检测设备的制作方法
本申请涉及视觉检测,特别是涉及一种检测设备。
背景技术:
1、目前,在智能手机的生产过程中,需要对手机屏幕玻璃的厚度进行测量,以衡量是否满足安装以及使用要求。但是现有手机屏幕玻璃生产产线上对厚度的检测大多是人工判断,效率低且准确性差,在很大程度上影响整体生产效率。
技术实现思路
1、因此,本申请主要解决的技术问题在于提供一种全自动化的检测设备。
2、为达到上述目的,本申请实施例的技术方案是这样实现的:
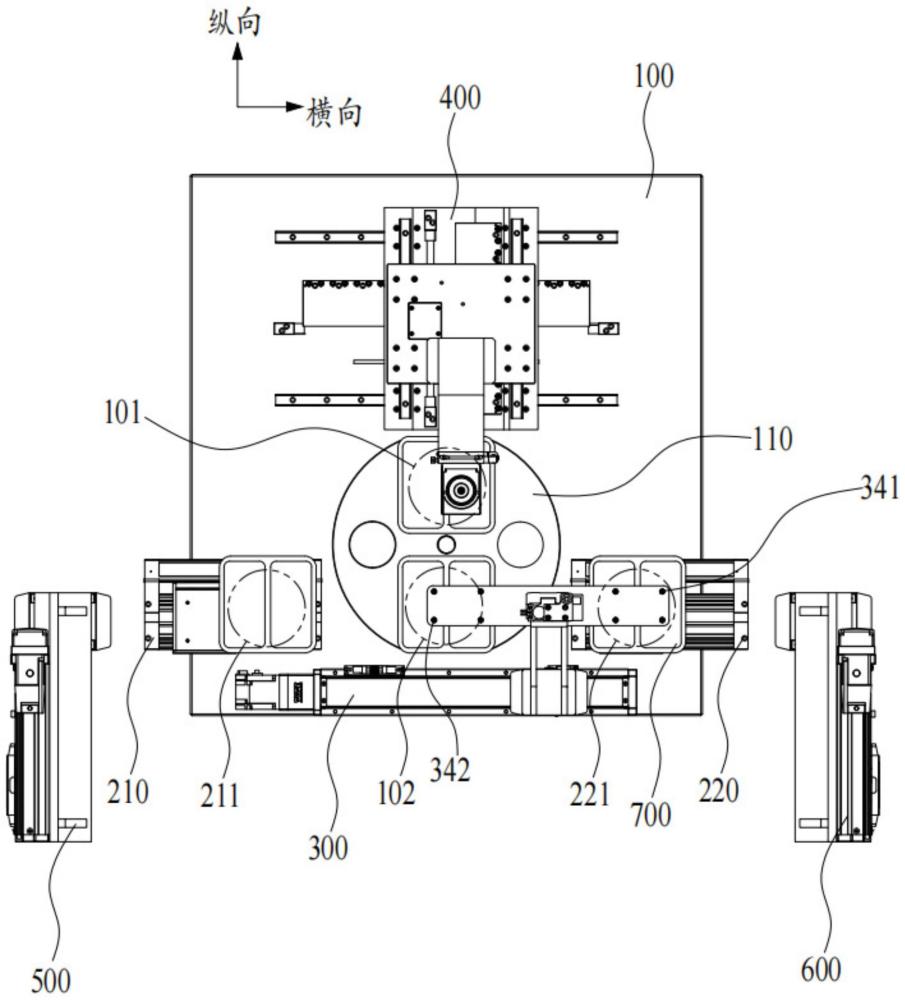
3、一种检测设备,包括检测台、转动连接于所述检测台上的转盘以及围绕所述转盘的周向依次排布的上料承载座、搬运机构、下料承载座和视觉检测装置;所述转盘上形成有至少两个工件放置位,所述工件放置位在所述转盘转动的过程中循环经过检测工位和中转工位;所述搬运机构靠近所述中转工位布置,所述搬运机构包括间隔排布且同步运动的第一吸附部和第二吸附部,所述搬运机构用于通过所述第一吸附部将所述中转工位上的已检工件搬运至所述下料承载座,同时通过所述第二吸附部将所述上料承载座上的待检工件搬运至所述中转工位;所述视觉检测装置靠近所述检测工位布置,用于对所述检测工位上的待检工件进行拍摄检测。
4、在一些可能的实施方式中,所述中转工位形成于所述上料承载座和所述下料承载座之间,所述上料承载座和所述下料承载座沿横向方向间隔排布,所述第一吸附部和所述第二吸附部沿所述横向方向间隔排布且位于所述上料承载座和所述下料承载座的上方。
5、在一些可能的实施方式中,所述第一吸附部和所述第二吸附部之间的间隔距离等于所述上料承载座与所述中转工位之间的间隔距离,且所述第一吸附部和所述第二吸附部之间的间隔距离等于所述中转工位和所述下料承载座之间的间隔距离。
6、在一些可能的实施方式中,所述检测工位和所述中转工位沿纵向方向间隔排布,所述纵向方向垂直于所述横向方向;所述搬运机构和所述视觉检测装置分别位于所述转盘的相对两侧。
7、在一些可能的实施方式中,所述搬运机构包括第一横向驱动机构、第一立向驱动机构和连接座,所述第一横向驱动机构与所述检测台连接,所述第一横向驱动机构与所述第一立向驱动机构传动连接以驱动所述第一立向驱动机构沿所述横向方向运动,所述第一立向驱动机构与所述支撑板传动连接以驱动所述支撑板沿立向方向运动,所述第一吸附部和所述第二吸附部分别设置于所述连接座的相对两端,所述第一吸附部相对于所述第二吸附部靠近所述下料承载座设置,所述第二吸附部相对于所述第一吸附部靠近所述上料承载座设置。
8、在一些可能的实施方式中,所述视觉检测装置包括第二横向驱动机构、纵向驱动机构、第二立向驱动机构和检测器,所述第二横向驱动机构和所述纵向驱动机构与所述第二立向驱动机构传动连接,以驱动所述第二立向驱动机构沿所述横向方向和纵向方向运动,所述第二立向驱动机构与所述检测器传动连接以驱动所述检测器沿所述立向方向运动。
9、在一些可能的实施方式中,所述第二横向驱动机构平行于所述第一横向驱动机构,且所述第二横向驱动机构与所述第一横向驱动机构相对于所述转盘对称布置。
10、在一些可能的实施方式中,所述第一横向驱动机构、所述第二横向驱动机构和所述纵向驱动机构为滚珠丝杠模组或皮带传动模组;所述第二横向驱动机构和/或所述纵向驱动机构的侧边设置有光学测量尺。
11、在一些可能的实施方式中,所述第一吸附部包括第一旋转电机和至少一个第一吸盘,所述第一旋转电机的旋转轴线平行于所述第一立向驱动机构的驱动方向,所述第一吸盘连接于所述第一旋转电机的旋转输出端;
12、和/或,所述第二吸附部包括第二旋转电机和至少一个第二吸盘,所述第二旋转电机的旋转轴线平行于所述第一立向驱动机构的驱动方向,所述第二吸盘连接于所述第二旋转电机的旋转输出端。
13、在一些可能的实施方式中,所述检测设备还包括上料机构和下料机构,所述上料机构靠近所述上料承载座设置,所述下料机构靠近所述下料承载座设置;
14、所述上料承载座上设置有第一传感器,所述第一传感器用于检测所述上料承载座上是否放置有工件;当所述第一传感器检测到所述上料承载座未放置有工件时,所述上料机构将待检工件运送至所述上料承载座上;
15、所述下料承载座上设置有第二传感器,所述第二传感器用于检测所述下料承载座上是否放置有工件;当所述第二传感器检测到所述下料承载座上放置有工件时,所述下料机构移走所述下料承载座上的工件。
16、在一些可能的实施方式中,所述转盘上设置有第三传感器,所述第三传感器用于检测所述转盘的转动角度;每当所述第三传感器检测到所述转盘的转动角度达到阈值时,所述搬运机构通过所述第一吸附部将所述中转工位上的已检工件搬运至所述下料承载座,同时通过所述第二吸附部将所述上料承载座上的待检工件搬运至所述中转工位。
17、在一些可能的实施方式中,所述检测设备还包括计数器,所述计数器用于统计所述搬运机构或所述视觉检测装置的动作次数;当所述计数器统计的次数达到阈值时,所述转盘进行一次角度校正。
18、本申请的上述技术方案中,检测设备包括检测台、转盘以及围绕转盘的周向依次排布的上料承载座、搬运机构、下料承载座和视觉检测装置,转盘相对于检测台进行转动的过程中带动各工件在中转工位和检测工位之间切换,完成工件的检验与上下料。由于搬运机构的第一吸附部和第二吸附部间隔排布且同步运动使得放料与卸料可通过一个搬运机构同步完成,中转工位的已检工件在被第一吸附部搬运至下料承载座的同时,上料承载座上的待检工件也被第二吸附部搬运至中转工位,减少了节拍的等待,提升了工作效率。整个检测过程自动化进行,且分工有序,视觉检测装置识别的结果也更加可靠,不受工人经验和能力的影响。
技术特征:
1.一种检测设备,其特征在于,包括检测台、转动连接于所述检测台上的转盘以及围绕所述转盘的周向依次排布的上料承载座、搬运机构、下料承载座和视觉检测装置;所述转盘上形成有至少两个工件放置位,所述工件放置位在所述转盘转动的过程中循环经过检测工位和中转工位;所述搬运机构靠近所述中转工位布置,所述搬运机构包括间隔排布且同步运动的第一吸附部和第二吸附部,所述搬运机构用于通过所述第一吸附部将所述中转工位上的已检工件搬运至所述下料承载座,同时通过所述第二吸附部将所述上料承载座上的待检工件搬运至所述中转工位;所述视觉检测装置靠近所述检测工位布置,用于对所述检测工位上的待检工件进行拍摄检测。
2.根据权利要求1所述的检测设备,其特征在于,所述中转工位形成于所述上料承载座和所述下料承载座之间,所述上料承载座和所述下料承载座沿横向方向间隔排布,所述第一吸附部和所述第二吸附部沿所述横向方向间隔排布且位于所述上料承载座和所述下料承载座的上方。
3.根据权利要求2所述的检测设备,其特征在于,所述第一吸附部和所述第二吸附部之间的间隔距离等于所述上料承载座与所述中转工位之间的间隔距离,且所述第一吸附部和所述第二吸附部之间的间隔距离等于所述中转工位和所述下料承载座之间的间隔距离。
4.根据权利要求2所述的检测设备,其特征在于,所述检测工位和所述中转工位沿纵向方向间隔排布,所述纵向方向垂直于所述横向方向;所述搬运机构和所述视觉检测装置分别位于所述转盘的相对两侧。
5.根据权利要求2所述的检测设备,其特征在于,所述搬运机构包括第一横向驱动机构、第一立向驱动机构和连接座,所述第一横向驱动机构与所述检测台连接,所述第一横向驱动机构与所述第一立向驱动机构传动连接以驱动所述第一立向驱动机构沿所述横向方向运动,所述第一立向驱动机构与所述支撑板传动连接以驱动所述支撑板沿立向方向运动,所述第一吸附部和所述第二吸附部分别设置于所述连接座的相对两端,所述第一吸附部相对于所述第二吸附部靠近所述下料承载座设置,所述第二吸附部相对于所述第一吸附部靠近所述上料承载座设置。
6.根据权利要求5所述的检测设备,其特征在于,所述视觉检测装置包括第二横向驱动机构、纵向驱动机构、第二立向驱动机构和检测器,所述第二横向驱动机构和所述纵向驱动机构与所述第二立向驱动机构传动连接,以驱动所述第二立向驱动机构沿所述横向方向和纵向方向运动,所述第二立向驱动机构与所述检测器传动连接以驱动所述检测器沿所述立向方向运动。
7.根据权利要求6所述的检测设备,其特征在于,所述第二横向驱动机构平行于所述第一横向驱动机构,且所述第二横向驱动机构与所述第一横向驱动机构相对于所述转盘对称布置。
8.根据权利要求6所述的检测设备,其特征在于,所述第一横向驱动机构、所述第二横向驱动机构和所述纵向驱动机构为滚珠丝杠模组或皮带传动模组;所述第二横向驱动机构和/或所述纵向驱动机构的侧边设置有光学测量尺。
9.根据权利要求5所述的检测设备,其特征在于,所述第一吸附部包括第一旋转电机和至少一个第一吸盘,所述第一旋转电机的旋转轴线平行于所述第一立向驱动机构的驱动方向,所述第一吸盘连接于所述第一旋转电机的旋转输出端;
10.根据权利要求1至9任意一项所述的检测设备,其特征在于,所述检测设备还包括上料机构和下料机构,所述上料机构靠近所述上料承载座设置,所述下料机构靠近所述下料承载座设置;
11.根据权利要求10所述的检测设备,其特征在于,所述转盘上设置有第三传感器,所述第三传感器用于检测所述转盘的转动角度;每当所述第三传感器检测到所述转盘的转动角度达到阈值时,所述搬运机构通过所述第一吸附部将所述中转工位上的已检工件搬运至所述下料承载座,同时通过所述第二吸附部将所述上料承载座上的待检工件搬运至所述中转工位。
12.根据权利要求1至9任意一项所述的检测设备,其特征在于,所述检测设备还包括计数器,所述计数器用于统计所述搬运机构或所述视觉检测装置的动作次数;当所述计数器统计的次数达到阈值时,所述转盘进行一次角度校正。
技术总结
本申请公开了一种检测设备,包括检测台、转动连接于所述检测台上的转盘以及围绕所述转盘的周向依次排布的上料承载座、搬运机构、下料承载座和视觉检测装置;所述转盘上形成有至少两个工件放置位,所述工件放置位在所述转盘转动的过程中循环经过检测工位和中转工位;所述搬运机构靠近所述中转工位布置,所述搬运机构包括间隔排布且同步运动的第一吸附部和第二吸附部,所述搬运机构用于通过所述第一吸附部将所述中转工位上的已检工件搬运至所述下料承载座,同时通过所述第二吸附部将所述上料承载座上的待检工件搬运至所述中转工位;所述视觉检测装置靠近所述检测工位布置,用于对所述检测工位上的待检工件进行拍摄检测。
技术研发人员:陈鲁,叶华平,贺金龙,黄喜林,张嵩
受保护的技术使用者:深圳中科飞测科技股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!