性检测的专用检具的展示第三检测机构的结构示意图。
33.图6是本技术实施例的一种用于汽车空调管路符合性检测的专用检具的展示第四检测机构的结构示意图。
34.附图标记说明:1、空调管路总成;101、第一连接管;1011、第一进料段;1012、第一出料段;1013、第一连接段;102、橡胶管;1021、配重块;103、第二连接管;1031、第二进料段;1032、第二出料段;1033、第二连接段;2、支撑台;3、第一检测机构;31、第一检测台;311、第一检测孔;312、第一固定杆;32、第一检测卡块;321、第一检测卡槽;33、第一锁紧块;331、第一压板;3311、第一压紧槽;4、第二检测机构;41、第一支架;411、第一加强筋;42、第二检测卡块;421、第二检测卡槽;422、第一提取槽;43、第一调节组件;431、第一支撑块;4311、第一滑槽;4312、第一限位孔;432、第一导轨;4321、第一定位孔;433、第一锁定杆;44、导向块;441、导向槽;45、第一推块;5、第三检测机构;51、第二支架;511、第二加强筋;52、第三检测卡块;521、第三检测卡槽;522、第二提取槽;53、第二调节组件;531、第二支撑块;5311、第二滑槽;5312、第二限位孔;532、第二导轨;5321、第二定位孔;533、第二锁定杆;534、第二推块;54、第四检测卡块;541、第四检测卡槽;55、锁定条;56、转柄;6、第四检测机构;61、第三支架;611、第三加强筋;62、第二检测台;621、第二检测孔;622、第二固定杆;63、第二锁紧块;631、第二压板;6311、第二压紧槽;7、橡胶垫;8、把手。
具体实施方式
35.以下结合附图1
‑
6对本技术作进一步详细说明。
36.本技术实施例公开一种用于汽车空调管路符合性检测的专用检具。参照图2和图3,专用检具包括支撑台2、用于检测第一进料段1011的第一检测机构3、用于检测第一出料段1012的第二检测机构4、用于检测第二进料段1031的第三检测机构5和用于检测第二出料段1032的第四检测机构6,支撑台2为长方体状,支撑台2水平放置,支撑台2底部螺栓连接四个橡胶垫7,四个橡胶垫7均匀分布于支撑台2的四周;支撑台2顶部螺栓连接有两个把手8,两个把手8关于支撑台2的中心对称设置,第一检测机构3、第二检测机构4、第三检测机构5和第四检测机构6均位于支撑台2顶部;第一检测机构3包括第一检测台31、第一检测卡块32和第一锁紧块33,第一检测台31顶部为斜面,第一检测台31顶面和支撑台2之间的夹角为60
°
,第一检测台31和支撑台2通过螺栓固定连接,第一检测台31顶部开设有第一检测孔311,第一检测孔311的轴线和第一检测台31顶面垂直;第一检测孔311周侧设置有第一固定杆312,第一固定杆312为圆柱形,第一固定杆312的轴线和第一检测孔311的轴线平行,第一固定杆312和第一检测台31顶部一体成型;第一检测卡块32为长方体状,第一检测卡块32和第一检测台31固定连接,第一检测卡块32顶部开设有第一检测卡槽321,第一检测卡槽321截面为u形,第一检测卡槽321的开口朝向远离第一检测台31的一侧;第一锁紧块33为快速夹钳,第一锁紧块33和支撑台2通过螺栓固定连接,第一锁紧块33的夹持侧设置有第一压板331,第一压板331和第一锁紧块33的夹持侧螺栓固定,第一压板331上开设有第一压紧槽3311,第一压紧槽3311截面为长方形,第一压板331将第一连接段1013抵紧在第一检测台31上。将第一进料段1011放入第一检测卡槽321内,第一连接段1013和第一检测台31靠近,第一连接段1013上用于密封连接的螺纹段伸入第一检测孔311,第一固定杆312和第一连接段1013的辅助定位孔贴合,第一进料段1011侧壁和第一检测卡槽321贴合,按压第一锁紧块33,第一压板331将第一连接段1013抵紧在第一检测台31上,检查第一进料段1011和第一检
测卡槽321的贴合度,若第一进料段1011和第一检测卡槽321侧壁贴合,并且第一连接段1013和第一检测台31贴合时,第一进料段1011和第一连接段1013符合设计要求;若第一进料段1011和第一检测卡槽321侧壁之间有间隙或者第一连接段1013和第一检测台31之间有间隙时,空调管路总成1符合度不合格。本技术能够检测第一进料段1011和第一连接段1013的弯曲度,提高检测空调管路总成1符合度的效率。
37.参照图4,为了方便检测第一出料段1012的贴合度,第二检测机构4包括第一支架41和第二检测卡块42,第一支架41为长方体状,第一支架41竖直设置,第一支架41侧壁还一体成型有第一加强筋411,第一支架41和支撑台2通过螺栓固定连接,第二检测卡块42为长方体状,第二检测卡块42和第一支架41之间的夹角为锐角,在本实施例中,第二检测卡块42和第一支架41之间的夹角为30
°
,第二检测卡块42位于第一支架41的侧壁处,第二检测卡块42位于第一支架41顶部,第二检测卡块42远离第一支架41的一侧开设有第二检测卡槽421,第二检测卡槽421截面为u形,第二检测卡槽421沿弧线设置,第二检测卡槽421侧壁设置有多个用于取出第一出料段1012的第一提取槽422,第一提取槽422和第二检测卡槽421侧壁连通,在本实施例中,第一提取槽422设置有两个,第一提取槽422截面为长方形,第一提取槽422垂直于第二检测卡槽421;第二检测卡块42的顶部设置有导向块44,导向块44和第二检测卡块42一体成型,导向块44表面设置导向槽441,导向槽441沿弧形开设,导向槽441的开口方向和第二检测卡槽421的开口方向相同,导向块44用于导向橡胶管102,减少橡胶管102发生弯折的可能性。将第一出料段1012放入第二检测卡槽421内,橡胶管102的一侧放入导向槽441内,检测第一出料段1012和第二检测卡槽421的贴合程度,若第一出料段1012和第二检测卡槽421之间有间隙时,第一出料段1012和设计要求的贴合度较差,第一出料段1012不满足设计要求;若第一出料段1012和第二检测卡槽421贴合较为紧密时,第一出料段1012是合格的。
38.为了方便进一步检测第一出料段1012的弯曲度,第二检测机构4还设有第一调节组件43,第一调节组件43包括第一支撑块431、第一导轨432和第一锁定杆433,第一支撑块431位于第一支架41顶端,第一支撑块431和第一支架41通过螺栓固定连接,第一支撑块431水平设置,第一支撑块431上开设有第一滑槽4311,第一滑槽4311朝向第二检测卡块42一侧开设,第一滑槽4311截面为长方形,第一滑槽4311贯穿第一支撑块431;第一导轨432为长方体状,第一导轨432穿过第一滑槽4311,第一导轨432和第一支撑块431滑动连接,第一导轨432一端和第二检测卡块42通过螺栓固定连接,第一导轨432另一端连接有第一推块45,第一推块45为圆柱形,第一推块45和第一导轨432同轴,第一推块45和第一导轨432一体成型;第一导轨432上顶部有第一定位孔4321,第一定位孔4321为圆柱形,第一定位孔4321设置有两个,两个第一定位孔4321沿第一导轨432的长度方向间隔设置;第一支撑块431顶部开设有第一限位孔4312,第一限位孔4312竖直设置,第一限位孔4312和第一滑槽4311连通,第一锁定杆433穿过第一限位孔4312,第一锁定杆433和第一支撑块431滑动连接,第一锁定杆433经过第一限位孔4312且伸入第一定位孔4321,第一导轨432的位置被固定。空调管路总成1被固定后,操作人员推动第一推块45,第一推块45带动第一导轨432运动,第一导轨432沿第一滑槽4311滑动,第二检测卡块42和第一出料段1012贴合后,第一定位孔4321和第一限位孔4312连通,第一锁定杆433穿过第一限位孔4312,第一锁定杆433伸入第一定位孔4321,第一导轨432被固定,提高检测第一出料段1012的弯曲度的便利性。
39.参照图5,为了方便检测第二进料段1031的弯曲度,第三检测机构5包括第二支架51和第三检测卡块52,第二支架51为长方体状,第二支架51竖直设置,第二支架51侧壁还一体成型有第二加强筋511,第二支架51和支撑台2通过螺栓固定连接,第三检测卡块52为长方体状,第三检测卡块52和第二支架51之间的夹角为锐角,在本实施例中,第三检测卡块52和第二支架51之间的夹角为45
°
,第三检测卡块52位于第二支架51的侧壁处,第三检测卡块52位于第二支架51顶部,第三检测卡块52远离第二支架51的一侧开设有第三检测卡槽521,第三检测卡槽521截面为u形,第三检测卡槽521沿第三检测卡块52的长度方向设置,第三检测卡槽521侧壁设置有多个用于取出第二进料段1031的第二提取槽522,第二提取槽522和第三检测卡槽521侧壁连通,在本实施例中,第二提取槽522设置有两个,第二提取槽522截面为长方形,第二提取槽522垂直于第三检测卡槽521。将第二进料段1031放入第三检测卡槽521内,检测第二进料段1031和第三检测卡槽521的贴合程度,若第二进料段1031和第三检测卡槽521之间有间隙时,第二进料段1031与设计要求的贴合度较差,第二进料段1031不满足设计要求;若第二进料段1031和第三检测卡槽521贴合较为紧密时,第二进料段1031满足设计要求。
40.参照图5,为了方便进一步检测第二进料段1031的弯曲度,第三检测机构5还设有第二调节组件53,第二调节组件53包括第二支撑块531、第二导轨532和第二锁定杆533,第二支撑块531位于第二支架51顶端,第二支撑块531和第二支架51通过螺栓固定连接,第二支撑块531水平设置,第二支撑块531上开设有第二滑槽5311,第二滑槽5311朝向第三检测卡块52一侧开设,第二滑槽5311截面为长方形,第二滑槽5311贯穿第二支撑块531;第二导轨532为长方体状,第二导轨532穿过第二滑槽5311,第二导轨532和第二支撑块531滑动连接,第二导轨532一端和第三检测卡块52通过螺栓固定连接,第二导轨532另一端连接有第二推块534,第二推块534为圆柱形,第二推块534和第二导轨532同轴,第二推块534和第二导轨532一体成型;第二导轨532上顶部有第二定位孔5321,第二定位孔5321为圆柱形,第二定位孔5321设置有两个,两个第二定位孔5321沿第二导轨532的长度方向间隔设置;第二支撑块531顶部开设有第二限位孔5312,第二限位孔5312竖直设置,第二限位孔5312和第二滑槽5311连通,第二锁定杆533穿过第二限位孔5312,第二锁定杆533和第二支撑块531滑动连接,第二锁定杆533经过第二限位孔5312且伸入第二定位孔5321,第二导轨532的位置被固定。空调管路总成1被固定后,操作人员推动第二推块534,第二推块534带动第二导轨532运动,第二导轨532沿第二滑槽5311滑动,第三检测卡块52和第二进料段1031贴合后,第二定位孔5321和第二限位孔5312同轴,第二锁定杆533穿过第二限位孔5312,第二锁定杆533伸入第二定位孔5321,第二导轨532被固定,提高检测第二进料段1031的弯曲度的便利性。
41.参照图5,为了检测橡胶管102上的配重块1021的位置,第二支架51顶部设置有第四检测卡块54,第四检测卡块54和第二支架51通过螺栓固定连接,第四检测卡块54顶部开设有第四检测卡槽541,第四检测卡槽541截面为u形,第四检测卡槽541沿第四检测卡块54的长度方向开设,第四检测卡槽541的凸面朝向第二支架51一侧,第四检测卡块54的端部设置有锁定条55,锁定条55位于第四检测卡槽541的开口处,锁定条55为长方体状,锁定条55水平设置,锁定条55的一端和第四检测卡块54一侧铰接,锁定条55和第四检测卡块54的铰接轴的轴线和第四检测卡槽541的轴线平行,锁定条55和第四检测卡块54之间设置有转动锁定条55的转柄56,定位螺栓56穿过锁定条55,定位56的轴线垂直于锁定条55,转柄56和第
四检测卡块54通过螺纹连接。空调管路总成1固定后,橡胶管102放入第四检测卡槽541,配重块1021伸入第四检测卡槽541,操作人员拉动转柄56,转柄56带动锁定条55转动,锁定条55将配重块1021固定在第四检测卡槽541内,橡胶管102和配重块1021被固定在第四检测卡槽541内,若第四检测卡槽541侧壁和配重块1021贴合时,配重块1021与橡胶管102的相对位置符合要求;若第四检测卡槽541侧壁和配重块1021贴合度较差时,配重块1021与橡胶管102的相对位置发生滑移,该空调管路总成1不合格。本技术能够提高空调管路总成1检测的精度,提高检测管路总成1的便利性。
42.参照图6,为了方便检测第二连接段1033,第四检测机构6包括第三支架61、第二检测台62和第二锁紧块63,第三支架61为长方体状,第三支架61竖直设置,第三支架61侧壁还一体成型有第三加强筋611,第三支架61和支撑台2通过螺栓固定连接,第二检测台62和第三支架61通过螺栓固定连接,第二检测台62侧壁开设有第二检测孔621,第二检测孔621的轴线垂直于第二检测台62侧壁;第二检测孔621周侧设置有第二固定杆622,第二固定杆622为圆柱形,第二固定杆622的轴线和第二检测孔621的轴线平行,第二固定杆622和第二检测台62侧壁一体成型;第二锁紧块63为快速夹钳,第二锁紧块63和第三支架61通过螺栓固定连接,第二锁紧块63的夹持侧设置有第二压板631,第二压板631和第二锁紧块63的夹持侧螺栓固定,第二压板631上开设有第二压紧槽6311,第二压紧槽6311截面为长方形,第二压板631将第二连接段1033抵紧在第二检测台62上。将第二出料段1032向第二检测台62靠近,第二连接段1033和第二检测台62侧壁贴合,第二连接段1033的用于密封连接的螺纹段伸入第二检测孔621,第二固定杆622伸入第二连接段1033的辅助定位孔,按压第二锁紧块63,第二压板631将第二连接段1033抵紧在第二检测台62上,检查第二连接段1033和第二检测台62的贴合度,若第二连接段1033和第二检测台62侧壁贴合,第二连接段1033和第二检测台62符合设计要求;若第二连接段1033和第二检测台62之间有间隙时,空调管路总成1符合度不合格。第四检测机构6能够检测第二连接段1033的贴合度,提高检测第二连接段1033贴合度的效率。
43.本技术实施例一种用于汽车空调管路符合性检测的专用检具的实施原理为:先将第一连接段1013和第一检测台31贴合,第一连接段1013的用于密封连接的螺纹段伸入第一检测孔311,第一固定杆312伸入第一连接段1013的辅助定位孔,按压第一锁紧块33,第一压板331将第一连接段1013固定在第一检测台31上;再将第二连接段1033和第二检测台62贴合,第二连接段1033用于密封连接的螺纹段伸入第二检测孔621,第二固定杆622伸入第二连接段1033的辅助定位孔,按压第二锁紧块63,第二压板631进第二连接段1033固定在第二检测台62上;第一进料段1011放入第一检测卡槽321内;配重块1021放入第四检测卡槽541内;拉动转柄56,转柄56带动锁定条55运动,锁定条55将配重块1021固定在第四检测卡槽541内;解锁第一锁定杆433,推动第一推块45,第一推块45带动第一导轨432运动,第一导轨432沿第一滑槽4311滑动,第二检测卡块42向第一出料段1012滑动,第一出料段1012伸入第二检测卡块42,按压第一锁定杆433,第一锁定杆433穿过第一限位孔4312和第一定位孔4321,第一导轨432被固定;解锁第二锁定杆533,推动第二推块534,第二推块534带动第二导轨532运动,第二导轨532沿第二滑槽5311滑动,第三检测卡块52向第二进料段1031滑动,第二进料段1031伸入第三检测卡块52,按压第二锁定杆533,第二锁定杆533穿过第二限位孔5312和第二定位孔5321,第二导轨532被固定。依次检查第一连接段1013和第一检测台31
的贴合度,检查第一进料段1011和第一检测卡槽321的贴合度,检查第一出料段1012和第二检测卡槽421的贴合度,检查配重块1021和第四检测卡槽541的贴合度,检查第二第一连接段1013和第三检测卡槽521的贴合度,检查第二连接段1033和第二检测台62的贴合度,若上述任一处的间隙较大或者发生干涉无法安装时,则说明该空调管路不合格。本技术能够提高检测空调管路总成符合度的效率。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1