一种LDPE光学保护膜树脂的评价方法与流程
本发明涉及聚合物树脂评价领域,具体涉及一种ldpe光学保护膜树脂的评价方法。
背景技术:
1、近年来,随着电子产业的快速发展,对光学保护膜的需求也越来越大,广泛用于制造、搬运偏光板、相位差板、显示器用透镜膜、防反射膜、触摸面板用透明导电膜等的光学用膜、以及使用了它们的显示器等光学产品时,为了防止后续工序中可能造成的表面污染、刮伤等进行的表面保护。目前生产的光学保护膜主要以聚乙烯、聚丙烯材质为主,ldpe由于具有良好的柔软性、延伸性、电绝缘性、透明性、易加工性和一定的透气性。其化学稳定性能较好,耐碱、耐一般有机溶剂等优异的性能广泛应用在光学保护膜领域。2020年我国光学保护膜低密度聚乙烯(ldpe)的需求达到5万吨,完全依赖进口。国内也有公司尝试开发此类产品,但因晶点较多的问题,限制了在该领域的发展,光学保护膜对于晶点的要求很高,晶点高有可能造成被保护物表面划伤,因此,薄膜晶点是造成光学保护膜质量不达标的主要原因。已有文献关于引起晶点的原因主要有分子量大、杂质、长支链、交联,并且通过相应的工艺条件的调整,晶点得到了相应的控制。但目前缺少针对保护膜晶点的评价方法。
2、现有关于薄膜晶点的评价方法如下:
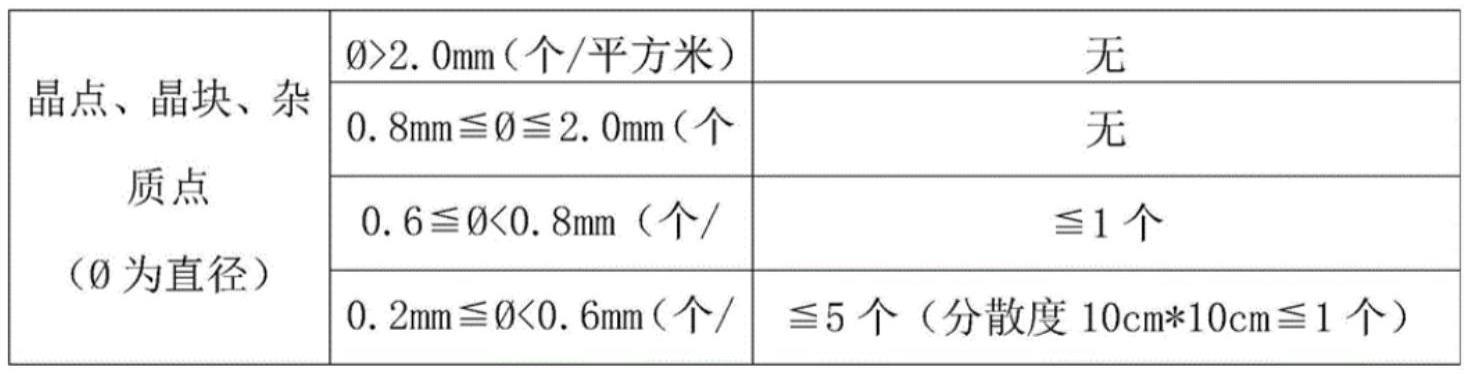
3、cn105922689a公开了一种高粘度自粘性表面保护膜及其制造方法,所述的表面保护膜,包括自粘层、中间层和防粘层:所述自粘层包括超低密度聚乙烯和软质聚丙烯;所述中间层包括低晶点的乙丙共聚物、聚乙烯的一种或两种混合物,所述防粘层采用嵌段共聚聚丙烯。该发明还公开了一种高透明型自粘性表面保护膜的制造方法,依次通过原料除尘、原料自动称重计量、加热挤出、高效过滤、共挤成膜、冷却定型、厚度自动控制、疵点检测、切边收卷、时效处理、分切包装制得,该专利通过薄膜晶点数量大小控制产品的质量。
4、
5、从上表可以看出0.2mm以下的晶点没有统计,但这部分晶点对光学保护膜质量影响很大,尺寸范围不能满足光学保护膜ldpe原料的质量要求。
6、jb/t10437-2004《电线电缆用可交联聚乙烯绝缘料》公开了适用于yj-35、yjg-35型可交联聚乙烯绝缘料杂质含量的检测方法。试样带在光束的照射下,杂质颗粒具有遮光性,采用一恒定、连续、可调控的光源,试样带在此光束下,透光和遮光的光束被电子摄像仪所接收,杂质颗粒检测仪检测出颗粒大小和数量。杂质颗粒检测仪的分辨率应优于100um,试样为带状片料,厚度(0.5~0.8)mm,宽度(50±3)mm,重量约1000g,采用小型挤出机法制备试样,由导轮、压光轮使带状片料表面平整、光洁、无污染。在1kg的样品带上的(0.175--0.250)mm杂质颗粒数应不超过5颗,大于0.250mm的杂质颗粒数应为零。该方法0.175mm以下的晶点没有统计,这部分晶点对光学保护膜质量影响很大,尺寸精度不能满足光学保护膜ldpe原料的质量要求。
7、cn112710669a公开了一种快速评价均聚聚丙烯锂电池硬弹性隔膜晶点的方法,具体涉及一种均聚聚丙烯锂电池硬弹性隔膜晶点的评价方法。该方法包括:利用双螺杆挤出机将锂电池隔膜专用料通过流延辊挤出流延;在硬弹性膜收卷前,预先将在线瑕疵检测仪安装在挤出加工完成之后的位置;在牵引收卷之前,将流延膜通过多层缠绕、延展后,在最后两组流延辊之间拉伸展平,形成硬弹性膜,通过在线瑕疵检测仪进行锂电池硬弹性隔膜晶点检测,采集晶点数据,按照晶点分类采集数量预估产品质量。该发明通过在线瑕疵检测仪得到产品晶点与灰分、回弹率和过滤网透过性能的关系,缩短了产品评价时间,在制备锂电池硬弹性膜过程中即可对锂电池膜专用料性能做出初步判断,大大提升评价效率。瑕疵判定标准分类如下:
8、优等品:瑕疵总数小于600个/100m2并且小晶点、小黑点总数≤300个;
9、合格品:1级合格品:600<总数≤1000个/100m2并且300/100m2<小晶点、小黑点总数≤500个/100m2;2级合格品:1000<总数≤2000个/100m2并且500/100m2<小晶点、小黑点总数≤1000个/100m2;3级合格品:2000<总数≤3000个/100m2并且1000/100m2<小晶点、小黑点总数≤1500个/100m2;不合格品:总数>3000个/100m2并且小晶点、小黑点总数>1500个/100m2。
10、可以看出该方法包括黑点数量,这在光学保护膜中是不允许的,且没有具体的晶点尺寸,只有数量要求,无法满足光学保护膜的要求。
11、gb/t11115-2009对于ldpe膜料外观判定方法,只有鱼眼与条纹,所谓鱼眼是薄膜中的透明或半透明树脂形成的球状物块,尺寸范围为0.3mm-2mm,放大镜精度为0.1mm;条纹为薄膜中出现的线性、圆锤形的细小突起及连续的鱼眼称为条纹,尺寸范围为≥1.0cm,直尺精度为1.0cm,不同原料都有数量指标,超标的为不合格料。
12、可以看出,现有晶点评价可以做到不合格产品的及时处理,但尺寸范围及精度均不能满足光学保护膜ldpe原料的质量要求。
13、迄今为止,关于光学保护膜,公开报道的现有技术主要集中在原料生产工艺的改进、保护膜的涂胶及配方上,在测试过程中虽有涉及薄膜晶点大小范围的内容,但测试晶点的精度均不能满足光学保护膜对原料的要求,且仅满足晶点指标也可能存在熔体强度不够,在吹膜过程中影响薄膜成膜稳定性。目前,原料生产厂生产的光学保护膜原料只有通过下游厂家应用才能明确是否满足光学保护膜的需求,因此,评价结果周期长,如果使用效果不好,对生产厂及下游用户都会带来很大损失。因此,亟需一种简便快捷的ldpe光学保护膜树脂评价方法,方便生产单位评价树脂的质量。
技术实现思路
1、本发明的目的在于提供一种ldpe光学保护膜树脂的评价方法,该方法能够准确、快速、便捷评价光学保护膜树脂的质量。
2、为实现上述目的,本发明提供了一种ldpe光学保护膜树脂的评价方法,包括以下步骤:
3、(1)将ldpe树脂吹制成厚度为0.01~0.08毫米的薄膜;
4、(2)将薄膜在恒定、连续、可调控光源产生的光束的照射下,透光和遮光的光束被光学摄像仪所接收,晶点颗粒检测仪在分辨率大于等于20um的情况下检测晶点尺寸大于等于0.02mm的晶点颗粒的大小和数量;当有晶点颗粒的直径≥0.8mm,或晶点数量>4个/m2时,该原料为不合格产品;否则为初步合格产品;
5、(3)对获得的初步合格产品的晶点数及ldpe树脂原料的熔体强度进行计算,两者关系满足下式可用于光学保护膜原料:
6、y≤43.97286x-52.76556x2-0.97315
7、其中,x为熔体强度,以在190℃测试以牛顿为单位计算的数值计,其数值范围为0.04~0.15;
8、y为晶点数,以每平方米薄膜中的所有晶点个数的数值计。
9、本发明所述的ldpe光学保护膜树脂的评价方法,熔体强度数值为0.06~0.14。
10、所述的熔体强度采用本领域的直接测量法,该方法为本领域公知常识,吴春霜在“p e-r t管材专用料长支链流变表征”(《上海塑料》,2017,177(1):31~36)和“聚乙烯熔体强度测试方法及其影响因素”(《上海塑料》,2015,(3):55~60),cn201180013377.5:制备具有高熔体强度的聚乙烯的方法中均介绍了聚乙烯熔体强度的直接测量法。本发明推荐的熔体强度检测条件为:采用goettfert公司rt-2000型熔体拉伸流变仪进行测试,温度为190℃,毛细管口膜长径比为20/2,10/1,20/1,30/1中任何一个,优选20/2,剪切速率,45s-1,牵引辊间距,0.4mm~1mm,优选0.5mm~0.7mm,牵引加速度6mm/s2。
11、步骤(2)中“薄膜在恒定、连续、可调控光源产生的光束的照射下,透光和遮光的光束被光学摄像仪所接收,晶点颗粒检测仪在分辨率大于20um的情况下检测晶点尺寸大于等于0.02mm的晶点颗粒的大小和数量”,所描述的手段为本领域的公知技术,例如采用jb/t1043 7-2004《电线电缆用可交联聚乙烯绝缘料》中规定的方法yj-35、yjg-35型可交联聚乙烯绝缘料杂质含量的检测,即附录b杂质含量检测方法描述的过程即可,此方法统计薄片上的晶点,也有统计薄膜晶点的在线系统,如德国isra公司smash卷料系统是一种在均匀连续的卷料产品上查找缺陷的强大工具,本技术满足样品的制备达到步骤(1)厚度和步骤(2)分辨率的要求即可进行晶点的检测。
12、本发明所述的ldpe光学保护膜树脂的评价方法,薄膜厚度为0.02~0.06毫米。
13、本发明所述的ldpe光学保护膜树脂的评价方法,步骤(3)中的晶点数为对同一薄膜平行测试3~5次的平均值。该使用平均值能够有效消除误差。
14、本发明所述的ldpe光学保护膜树脂的评价方法,所述ldpe树脂原料为外观没有粉末、黑粒和/或黄粒的颗粒料。ldpe原料在被吹成薄膜前,优先对ldpe原料颗粒外观进行目测,ldpe原料外观没有粉末、黑粒和/或黄粒颗粒料,才能进行吹膜并进行后续的测试;ldpe原料外观有粉末、黑粒和/或黄粒颗粒料,即判断为不合格原料。
15、本发明所述的ldpe光学保护膜树脂的评价方法,步骤(2)中对晶点尺寸范围为0.02~0.1mm,0.1~0.2mm,0.2~0.3mm,0.3~0.4mm,0.4~0.5mm,0.5~0.6mm,0.6~0.7mm,0.7~0.8mm,≥0.8mm的晶点数量分别进行统计。由于光学保护膜对于薄膜外观的要求很高,需要晶点越少越好,因为其为低粘,所以在晶点数量相同情况下,晶点尺寸越小越好,对被保护物的影响越小。
16、本发明所述的ldpe光学保护膜树脂的评价方法,用吹膜机吹制ldpe薄膜,所述吹膜机包括挤出主机和牵引辅机,挤出主机的加工温度为140~180℃,转速为20~50rpm,牵引辅机的牵引转速为8~50m/min。
17、本发明所述的ldpe光学保护膜树脂的评价方法,挤出主机的转速为20~40rpm,牵引辅机的牵引转速为10~40m/min。
18、本发明所述的ldpe光学保护膜树脂的评价方法,所述挤出主机为单螺杆挤出机或双螺杆挤出机。
19、本发明所述的ldpe光学保护膜树脂的评价方法,所述吹膜机配套有收卷装置。收卷装置保证吹出的薄膜能够拉开不出现褶皱且不能将薄膜拉伸变形,拉伸变形和褶皱的出现均会导致晶点测试的结果不准确。该技术手段属于本领域常识,称为有效协同。具体地,吹制成薄膜的过程为将ldpe树脂原料塑化挤出,形成环管吹胀成型,再经过冷却、牵引、卷起,将原料吹制成厚度为0.01~0.08毫米的薄膜。更具体地,吹膜机包括挤出主机、牵引辅机、风环和模头、空气压缩机、配电箱鼓风机及收卷装置,吹膜工艺为平挤上吹法,即挤出主机机头出料方向与挤出主机垂直,挤出环管向上,经牵引辅机牵引至一定距离后,由人字板夹拢,所挤环管由底部引入的压缩空气将其吹胀成泡管,并以压缩空气量多少来控制它的横向尺寸,以牵引速度控制纵向尺寸,泡管经冷却定型就可以得到吹塑薄膜。有牵引和吹胀的过程,更接近于用户使用过程的加工工艺,对原料的评价更准确。
20、用于晶点检测的光源、光学摄像仪、晶点颗粒检测仪构成了晶点测试装置,该装置可以采用市售装置,也可以自行组装。该装置只要设置在吹膜机后对薄膜进行测试即可,优选设置在吹膜装置和收卷装置之间。
21、本发明有益效果是:
22、本发明所公开的一种ldpe光学保护膜树脂的评价方法,通过控制测试样品的处理方法、晶点测试条件,并建立了树脂吹制薄膜晶点和熔体强度两者之间的关系,能够对原料是否合格进行准确、快速的判断,与现有技术相比,尤其相对现有的后置测试能够更快速、准确。本发明适用于ldpe光学保护膜树脂的快速评价。
- 还没有人留言评论。精彩留言会获得点赞!