一种基于激光雷达算法的料口智能清堵方法与流程
1.本发明属于自动监控系统领域,具体涉及一种基于激光雷达算法的料口智能清堵方法。
背景技术:
2.水泥生产过程中,下料口处容易产生堵料情况,进而会影响到生产作业的正常进行,需要人员定时巡检以及进行人工清堵作业,此方法不仅人员工作效率低下并且常常不能及时发现堵料并进行清理。由此在基于水泥标准生产过程的基础上,对水泥生产过程防堵、清堵技术进行了综合了解,开展了粘湿物料防堵等水泥生产全流程堵料机理的深度研究,加强机械臂清堵机器人的技术原理分析,制定综合性智能化的防堵清堵技术解决方案,保障物料输送畅通,消除安全隐患,降低人工劳动量。
3.常规防堵料方法多采用料位计或激光雷达对料仓中的物料顶部深度进行检测,根据顶部深度是否正常降低判断下料口是否堵塞。但对与皮带输送机输送通过斗状下料壳体进行下料的下料机构,由于斗状下料壳体中物料的深度不仅受下料是否畅通影响,同时还受物料输送速度等方面影响,而且物料在斗状下料壳体中为动态变化,其各处深度有较大差异并常常随皮带输送机的运行速度和其上物料厚度的变化而变化,因此现有的防堵料方法无法准确检测是否发生堵料,如果设置较大的阈值在堵料情况严重时才确定要清堵,则清堵时可能一侧导致大量堵塞的物料落下,下料口下方的输送装置无法承受,导致物料溢出污染周围环境,并导致物料浪费。
技术实现要素:
4.本发明的目的是提供一种基于激光雷达算法的料口智能清堵方法,用于解决现有技术无法对皮带输送机输出物料所用的斗状下料壳体的下料口进行准确及时地堵塞检测,导致对堵塞情况的判断不准确不及时,清堵时容易造成物料一次下料过多造成污染和浪费的技术问题。
5.所述的一种基于激光雷达算法的料口智能清堵方法,所述物料通过皮带输送机从所述下料口上方输入,所述下料口上方设有能三维成像测距的激光面阵雷达,包括下列步骤:
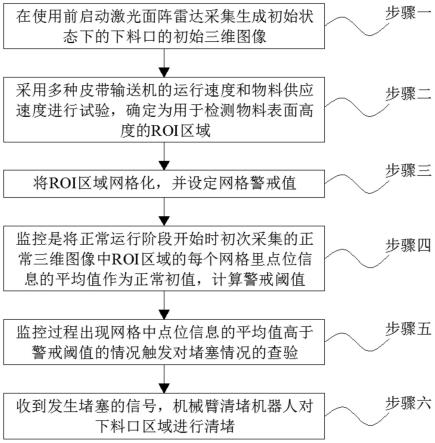
6.一、在使用前启动激光面阵雷达采集生成初始状态下的下料口的初始三维图像;
7.二、在使用时采用多种皮带输送机的运行速度和物料供应速度进行试验,并在试验中采集生成相应的三维图像,将试验中得到的可能被物料覆盖的区域确定为用于检测物料表面高度的roi区域;
8.三、将roi区域网格化,并设定网格警戒值;
9.四、使用本系统对下料口进行监控,在正常运行阶段开始时初次采集生成的正常三维图像,将正常三维图像中roi区域的每个网格里点位信息的平均值作为正常初值,网格警戒值与正常初值之和作为警戒阈值;
10.五、当之后监控过程出现网格中点位信息的平均值高于警戒阈值的情况触发对堵塞情况的查验,根据查验结果判断是否输出发生堵塞的信号;
11.六、收到发生堵塞的信号,机械臂清堵机器人对下料口区域进行清堵。
12.优选的,所述步骤五中包括下列步骤:
13.步骤5.1、根据步骤一确定的下料壳体内侧壁的位置信息计算确定高于警戒阈值的网格是否为位置最接近下料壳体内侧壁的网格,如果是则转到步骤5.2,否则输出发生堵塞的信号;
14.步骤5.2、比较确定高于警戒阈值的网格是否为位置最低的网格,如果是则发出查验信号,否则输出发生堵塞的信号。
15.优选的,所述步骤五中还包括下列步骤用于在发出查验信号后进行查验:
16.步骤5.3、检测当前物料厚度,如果当前物料厚度相对正常运行阶段开始时的物料厚度不变则转到步骤5.4,否则转到步骤四重新判断是否触发对堵塞情况的查验;
17.步骤5.4、检测当前皮带输送机的运行速度,如果当前皮带输送机的运行速度相对正常运行阶段开始时皮带输送机的运行速度不变则输出发生堵塞的信号,否则转到步骤四重新判断是否触发对堵塞情况的查验。
18.优选的,所述步骤5.3的具体过程包括:将皮带输送机的输出端的区域作为后续测定输送带上物料厚度的厚度检测区域,对厚度检测区域中的物料厚度进行检测,依据正常三维图像中物料厚度确定当前物料厚度的变化值,如果物料厚度未发生变化则转到步骤5.4;否则对正常初值进行修正,然后依据修正后的更新的正常初值重新转到步骤四监控是否要触发对堵塞情况的查验,再次进行查验时以前一次检测到的物料厚度作为物料厚度的变化值的比较对象。
19.优选的,所述步骤5.4的具体过程包括:根据皮带输送机的运行速度的变化对正常初值进行修正,该修正方式依据之前步骤二中多次试验统计出的皮带输送机的运行速度与位置最接近下料壳体内侧壁的网格的点位信息平均值的关系进行确定,将依据变化后输送速度对应的最接近下料壳体内侧壁的网格的点位信息平均值更新最接近下料壳体内侧壁的网格的正常初值,依据更新的正常初值重新转到步骤四监控是否要触发对堵塞情况的查验,再次进行查验时以前一次检测到的输送速度作为输送速度的变化值的比较对象。
20.优选的,所述步骤五中还包括在输出发生堵塞的信号后执行步骤5.5:
21.步骤5.5、记录当前状态下各个网格中点位信息的平均值;
22.所述步骤六中,清堵完成后检测各网格中点位信息的平均值是否相对之前记录的堵塞状态下的网格中点位信息的平均值明显下降,如果没有发出清堵失败信号给操作人员,并重新进行清堵,否则返回步骤四继续进行监控。
23.优选的,通过初始三维图像中的点云信息能确定下料口和其周围下料壳体内侧壁的位置信息,也能确定皮带输送机的输出端的初始位置信息。这里还可以手动框选皮带输送机的输出端的区域,从而将其作为后续测定输送带上物料厚度的厚度检测区域。
24.本发明具有以下优点:本方案中由于将皮带输送机的运行速度和其上物料厚度的增加等因素考虑在识别过程中,因此在识别过程中对物料下落时其表面通过激光面阵雷达进行扫描,并进行相应的网格化和计算,以较少的计算量实现网格化比较,确定是否存在堵塞产生物料积聚,并对出现异常的情况按步骤进行分析和查验,将皮带输送机的运行速度
和其上物料厚度二者的变化结合到分析过程,由此能更加准确地判断是否发生堵塞,尽可能排除物料输入变化对识别结果的影响,而由于判断地更加准确,本方法还能通过设定较小的判断阈值,让系统更加及时地发现堵塞的发生,并及时控制机械臂清堵机器人对下料口进行清堵,避免堵塞积聚的物料过多,导致清堵时物料大量溢出,对下面的输送装置和环境造成污染,减少物料溢出造成的浪费。
附图说明
25.图1为本发明一种基于激光雷达算法的料口智能清堵方法的流程图。
26.图2为本发明中监控过程中的流程图。
27.图3为本发明所用系统的系统设备拓扑图。
28.图4为采用本发明的系统软件架构图。
29.图5为采用本发明的系统中激光面阵雷达的现场布置图。
具体实施方式
30.下面对照附图,通过对实施例的描述,对本发明具体实施方式作进一步详细的说明,以帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和伸入的理解。
31.如图1-5所示,本发明提供一种基于激光雷达算法的料口智能清堵方法,对应的下料口为斗状下料壳体的下料口,所述物料通过皮带输送机从所述下料口上方输入,所述下料口上方设有能三维成像测距的激光面阵雷达,所述激光面阵雷达的采集区域包括下料口、下料口周围的下料壳体内侧壁和皮带输送机的输出端,所述下料口附近设有能自动对所述下料口进行清堵的机械臂清堵机器人。所述激光面阵雷达可以向整个下方区域铺设整面的激光,碰到障碍物体则返回距离障碍物体的距离的信息,这些距离数据我们通过激光雷达产品的sdk接口,读取出来,并通过算法进行三维成像。上述系统由于采用激光面阵雷达三维成像及测距技术,搭建一套激光面阵雷达数据智能清堵系统,以激光面阵雷达为前端、通过数据处理算法进行检测判断、机械臂清堵机器人为工具实现清堵。该系统实现了对下料口等关键点位进行监控,智能识别堵料状态并自动告警,同时输出发生堵塞的信号给机器人系统使其执行清堵动作。该系统采用b/s架构,将视频监控和报警信息通过网页端显示,并且可以通过http协议上报告警提示和图片数据,激光面阵雷达通过该系统处理可以实现智能化及可视化作业。
32.所述料口智能清堵方法包括下列步骤。
33.一、在使用前启动激光面阵雷达采集生成初始状态下的下料口的初始三维图像。
34.通过初始三维图像中的点云信息能确定下料口和其周围下料壳体内侧壁的位置信息,也能确定皮带输送机的输出端的初始位置信息。这里还可以手动框选皮带输送机的输出端的区域,从而将其作为后续测定输送带上物料厚度的厚度检测区域。
35.二、在使用时采用多种皮带输送机的运行速度和物料供应速度进行试验,并在试验中采集生成相应的三维图像,识别出三维图像中不符合初始三维图像中的点位信息,这部分数据点即输送的物料,并将试验中得到的可能被物料覆盖的区域确定为用于检测物料表面高度的roi区域。roi区域应当除去属于皮带输送机的输出端的厚度检测区域。
36.三、将roi区域网格化,并设定网格警戒值,进行阈值比较时以每个网格内点位信息的平均值作为比较值。这样无需对每个点位信息进行计算比较,降低了计算量,同时监控的灵敏性仍能满足要求。这里各个网格的网格警戒值可以相同,也可以根据实际情况而设置为相应的不同值。
37.四、使用本系统对下料口进行监控,在正常运行阶段开始时初次采集生成的正常三维图像,将正常三维图像中roi区域的每个网格里点位信息的平均值作为正常初值,网格警戒值与正常初值之和作为警戒阈值。
38.五、当之后监控过程出现网格中点位信息的平均值高于警戒阈值的情况触发对堵塞情况的查验,根据查验结果判断是否输出发生堵塞的信号。查验过程具体包括下列步骤。
39.步骤5.1、首先根据步骤一确定的下料壳体内侧壁的位置信息计算确定高于警戒阈值的网格是否为位置最接近下料壳体内侧壁的网格,如果是则转到步骤5.2,否则输出发生堵塞的信号转到步骤5.5。
40.物料随皮带输送机出料下落时,正常情况都是在远离出料端的下料壳体内侧壁上形成物料下落时其表面的最低点,然后沿下料壳体内侧壁排出,在排料通畅的情况下物料厚度和皮带输送机的运行速度不影响上述规律。但发生堵塞时,堵塞的部分常常会凸出于正常情况下的物料表面,凸出部分可能不是位于下料壳体内侧壁上,因此通过该步骤能分辨出堵塞的发生。
41.步骤5.2、比较确定高于警戒阈值的网格是否为位置最低的网格,如果是则发出查验信号转到步骤5.3,否则输出发生堵塞的信号转到步骤5.5。
42.当堵塞部分凸出于下料壳体内侧壁附近,由于贴近下料壳体内侧壁的物料表面出现凸起,该部分通常不再是物料表面的最低点,因此通过检测物料表面的最低点是否为高于警戒阈值的网格,能进一步分辨是否发生堵塞。至于一些情况下底部堵塞造成物理表面整体上升的情况则可以通过后续查验过程进行进一步分辨。
43.步骤5.3、检测当前物料厚度,如果当前物料厚度相对正常运行阶段开始时的物料厚度不变则转到步骤5.4,否则转到步骤四重新判断是否触发对堵塞情况的查验。
44.该步骤具体过程为:检测皮带输送机的输出端上物料的点位信息并与初始三维图像中皮带输送机的输出端的点位信息进行计算得到物料厚度,即对厚度检测区域中的物料厚度进行检测。依据正常三维图像中物料厚度确定当前物料厚度的变化值,如果物料厚度未发生变化则转到步骤5.4;否则对正常初值进行修正,如厚度增加则对正常初值增加相应变化值,厚度减少则对正常初值减少相应变化值,然后依据修正后的更新的正常初值重新转到步骤四监控是否要触发对堵塞情况的查验,再次进行查验时以前一次检测到的物料厚度作为物料厚度的变化值的比较对象。
45.步骤5.4、检测当前皮带输送机的运行速度,如果当前皮带输送机的运行速度相对正常运行阶段开始时皮带输送机的运行速度不变则输出发生堵塞的信号转到步骤5.5,否则转到步骤四重新判断是否触发对堵塞情况的查验。
46.根据皮带输送机的运行速度的变化对正常初值进行修正,该修正方式依据之前步骤二中多次试验统计出的皮带输送机的运行速度与位置最接近下料壳体内侧壁的网格的点位信息平均值的关系进行确定,将依据变化后输送速度对应的最接近下料壳体内侧壁的网格的点位信息平均值更新最接近下料壳体内侧壁的网格的正常初值,依据更新的正常初
值重新转到步骤四监控是否要触发对堵塞情况的查验,再次进行查验时以前一次检测到的输送速度作为输送速度的变化值的比较对象。
47.步骤5.5、记录当前状态下各个网格中点位信息的平均值。
48.上述过程中如果步骤5.3确定当前物料厚度相对正常运行阶段开始时的物料厚度有较大变化或者步骤5.4确定当前皮带输送机的运行速度相对正常运行阶段开始时皮带输送机的运行速度有较大变化,则同时向操作人员发出相应提示。
49.六、收到发生堵塞的信号,机械臂清堵机器人对下料口区域进行清堵,完成后检测各网格中点位信息的平均值是否相对之前记录的堵塞状态下的网格中点位信息的平均值明显下降,如果没有发出清堵失败信号给操作人员,并重新进行清堵,否则返回步骤四继续进行监控。
50.本方法由于考虑到皮带输送机的运行速度和其上的物料厚度可能由于前端输送物料量不稳定而发生变化,因此将二者纳入考虑对堵塞情况的进行查验,当发生输送速度和物料厚度变化的情况下根据变化值对正常初值进行了修正,从而能更准确地判断下料口是否发生堵塞,而在判断时根据输送速度和物料厚度对下料过程中斗状下料壳体物料形态的影响进行网格化划分roi区域,并由此通过位置、高度确定查验中需要比较的网格,并通过网格中点位信息的平均值进行比较,由此避免对全部点位信息进行计算比较,同时通过考虑输送速度和物料厚度变化对斗状下料壳体汇总不同位置物料高度的影响,最大程度保证比较结果符合判断需要,满足对堵塞情况查验的需要。
51.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的发明构思和技术方案进行的各种非实质性的改进,或未经改进将本发明构思和技术方案直接应用于其它场合的,均在本发明保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1