高温拉伸试样标点装置的制作方法
1.本发明属于拉伸试样标点技术领域,具体涉及一种高温拉伸试样标点装置。
背景技术:
2.近十年来,一些新型高温材料的研究和应用不断深入,例如航空发动机、压力容器、核电设备以及热力管道等高温环境下使用的金属材料,其高温拉伸性能是非常重要的技术参数,是衡量材料力学性能的重要指标。
3.尽管现行标准对金属材料高温拉伸性能的试验方法进行了统一,然而要想准确测量材料的高温拉伸性能,除了要有质量可靠的拉伸试验机,还需要匹配合适的试验方法,尽可能减少各种不利因素的影响,避免引入较大误差。
4.对于检测机构来说,被委托的高温拉伸试样越来越多,且以小尺寸试样占比偏高。一般机械标点机无法对小尺寸试样进行打点标记,就算勉强打上标记,在经过高温加热后材料表面会发生蠕变现象,标记处会变得坑坑洼洼,标记将很难分辨。
5.为了使小尺寸试样在高温拉伸试验后,依然存在试验前所做的标记,试验员一般通过人工比对标尺并采用画笔对试样进行标记。但是,这种标点方式精度低,试验结果误差大。另外,由于是在高温环境下进行的拉伸试验,故而标记所用画笔不能是普通记号笔,经过多种画笔的选择,一般采用修正液,但高温拉伸试验后试样表面存在蠕变,这会导致修正液会部分脱落,仍不能清晰准确地看出标记的点。
6.因此,急需创新出对高温拉伸小试样标点的新方法,新装置,以提高标记效率,提升试验精度。
技术实现要素:
7.本发明要解决的技术问题是弥补现有技术的不足,提供一种高温拉伸试样标点装置。
8.要解决上述技术问题,本发明的技术方案为:
9.一种高温拉伸试样标点装置,包括托样件和下u型件,
10.托样件的外形呈“n”形,包括顶板和一对护板a,护板a与顶板相互垂直,顶板的顶部设有置样槽,顶板的底部等间距地设有若干割缝,割缝与置样槽连通;
11.下u型件的外形呈“u”形,包括底板和一对护板b,护板b与底板相互垂直,底板上设有喷漆孔,喷漆孔用于与按压喷漆罐的喷头相匹配;
12.托样件与下u型件装配后,托样件的顶板、一对护板a和下u型件的底板、一对护板b,六者共同围成喷漆腔,喷漆腔通过割缝102与外界大气连通。
13.进一步地,所述托样件中,一对护板a的外间距尺寸为e,护板a的高度尺寸为f,顶板和护板a的宽度尺寸均为h;所述下u型件中,底板和护板b的宽度尺寸均为e,一对护板b的内间距尺寸为h,护板b的高度尺寸为f。
14.进一步地,所述置样槽的截面形状为“u”型,置样槽底部半径与试样的半径相等,
且半径尺寸为r。
15.进一步地,r=5mm,e=30mm,f=54mm,h=24mm。
16.进一步地,所述托样件上的割缝是通过线切割的加工方式获得的。
17.进一步地,所述下u型件上喷漆孔的形状为小头朝上的梯形槽。
18.进一步地,所述托样件和下u型件均为不锈钢材质,还包括一对磁块,磁块用于连接托样件和下u型件。
19.本发明可以达到的有益效果为:
20.(1)使用时,将小尺寸试样放置于置样槽中,与带喷头的按压喷漆罐匹配使用,通过喷漆孔向上将耐高温漆喷至喷漆腔中,在喷射压力的作用下,耐高温漆透过割缝附着在试样上;托样件的顶板与下u型件的底板二者之间保持一定间距,且喷漆腔通过割缝与外界大气连通,使得喷漆腔始终保持透气状态,此两个技术特征是试样可以获得清晰喷漆标记的关键。
21.(2)采用喷漆的方式给试样标点,通过若干割缝一次可以快速准确地打上多个等间距的标记,标记效率大大提高。
22.(3)托样件的顶板与下u型件的底板二者之间的间距可以调整,以适应喷漆罐的压力变化。
23.(4)加设磁块,在调整好托样件的顶板与下u型件的底板二者之间的间距后,磁块可以对托样件和下u型件起到固定连接的作用;另外,磁块还可以与托样件匹配使用,充当断后试样的测量支架。
附图说明
24.图1是本发明实施例1的立体图;
25.图2是本发明实施例1的主视图;
26.图3是本发明实施例1的俯视图;
27.图4是本发明实施例1的侧视图;
28.图5是本发明实施例1中托样件的立体图;
29.图6是本发明实施例1中托样件的主视图;
30.图7是本发明实施例1中托样件的侧视图;
31.图8是本发明实施例1中下u型件的立体图;
32.图9是本发明实施例1中下u型件的主视图;
33.图10是本发明实施例1中下u型件的侧视图;
34.图11是图10的剖视图a-a;
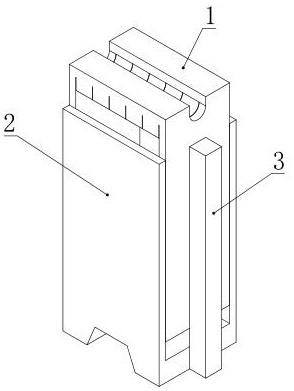
35.图12是本发明实施例2的立体图;
36.图13是本发明实施例2的主视图;
37.图中:图中:1-托样件,101-顶板,102-割缝,103-护板a,104-置样槽;2-下u型件,201-底板,202-护板b,203-喷漆孔;3-磁块。
具体实施方式
38.下面结合附图和具体实施方式对本发明作进一步详细的说明。
39.实施例1
40.如图1-图4所示,一种高温拉伸试样标点装置,包括托样件1和下u型件2。
41.如图5-图7所示,托样件1的外形呈“n”形,包括顶板101和一对护板a103,护板a103与顶板101相互垂直,顶板101的顶部设有置样槽104,顶板101的底部等间距地设有若干割缝102,割缝102与置样槽104连通。
42.如图8-图11所示,下u型件2的外形呈“u”形,包括底板201和一对护板b202,护板b202与底板201相互垂直,底板201上设有喷漆孔203,喷漆孔203的形状为小头朝上的梯形槽,喷漆孔203用于与按压喷漆罐的喷头相匹配。
43.托样件1与下u型件2装配后,托样件1的顶板101、一对护板a103和下u型件2的底板201、一对护板b202,六者共同围成喷漆腔,喷漆腔通过割缝102与外界大气连通。
44.托样件1中,一对护板a103的外间距尺寸为e,护板a103的高度尺寸为f,顶板101和护板a103的宽度尺寸均为h,置样槽104的截面形状为“u”型,置样槽104底部半径与试样的半径相等,且半径尺寸为r;下u型件2中,底板201和护板b202的宽度尺寸均为e,一对护板b202的内间距尺寸为h,护板b202的高度尺寸为f。本实施例中,r=5mm,e=30mm,f=54mm,h=24mm。
45.托样件1上的割缝102是通过线切割的加工方式获得的,加工精度高。
46.实施例2
47.在实施例1的基础上,托样件1和下u型件2均为不锈钢材质,还包括一对磁块3,磁块3用于连接托样件1和下u型件2,如图12和图13所示。磁块还可以与托样件匹配使用,充当断后试样的测量支架。
48.对比试验
49.本实施例的使用:
50.(1)采用实施例1或实施例2与带喷头的按压喷漆罐匹配使用,将小尺寸试样放置于置样槽104中,将按压喷漆罐的喷头喷口向上放置于喷漆孔203中,按压喷头,通过喷漆孔203向上将耐高温漆喷至喷漆腔中,在喷射压力的作用下,耐高温漆透过割缝102附着在试样上,各标记之间的距离通过割缝的加工尺寸保证,位置精度高。托样件1的顶板101与下u型件2的底板201二者之间保持一定间距,且喷漆腔通过割缝102与外界大气连通,使得喷漆腔始终保持透气状态,此两个技术特征是试样可以获得清晰喷漆标记的关键,否则可能因高温漆聚集而很难得到清晰的喷漆标记。
51.(2)通过人工比对标尺并采用画笔对试样进行标记。
52.注:步骤(1)和步骤(2)施加在同一试样上。
53.(3)将试样在600℃的高温环境下进行拉伸试验。
54.高温拉伸试验后,通过步骤(2)所获得的标记,由于是人工涂画,本来标点就有大有小,参差不齐,精度很差,经过高温炉加热后几乎很难看到。通过步骤(1)获得的标记在拉断的试样上仍可以清晰地观察到。
55.在本发明的描述中,“内”、“外”、“上”、“下”、“前”、“后”等指示方位或位置关系的词语,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
56.以上所述仅是本发明的其中一种实施方式,本发明的保护范围并不仅局限于上述
实施例,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明思路的前提下所做出的若干改进和润饰均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1