一种快速检测零件边距的方法与流程
1.本发明属于机械装配测量技术领域,涉及一种快速检测零件边距的方法。
背景技术:
2.检测飞机零件边距是飞机制造行业中重要的技术难点,零件边距通常指零件实际边缘与理论边缘的距离。当零件边缘是曲线时,很难用常规方法进行测量,为了检测装配后的零件边缘是否符合理论位置的要求,目前通常采用激光跟踪仪测量的方式,将装配后的零件通过螺纹压紧器压紧后,使用激光跟踪仪测量零件边距是否合格。
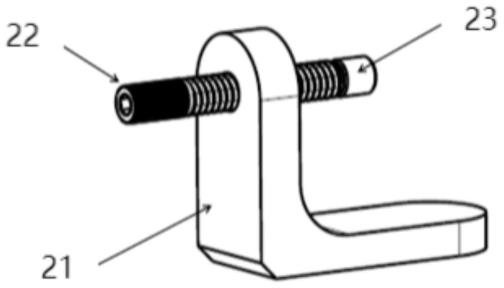
3.螺纹压紧器属于工装上使用的典型组件,如图1所示,螺纹杆22通过螺孔连接在l形支座21的垂直板上,尼龙压头23连接在螺纹杆22前端,其中,螺纹杆22与l形支座21的垂直板呈一定角度。目前飞机装配行业对零件典型压紧方法如图2所示,根据需要压紧的位置,选用相应的螺纹压紧器,使其螺纹杆22可垂直压紧在零件表面,并利用带尼龙压头23的螺纹杆22压紧零件。上述零件典型压紧方法是目前各飞机装配车间采用的普遍方法,压紧后使用激光跟踪仪测量零件边距。
4.使用激光跟踪仪测量准备时间约1小时,测量时间约1小时,采用上述传统典型压紧测量方法耗费大量时间和费用,尤其是当零件批量生产时,使用激光跟踪仪测量浪费大量人力、物力和时间成本,效率低,成本高。
技术实现要素:
5.为了解决现有技术中存在的上述问题,本发明提供了一种快速检测零件边距的方法,通过检验块测量本装置零件测量块的测量面与零件边缘的距离,能够快速检验零件边距是否合格。
6.本发明采用的技术方案为:
7.一种快速检测零件边距的方法,所述方法基于快速检测零件边距的装置实现,其中快速检测零件边距的装置包括零件测量块1和螺纹压紧器2。
8.所述的零件测量块1为类似l型结构的一体件,其水平板为支撑面12,垂直板面向支撑面12的一侧的上半部分为测量面11,测量面11向支撑面12倾斜一定角度,该角度按待检测零件表面设置,使用时,测量面11与待检测零件表面平行,测量面11与待测量零件表面理论位置之间的距离为理论距离。零件测量块1安装到理论位置后,使用检验块测量测量面11与待检测零件表面实际位置之间的距离,通过比较该距离与理论距离即可快速检验零件边距是否合格。
9.所述的螺纹压紧器2共设两个,分别安装在零件测量块1的两侧,其螺纹杆22垂直压紧在待检测零件表面,用于从两个方向压紧待检测零件,使待检测零件更稳固。
10.一种快速检测零件边距的方法,所述方法包括如下步骤:
11.步骤1,选用与待检测零件适配的零件测量块1和两个螺纹压紧器2。
12.步骤2,首次测量时,将零件测量块1用激光跟踪仪安装至理论位置并用螺栓和定
位销固定,两个螺纹压紧器2固定安装在零件测量块1的两侧适当位置。
13.步骤3,测量时,利用螺纹压紧器2施加垂直于待检测零件表面的压力,保证零件固定,具体的,拧转螺纹压紧器2上的螺纹杆22,直至尼龙压头23压紧在待检测零件表面。
14.步骤4,用检验块验证测量面11与待检测零件表面的距离是否合格。
15.后续批产测量同种待检测零件时,无需重复步骤1和步骤2,重复实施步骤3和步骤4,直至完成所有检测工作。
16.本发明的有益效果:
17.1、本发明满足飞机装配中对零件边缘的测量和压紧要求,在实际使用过程中,可根据不同零件边缘距离要求,用不同的零件测量块和检验块检验,结构设计简单,实用性较强。
18.2、利用本发明检测零件边距,取代了原始典型检测中利用激光跟踪仪检测的方法,产品压紧完成后,利用检验块对零件边距进行检测,具有使用方法简单、检测效率高的优点,有效的解决了传统典型利用激光跟踪仪测量浪费时间的问题,也能节省使用激光跟踪仪相关测量费用。
附图说明
19.图1为螺纹压紧器结构示意图。
20.图2为零件典型压紧方法示意图。
21.图3为本发明所提供装置结构示意图。
22.图4为零件测量块结构示意图。
23.图5为零件边缘距离示意图。
24.图6为螺纹压紧器压紧零件示意图。
25.图中:1零件测量块;2螺纹压紧器;11测量面;12支撑面;21l形支座;22螺纹杆;23尼龙压头。
具体实施方式
26.以下结合附图和技术方案,进一步说明本发明的具体实施方式。
27.实施例
28.以某项目垂尾翼尖装配检验为例,所使用快速检测零件边距的方法基于快速检测零件边距的装置实现,其中快速检测零件边距的装置包括零件测量块1和螺纹压紧器2,如图3所示。
29.如图4所示,所述的零件测量块1为类似l型结构的一体件,其水平板为支撑面12,垂直板面向支撑面12的一侧的上半部分为测量面11,测量面11向支撑面12倾斜一定角度,该角度按待检测零件表面设置,使用时,测量面11与待检测零件表面平行,测量面11与待检测零件表面理论位置之间的距离为理论距离,在本实施例中,测量面11与该零件表面理论位置之间的距离为0.25in(6.35mm),如图5所示。零件测量块1安装到理论位置后,使用检验块测量测量面11与该零件表面实际位置之间的距离,通过比较该距离与理论距离即可快速检验零件边距是否合格。
30.所述的螺纹压紧器2共设两个,分别安装在零件测量块1的两侧,其螺纹杆22垂直
压紧在待检测零件表面,用于从两个方向压紧待检测零件,使待检测零件更稳固。
31.利用快速检测零件边距的方法检验该零件过程如下:
32.步骤1,选用适配的适配的零件测量块1和两个螺纹压紧器2,根据检验要求,确定该零件理论边缘距离,即测量面11距离该零件表面理论位置之间的距离为0.25in(6.35mm)。
33.步骤2,利用激光跟踪仪将零件测量块1固定安装至理论位置,并将两个螺纹压紧器2对称固定在零件测量块1两侧的合适位置,拧转螺纹压紧器2上的螺纹杆22,直至尼龙压头23压紧在待检测零件表面,施加垂直于待检测零件表面的压力,保证零件固定,如图6所示。
34.步骤3,用0.25in(6.35mm)的检验块,检测零件测量块1与待检测零件表面边距是否合格。
35.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
技术特征:
1.一种快速检测零件边距的方法,其特征在于,所述方法基于快速检测零件边距的装置实现,其中快速检测零件边距的装置包括零件测量块(1)和螺纹压紧器(2);所述的零件测量块(1)为类似l型结构的一体件,其水平板为支撑面(12),垂直板面向支撑面(12)的一侧的上半部分为测量面(11),测量面(11)向支撑面(12)倾斜一定角度,该角度按待检测零件表面设置,使用时,测量面(11)与待检测零件表面平行,测量面(11)与待测量零件表面理论位置之间的距离为理论距离;所述的螺纹压紧器(2)共设两个,分别安装在零件测量块(1)的两侧,其螺纹杆(22)带有尼龙压头(23)的一端垂直压紧在待检测零件表面,用于从两个方向压紧待检测零件;所述方法包括如下步骤:步骤1,选用与待检测零件适配的零件测量块(1)和两个螺纹压紧器(2);步骤2,首次测量时,将零件测量块(1)用激光跟踪仪安装至理论位置并用螺栓和定位销固定,两个螺纹压紧器(2)固定安装在零件测量块(1)的两侧适当位置;步骤3,测量时,利用螺纹压紧器(2)施加垂直于待检测零件表面的压力,保证零件固定,具体的,拧转螺纹压紧器(2)上的螺纹杆(22),直至尼龙压头(23)压紧在待检测零件表面;步骤4,用检验块验证测量面(11)与待检测零件表面的距离是否合格;后续批产测量同种待检测零件时,无需重复步骤1和步骤2,重复实施步骤3和步骤4,直至完成所有检测工作。
技术总结
本发明提供了一种快速检测零件边距的方法,属于机械装配测量技术领域。本发明设计专用的零件测量块,配合螺纹压紧器使用,通过检验块测量零件测量块的测量面与零件边缘的距离,能够快速检验零件边距是否合格。本发明可根据不同零件边缘距离要求,用不同的零件测量块和检验块检验,结构设计简单,实用性较强。本发明具有使用方法简单、检测效率高的优点,有效的解决了利用激光跟踪仪测量效率低、费用高等问题。等问题。等问题。
技术研发人员:杨思奇 郑伟 郭又嘉
受保护的技术使用者:中航沈飞民用飞机有限责任公司
技术研发日:2022.09.09
技术公布日:2022/11/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1