一种用于钢桁架桥中厚板焊缝的超声相控阵检测方法
1.本发明涉及钢桁架桥焊缝检测技术领域,具体而言,涉及一种用于钢桁架桥中厚板焊缝的超声相控阵检测方法。
背景技术:
2.在钢结构中焊接是一种重要的连接方式。根据其构造类型来说,焊缝主要有两种,即对接焊缝和角接焊缝。一般情况下,导致钢结构出现焊接断裂问题的原因是由于存在焊接残余应力以及焊接缺陷等,同时设计处存在应力集中问题,也会出现钢结构焊接断裂问题。这一病害会造成钢桁架整个桥梁出现局部应力失衡,而致使桥梁出现坍塌事故,需重视预防焊接断裂,并采取合理的措施应对。
3.钢结构桥梁裂纹的现场检测多采用目视检测、磁粉检测、渗透检测,但这些方法仅能够测量浅层裂纹,有明显的局限性。常规普通超声法依靠反射回波的到达时间对缺陷定位,并通过回波波幅,利用当量法来确定缺陷大小,对缺陷方向和形状、耦合状态及检测人员技术水平有一定的要求,存在检测效率低,缺陷定量难,缺陷形貌难以判断等缺点。由于检测位置的限制,无论采用何种角度的探头,均存在检测盲区。同时,常规超声波检测由于声束传播方向单一,对不同方向裂纹的敏感性不一致。超声衍射时差法(tofd)具有过高灵敏度,有时会夸大焊缝中的良性缺陷,存在检测盲区,在工件的近表面一般为2-10mm处难以进行准确的缺陷定位定量。射线检测成本高,设备检测困难,对人体有害,污染环境等缺陷。
技术实现要素:
4.本发明解决的问题是如何对钢桁架桥节段的中厚板的对接焊缝和t型角接焊缝进行有效的缺陷检测。
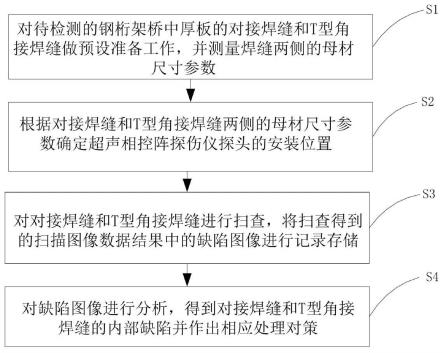
5.为解决上述问题,本发明提供一种用于钢桁架桥中厚板焊缝的超声相控阵检测方法,包括步骤:
6.s1:对待检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝做预设准备工作,并测量焊缝两侧的母材尺寸参数;
7.s2:根据对接焊缝和t型角接焊缝两侧的母材尺寸参数确定超声相控阵探伤仪探头的安装位置;
8.s3:对对接焊缝和t型角接焊缝进行扫查,将扫查得到的扫描图像数据结果中的缺陷图像进行记录存储;
9.s4:对缺陷图像进行分析,得到对接焊缝和t型角接焊缝的内部缺陷并作出相应处理对策。
10.在上述方法中,通过对需要检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝好预设准备工作,并通过预设算法确定超声探头摆放位置。完成上述工作后开始对焊缝进行扫查,保存扫查得到的扫描图像结果,观测图像中的缺陷,记录数据结果,对数据结果进行分析得到焊缝内部缺陷并作出相应对策。通过对板厚的测量计算出最佳探头摆放位置,通
过超声相控阵技术更加高效率地对钢桁架桥对、角接焊缝进行探伤。
11.进一步地,所述步骤s1中预设准备工作包括:
12.s11:对超声相控阵探伤仪探头移动区内的扫查面焊接飞溅、铁屑、油垢进行消除并对焊缝进行打磨;
13.s12:对焊缝表面的咬边、隆起和凹陷进行修磨并做圆滑过渡处理。
14.在上述方法中,对不等厚对接焊缝结构、等厚对接焊缝结构以及t型角接焊缝结构做提前准备工作。
15.进一步地,所述步骤s2包括:
16.s21:通过预设算法确定超声相控阵探伤仪探头摆放位置以便扫查所有焊缝;
17.s22:确定探头入射点到焊缝边缘的距离,根据长度距离得到扫查到探头对侧的焊缝根部的最大折射角度。
18.在上述方法中,不等厚对接焊缝、等厚对接焊缝以及t型角接焊缝两侧母材尺寸不一,需要通过计算公式确定探头摆放位置以确定能够扫查到所有焊缝位置,避免漏检少检。
19.进一步地,对接焊缝的相控阵探头布置参数为包括,
20.探头入射点到焊缝边缘的距离为:
21.s=2t
×
tanβ1,
22.其中,t表示板的厚度,β1表示探头的放置位置最小折射角度;
23.扫查到探头对侧的焊缝根部的最大折射角度为:
[0024][0025]
其中,w表示焊缝宽度,bw表示根部焊缝宽度。
[0026]
在上述方法中,对接焊缝探头摆放位置确定过程如下:通常相控阵线阵斜探头横波检测的声束扫查范围为40
°‑
70
°
,为避免纵波干扰,设置最小角度为40
°
,焊缝上部采用二次波,下部采用一次波检测。
[0027]
进一步地,t型角接焊缝的相控阵探头布置参数为:
[0028]
β1=α1[0029]
s=2ttanβ1[0030][0031][0032][0033]
其中,α1表示焊脚的角度,β2表示最大二次波反射角,w1和w2分别表示上角焊缝和下角焊缝的宽度,s表示探头入射点到焊缝边缘的距离,t表示板的厚度,w表示焊缝宽度。
[0034]
进一步地,所述步骤s3包括:
[0035]
s31:完成步骤s2后,对焊缝进行扫查,确定探头与焊缝间的距离,对接焊缝需要对同一位置进行左右两侧扫查,t型角接焊缝进行翼板平面直探头纵波扫查,翼板侧面斜探头横波扫查;
[0036]
s32:对焊缝进行预先扫查后确定基准位,并对基准位进行标注;
[0037]
s33:对标注位进行第二轮扫查探测,将扫查得到的缺陷图像保存记录。
[0038]
进一步地,所述步骤s4包括:
[0039]
s41:对保存的缺陷图像进行观察,得到焊缝内部缺陷显像;
[0040]
s42:通过扫图显示出焊缝内部缺陷形状,并且通过超声相控阵探伤仪获得缺陷数据的位置、长度、高度和深度,判断焊缝缺陷的类型。
[0041]
进一步地,超声相控阵探伤仪采用32通道,回波信号采样率为100mhz,以3000hz的脉冲重复频率工作,探头频率为5mhz,晶片数为32个。
[0042]
本发明采用上述技术方案包括以下有益效果:
[0043]
发明针对钢桁架桥中厚板对、角接焊缝进行超声相控阵检测,通过对需要检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝做准备工作,准备好超声相控阵探伤仪及其它所需设备材料。根据对接焊缝和t型角接焊缝两侧母材尺寸参数通过预设算法确定超声探头摆放位置,安装好探头,连接仪器。完成上述工作后开始对焊缝进行扫查,保存扫查得到的扫描图像结果,观测图像中的缺陷,记录数据结果。对数据结果进行分析得到焊缝内部缺陷并作出相应对策。从而解决了普通超声检测法难以确定探头位置,存在检测盲区以及显示波型单一,对缺陷信息的表达方式不够直观的问题。采用超声相控阵技术对钢桁架桥中厚板对接焊缝和t型角接焊缝进行有效地缺陷检测。
附图说明
[0044]
图1为本发明实施例提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法流程图一;
[0045]
图2为本发明实施例提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法流程图二;
[0046]
图3为本发明实施例提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的对接接头斜探头相控阵布置情况示意图;
[0047]
图4为本发明实施例提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的t型接头斜探头相控阵布置情况示意图;
[0048]
图5为本发明实施例第一种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的左侧探头摆放示意图;
[0049]
图6为本发明实施例第一种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的右侧探头摆放示意图;
[0050]
图7为本发明实施例第一种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的不等厚对接焊缝质量扫描结果示意图;
[0051]
图8为本发明实施例第二种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的左侧探头摆放示意图;
[0052]
图9为本发明实施例第二种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的右侧探头摆放示意图;
[0053]
图10为本发明实施例第二种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的等厚对接焊缝质量扫描结果示意图;
[0054]
图11为本发明实施例第三种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的t型接头探头摆放示意图;
[0055]
图12为本发明实施例第三种实施方式提供的用于钢桁架桥中厚板焊缝的超声相控阵检测方法的t型角接焊缝质量扫描结果示意图。
具体实施方式
[0056]
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
[0057]
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0058]
实施例
[0059]
本实施例提供了一种用于钢桁架桥中厚板焊缝的超声相控阵检测方法,如图1至图4所示,本方法包括步骤:
[0060]
s1:对待检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝做预设准备工作,并测量焊缝两侧的母材尺寸参数;
[0061]
s2:根据对接焊缝和t型角接焊缝两侧的母材尺寸参数确定超声相控阵探伤仪探头的安装位置;
[0062]
s3:对对接焊缝和t型角接焊缝进行扫查,将扫查得到的扫描图像数据结果中的缺陷图像进行记录存储;
[0063]
s4:对缺陷图像进行分析,得到对接焊缝和t型角接焊缝的内部缺陷并作出相应处理对策。
[0064]
具体的,通过对需要检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝好预设准备工作,并通过预设算法确定超声探头摆放位置。完成上述工作后开始对焊缝进行扫查,保存扫查得到的扫描图像结果,观测图像中的缺陷,记录数据结果,对数据结果进行分析得到焊缝内部缺陷并作出相应对策。通过对板厚的测量计算出最佳探头摆放位置,通过超声相控阵技术更加高效率地对钢桁架桥对、角接焊缝进行探伤。
[0065]
钢桁架桥整体节点焊缝主要类型有:对接焊缝和t型焊缝。对接焊缝是指在焊件的坡口面间或一焊件的坡口面与另一焊件端表面间焊接的焊缝。t型焊缝是指在对两块相互垂直的板进行焊接时,将两块板的连接处焊接在一起时所形成的焊缝。
[0066]
超声相控阵技术是基于惠更斯原理。相控阵探头是由多个晶片组成的阵列,阵列的阵元在电信号的激励下以可控的相位发射出超声波,并使超声波束在确定的声域处聚焦或偏转,超声回波转化成电信号再以可控的相位叠加合成,以实现缺陷的检测。
[0067]
超声检测是利用超声波良好的方向性和所具有的能量特性,通过超声波在弹性介质中反射、折射、散射以及能量的传播规律来对工件或材料中的缺陷进行检测并判定缺陷性质、大小和分布状况的。通常用来发现缺陷并对缺陷进行评估的信息有:是否存在来自缺陷的超声波信号及其幅度;入射超声波与接收超声波之间的时间差;超声波通过工件后的能量衰减。
[0068]
超声tofd检测技术(全称为衍射时差法超声波检测技术),是一种通过精确测量工件内缺陷的“端角”或者“端点”出的纵波衍射波传播时间,以三角方程为理论基础,图像化
显示并采用计算机完成缺陷位置和尺寸测量的检测技术。
[0069]
射线检测是利用各种射线源对材料的透射性能,不同材料对射线的吸收、衰减程度的不同,使底片感光成黑度不同的图像来观察的。通过有缺陷部位的射线强度高于无缺陷部位的射线强度,因而可以通过检测透过工件的射线强度的差异来判断工件是否存在缺陷。
[0070]
参阅图2,其中,步骤s1中预设准备工作包括:s11:对超声相控阵探伤仪探头移动区内的扫查面焊接飞溅、铁屑、油垢进行消除并对焊缝进行打磨;s12:对焊缝表面的咬边、隆起和凹陷进行修磨并做圆滑过渡处理。
[0071]
具体的,对不等厚对接焊缝结构、等厚对接焊缝结构以及t型角接焊缝结构做提前准备工作。
[0072]
其中,步骤s2包括:s21:通过预设算法确定超声相控阵探伤仪探头摆放位置以便扫查所有焊缝;s22:确定探头入射点到焊缝边缘的距离,根据长度距离得到扫查到探头对侧的焊缝根部的最大折射角度。
[0073]
具体的,不等厚对接焊缝、等厚对接焊缝以及t型角接焊缝两侧母材尺寸不一,需要通过计算公式确定探头摆放位置以确定能够扫查到所有焊缝位置,避免漏检少检。
[0074]
参阅图3,其中,对接焊缝的相控阵探头布置参数为包括,
[0075]
探头入射点到焊缝边缘的距离为:
[0076]
s=2t
×
tanβ1,
[0077]
其中,t表示板的厚度,β1表示探头的放置位置最小折射角度;
[0078]
扫查到探头对侧的焊缝根部的最大折射角度为:
[0079][0080]
其中,w表示焊缝宽度,bw表示根部焊缝宽度。
[0081]
具体的,对接焊缝探头摆放位置确定过程如下:通常相控阵线阵斜探头横波检测的声束扫查范围为40
°‑
70
°
,为避免纵波干扰,设置最小角度为40
°
,焊缝上部采用二次波,下部采用一次波检测。
[0082]
参阅图4,其中,t型角接焊缝的相控阵探头布置参数为:
[0083]
β1=α1[0084]
s=2ttanβ1[0085][0086]
h=w
[0087]
tanβ2[0088][0089]
其中,α1表示焊脚的角度,β2表示最大二次波反射角,w1和w2分别表示上角焊缝和下角焊缝的宽度,s表示探头入射点到焊缝边缘的距离,t表示板的厚度,w表示焊缝宽度。
[0090]
其中,设置时较大的w1作为焊缝宽度。c0和r0分别设置为焊缝上、下表面余高。存在下角焊缝的部分漏检,为此应增加一次扫查,探头的放置位置使最小折射角β1不小于下角
焊缝的角度α2,则此时s=2ttanβ1。
[0091]
其中,步骤s3包括:s31:完成步骤s2后,对焊缝进行扫查,确定探头与焊缝间的距离,对接焊缝需要对同一位置进行左右两侧扫查,t型角接焊缝进行翼板平面直探头纵波扫查,翼板侧面斜探头横波扫查;s32:对焊缝进行预先扫查后确定基准位,并对基准位进行标注;s33:对标注位进行第二轮扫查探测,将扫查得到的缺陷图像保存记录。
[0092]
其中,步骤s4包括:s41:对保存的缺陷图像进行观察,得到焊缝内部缺陷显像;s42:通过扫图显示出焊缝内部缺陷形状,并且通过超声相控阵探伤仪获得缺陷数据的位置、长度、高度和深度,判断焊缝缺陷的类型。
[0093]
其中,超声相控阵探伤仪采用32通道,回波信号采样率为100mhz,以3000hz的脉冲重复频率工作,探头频率为5mhz,晶片数为32个。
[0094]
本实施例中的第一种实施方式:
[0095]
根据不等厚底板对接焊缝尺寸,可得到探头布置位置。
[0096]
t=30mm,
[0097][0098]
s=2ttanβ1=2
×
30
×
tan40
°
≈50.3mm。
[0099]
根据所求参数确定探头摆放位置参阅图5和图6所示。根据探头的位置放置设备,得到不等厚对接焊缝质量扫描结果示例参阅图7所示。
[0100]
本实施例中的第二种实施方式:
[0101]
根据等厚底板对接焊缝尺寸,可得到探头布置位置。
[0102]
t=40mm
[0103]
s=2ttanβ1=2
×
40
×
tan40
°
≈67.1mm。
[0104]
根据所求参数确定探头摆放位置参阅图8和图9所示。根据探头的位置放置设备,得到等厚对接焊缝质量扫描结果示例参阅图10所示。
[0105]
本实施例中的第三种实施方式:
[0106]
根据t型角焊缝结构相控阵探头布置参数如下:
[0107]
以某钢桁架桥腹板(n7)-节点板(n3)t型角焊缝为例。n7板厚25mm,n3板厚45mm,设置相控线阵斜探头检测声束最小角度为β1=40
°
,
[0108]
根据步骤s2中的预设算法,可以得到探头摆放位置为:
[0109]
s=2ttanβ1=2
×
25
×
tan40
°
≈42.0mm
[0110]
根据所求参数确定探头摆放位置参阅图11所示。根据探头的位置放置设备,得到t型角接焊缝质量扫描结果示例参阅图12所示。
[0111]
具体的,在钢桁架桥节段的中厚板对接焊缝和角接焊缝中往往会出现裂纹、未焊透、未熔合、夹渣和气孔等缺陷,使用常规超声波检测、tofd超声检测技术或常用其他无损检测技术如射线检测、磁粉检测等无法高效的定位、定量这些缺陷,因此本发明采用超声相控阵技术对钢桁架桥的中厚板对、角接焊缝进行高效地缺陷检测。
[0112]
具体的,本方法较普通超声、射线检测具有更高的精度,检测方便快捷,不需要清场即可检测,可加快施工进度,对焊缝内缺陷进行全数据记录,可以更准确定出缺陷位置、
长度、深度和高度。较tofd(衍射时差法超声波检测技术)可以对薄板焊缝或焊缝的近表面进行有效的探伤,对缺陷的定位定量更加的准确。具有被测对象范围广,检测深度大,缺陷定位准确,检测灵敏度高,检测速度快以及便于现场使用等特点。
[0113]
本方法通过对需要检测的钢桁架桥中厚板的对接焊缝和t型角接焊缝好预设准备工作,并通过预设算法确定超声探头摆放位置。完成上述工作后开始对焊缝进行扫查,保存扫查得到的扫描图像结果,观测图像中的缺陷,记录数据结果,对数据结果进行分析得到焊缝内部缺陷并作出相应对策。通过对板厚的测量计算出最佳探头摆放位置,通过超声相控阵技术更加高效率地对钢结构对、角接焊缝进行探伤。对钢桁架桥等厚、不等厚对接焊缝和t型角接焊缝进行有效的相控阵超声探伤。
[0114]
虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1