一种用于汽车的底护板检具的制作方法
1.本实用新型涉及检测工具技术领域,尤其涉及一种用于汽车的底护板检具。
背景技术:
2.汽车底护板的前端以仿形汽车发动机底部前端设计,可确保对发动机车头前端部分得到全面防护,为了行驶过程中防止由于凹凸不平的路面对发动机造成撞击而造成发动机的损坏,通过一系列设计达到延长发动机使用寿命,避免出行过程中由于外在因素导致发动机损坏的汽车抛锚。底护板设有圆台式安装孔位结构,而底护板为注塑冲压件,在加工成型时可能会出现低护板的前端以及中部位置的形变,导致孔位出现错位或移位、凸台变形、板位变形等问题。现有的底护板检具无法实现对底护板的周边轮廓度、孔位位置度等多个项目的检测,检测项目不全易导致在实际底护板安装时因安装孔错位、板位干涉等问题,无法正常安装,降低工作效率。
3.因此,上述问题亟待解决。
技术实现要素:
4.实用新型目的:为了克服以上不足,本实用新型的目的是提供一种检测底护板的周边轮廓度、孔位位置度,并且检测更为精确的一种用于汽车的底护板检具,其结构简单,设计合理,易于生产,便于使用,增加使用效率,并且应用灵活。
5.技术方案:一种用于汽车的底护板检具,包括底板和均设于底板的基准套、孔位位置度检测机构、周边轮廓度检测机构、压紧机构,其中所述孔位位置度检测机构和所述周边轮廓度检测机构均设多个,所述周边轮廓度检测机构设于底板的边缘,所述孔位位置度检测机构设于周边轮廓度检测机构内,所述压紧机构设于周边轮廓度检测机构外侧。孔位位置度检测机构与周边轮廓度检测机构的设置可以有效检测底护板孔位位置、底护板整体外形轮廓是否合格,压紧装置能够使得底护板在检测时能够紧贴于检具,提高检测精度。
6.进一步的,上述的周边轮廓度检测机构包括一组型块、通止规,所述一组型块闭合连接并设于底板。多个型块的组合连接不仅能够实现对底护板轮廓的检测,也能降低型块制作难度,节约制造成本。
7.进一步的,上述的孔位位置度检测机构包括检测销套、检测销座,所述检测销座设于底板并与型块内壁接触,所述检测销套设于检测销座顶部。孔位位置度检测机构可以快速定位并检测底护板的孔位位置是否合格,使得检验过程快捷方便。
8.进一步的,上述的压紧机构包括支座、铰接杆、压紧杆,所述铰接杆铰接于支座,压紧杆一端连接于铰接杆。向外翻转的铰接杆方便底护板的检测放入,待底护板放于检具后,再向内翻转铰接杆,使得压紧杆实现对底护板的压紧功能。
9.进一步的,上述的压紧杆一端设有u型压头,所述u型压头一端底部设有按压杆。u型压头的设置可以避免压紧杆与检测销套的位置干涉,按压杆的设置使得压紧杆下压时能够更好地与底护板接触实现压紧功能。
10.进一步的,上述的压紧杆一端通过连接件连接于铰接杆。
11.进一步的,上述的底板两端侧面设有把手。把手的设置方便底板移动时的拿取。
12.进一步的,上述的底板设有基准铭牌。
13.进一步的,上述的底板设有孔型检测销,所述孔型检测销设于周边轮廓度检测机构内部。孔型检测销可以检测底护板上多个开孔的形状是否规范。
14.进一步的,上述的底板设有面差规。
15.上述技术方案可以看出,本实用新型具有如下有益效果:本实用新型所述的一种用于汽车的底护板检具,其结构简单合理,便于使用,易于生产,在工作过程中可以检测底护板的周边轮廓度、孔位位置度以及孔型形状,并且检测更为精确的一种用于汽车的底护板检具。
附图说明
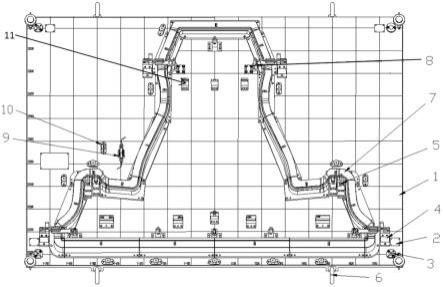
16.图1为本实用新型所述一种用于汽车的底护板检具的结构示意图;
17.图2为本实用新型所述一种用于汽车的底护板检具一侧的侧视结构示意图;
18.图3为本实用新型所述一种用于汽车的底护板检具一端的侧视结构示意图;
19.图4为本实用新型所述一种用于汽车的底护板检具的压紧机构的结构示意图;
20.图中:1底板、2基准套、3基准铭牌、4支座、41铰接杆、42压紧杆、421u型压头、422按压杆、5检测销套、6把手、7型块、8检测销座、9通止规、10面差规、11定位销。
具体实施方式
21.下面结合附图和具体实施例,进一步阐明本实用新型。
22.实施例1
23.一种用于汽车的底护板检具,包括底板1和均设于底板1的基准套2、孔位位置度检测机构、周边轮廓度检测机构、压紧机构, 所述周边轮廓度检测机构设于底板的边缘,所述孔位位置度检测机构设于周边轮廓度检测机构内,所述压紧机构设于周边轮廓度检测机构外侧。孔位位置度检测机构与周边轮廓度检测机构的设置可以有效检测底护板孔位位置、底护板整体外形轮廓是否合格,压紧装置能够使得底护板在检测时能够紧贴于检具,提高检测精度。
24.实施例2
25.一种用于汽车的底护板检具,包括底板1和均设于底板1的基准套2、孔位位置度检测机构、周边轮廓度检测机构、压紧机构,其中,所述孔位位置度检测机构和所述周边轮廓度检测机构均设多个,所述周边轮廓度检测机构设于底板的边缘,所述孔位位置度检测机构设于周边轮廓度检测机构内,所述压紧机构设于周边轮廓度检测机构外侧。所述周边轮廓度检测机构包括17件型块7、通止规9,并且,所述17件型块7闭合连接形成底护板轮廓并设于底板1。所述孔位位置度检测机构包括12件检测销套5、12件检测销座8,其中,所述检测销座8设于底板1并与型块7内壁接触,所述检测销套5设于检测销座8顶部。所述底板1两端侧面设有把手6。所述底板1设有基准铭牌3和面差规10。
26.进一步的,如图4所示的压紧机构包括支座4、铰接杆41、压紧杆42,其中,所述铰接杆41铰接于支座4,压紧杆42一端连接于铰接杆41。所述压紧杆42一端设有u型压头421,所
述u型压头421一端底部设有两个按压杆422。所述压紧杆42一端通过连接件连接于所述铰接杆41。
27.工作时,将铰接杆41向外翻转,将检测底护板轻放于检具,使得检测销套5插入底护板定位孔,再将铰接杆41向内翻转,使得底护板定位面贴紧检测销座8,此时观察其他检测销座8是否能通过产品孔,用3
±
1.5通止规9检测3mm间隙,用3
±
1.5面差规10检测3mm齐平面,通端通,止端止则合格,反之不合格。检测完毕后,依次向外翻转铰接杆41并将底护板取出,再向内翻转铰接杆41完成整体检测过程。
28.实施例3
29.如图1-3所示的一种用于汽车的底护板检具,包括底板1和均设于底板1的基准套2、孔位位置度检测机构、周边轮廓度检测机构、压紧机构,其中,所述孔位位置度检测机构和所述周边轮廓度检测机构均设多个,所述周边轮廓度检测机构设于底板的边缘,所述孔位位置度检测机构设于周边轮廓度检测机构内,所述压紧机构设于周边轮廓度检测机构外侧。所述周边轮廓度检测机构包括17件型块7、通止规9,并且,所述17件型块7闭合连接形成底护板轮廓并设于底板1。所述孔位位置度检测机构包括12件检测销套5、12件检测销座8,其中,所述检测销座8设于底板1并与型块7内壁接触,所述检测销套5设于检测销座8顶部。
30.进一步的,如图4所示的压紧机构包括支座4、铰接杆41、压紧杆42,其中,所述铰接杆41铰接于支座4,压紧杆42一端连接于铰接杆41。所述压紧杆42一端设有u型压头421,所述u型压头421一端底部设有两个按压杆422。所述压紧杆42一端通过连接件连接于所述铰接杆41。
31.所述底板1两端侧面设有把手6。所述底板1设有基准铭牌3。所述底板1设有孔型检测销11,所述孔型检测销11设于周边轮廓度检测机构内部。所述底板1设有面差规10。
32.工作时,将铰接杆41向外翻转,将检测底护板轻放于检具,使得检测销套5插入底护板定位孔,再将铰接杆41向内翻转,使得底护板定位面贴紧检测销座8,此时观察孔型检测销11与其他检测销座8是否能通过产品孔,用3
±
1.5通止规9检测3mm间隙,用3
±
1.5面差规10检测3mm齐平面,通端通,止端止则合格,反之不合格。检测完毕后,依次向外翻转铰接杆41并将底护板取出,再向内翻转铰接杆41完成整体检测过程。
33.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1