一种卷料电子类产品内部零件的视觉测试设备的制作方法
1.本实用新型涉及一种卷料的视觉测试设备,具体涉及一种卷料电子类产品内部零件的视觉测试设备。
背景技术:
2.随着大众对电子类产品便捷化、小型化的追求,对电子类产品内部零件(如芯片、防水透气膜、胶带、泡棉等)精细化的要求也越来越高,在零件的表面即便仅存留肉眼难以察觉的毛丝等杂质,对整个产品都可能带来巨大的瑕疵、产生难以挽救的质量问题。因此,电子类产品内部零件在质检的过程中,对于产品表面的视觉测试是十分必要、且对测试精准度的要求是非常高的。
3.目前,针对电子类产品内部零件的视觉测试设备,一般采用如公开号为cn211567323u的中国实用新型专利《一种卷带上模切产品的aoi检测喷码机》中所公开的结构,通过将需要测试的零件卷料料带经该装置逐一进行拍照,利用现有的图像对比检测模块,将每个零件的照片与合格零件的样片相对比,从而判定其是否符合质量标准。
4.但是上述装置在实际操作使用的过程中,仍然存在以下问题:针对视觉测试不合格的产品若仅是修补,则修补后的零件视觉检测结果不确定,无法保证其视觉检测结果的合格性;对于卷料移动过程中发生的偏移,难以及时快速的准确调整。
技术实现要素:
5.本实用新型所要解决的技术问题是,提供一种卷料电子类产品内部零件的视觉测试设备,通过该装置能够实现对视觉检测不合格的零件及时替换为视觉检测合格的零件,保证收料轴上的所有零件均为视觉检测合格的产品;也便于在料带发生偏移后,能够及时、有效的调整纠偏。
6.为了解决这一技术问题,本实用新型采用了以下技术方案:
7.一种卷料电子类产品内部零件的视觉测试设备,它包括支架,支架上设有收放料组件、视觉测试组件和用于判断零件表面视觉测试结果的图像对比检测模块,其特征在于,
8.还包括固定有若干同一种电子类产品内部零件的料带,所述的料带上对应各零件位置开设有用以视觉测试的测试孔;所述的支架上设有工作台,工作台上设有用于驱动料带沿工作台从左至右移动的驱动组件;
9.所述的驱动组件包括分别固定在工作台上、位于料带前后两侧的一组驱动组件支架,驱动组件支架上转动安装有前后走向的驱动辊,驱动组件支架上还设有前后走向的固定轴,固定轴上安装有两个与料带的两侧边缘相对应的可转动的压辊;
10.所述位于前侧的驱动组件支架上设有凸轮,所述固定轴的前端与凸轮相转动连接,驱动组件支架上、紧贴凸轮的下侧固定有挡块,所述凸轮上设有把手;
11.所述的工作台上方、位于视觉测试组件和驱动组件之间还设有拾取补料组件,拾取补料组件包括空间位移组件和吸嘴。
12.优选地,所述的空间位移组件包括x方向组件、y方向组件和z方向组件。
13.进一步优选地,所述的x方向组件包括两端分别固定在支架上的x方向导杆和x方向丝杠,x方向导杆上滑动连接有x方向移动板,x方向移动板的后侧固定有螺母,螺母与x方向丝杠相螺纹配合,x方向丝杠连接有x方向电机。
14.优选地,所述的y方向组件包括固定在x方向移动板上的y方向导杆和y方向丝杠,y方向导杆上滑动连接有y方向移动板,y方向移动板的后侧固定有螺母,螺母与y方向丝杠相螺纹配合,y方向丝杠连接有y方向电机。
15.优选地,所述的z方向组件包括固定在y方向移动板上的气缸,气缸内滑动连接有活塞杆,所述的吸嘴与活塞杆的下端相固定。
16.优选地,所述压辊的外侧分别设有套在固定轴上的挡料块,挡料块上安装有紧定螺丝,用以前后调整挡料块的位置。
17.优选地,所述固定轴的两端分别通过压力调节装置安装在驱动组件支架上,压力调节装置包括滑块、弹簧、螺纹套和螺纹压杆;所述固定轴与滑块固定连接,滑块安装在驱动组件支架上竖直的滑槽中,所述螺纹套安装在驱动组件支架上,所述螺纹压杆与螺纹套上竖直的螺纹通孔相配合,弹簧设置在滑槽中,弹簧的上端与所述螺纹压杆的下端相接触、下端与滑块相接触。
18.优选地,所述的视觉测试组件包括上侧相机组件和下侧相机组件。
19.进一步优选地,所述的上侧相机组件包括固定于工作台上方的上侧环光源和上侧工业相机,还包括固定于工作台下方的底光源,底光源所对应的工作台处为透光设计;所述的上侧工业相机通过用以上下调节上侧工业相机的上侧调节支架固定在工作台上。
20.进一步优选地,所述的下侧相机组件包括固定于工作台下方的下侧环光源和下侧工业相机,还包括固定于工作台上方的顶光源,顶光源所对应的工作台处为透光设计;所述的下侧工业相机通过用以上下调节下侧工业相机的下侧调节支架固定在工作台上。
21.本实用新型的积极效果在于:
22.第一、本实用新型通过设置拾取补料组件,能够及时将视觉测试不合格的零件拾取出来,并将已检测合格的零件补充至零件拾取出的位置,以保证收料轴的料带上全部为视觉测试合格的零件且不存在缺件现象。
23.第二、本实用新型通过在驱动组件上设置凸轮与挡块相配合的结构,能够通过手动控制凸轮上的把手,实现固定轴的上下移动,便于在料带发生偏移后,能够及时、有效的调整纠偏。
24.第三、本实用新型通过同时设置上侧相机组件和下侧相机组件,实现了一次性完成上下两面视觉测试的工作,提高了测试效率,获得的测试结果也更加全面可靠。
25.第四、本实用新型通过在上侧相机组件中设置上侧环光源、在下侧相机组件中设置下侧环光源,有效减少了视觉测试时谬误的产生,提高了视觉测试的精准度和可信度。
26.第五、本实用新型通过在上侧相机组件中设置上侧调节支架、在下侧相机组件中设置下侧调节支架,扩大了视觉测试的适用范围,便于调节工业相机的对焦,从而获得清晰有效的测试照片。
附图说明
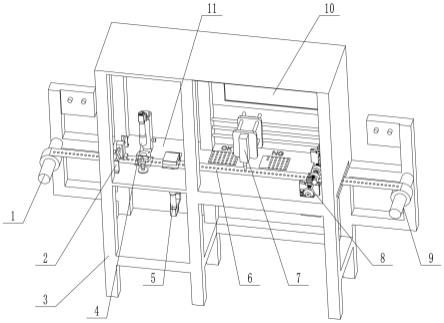
27.图1是本实用新型的整体结构主视图;
28.图2是本实用新型的整体结构后视图;
29.图3是本实用新型的上侧相机组件结构爆炸图;
30.图4是本实用新型的下侧相机组件结构爆炸图;
31.图5是本实用新型的驱动组件结构示意图;
32.图6是本实用新型的拾取补料组件结构示意图。
33.图中主要部件名称:
34.1、放料轴;2、位置感应器组件;3、支架;4、上侧相机组件;41、上侧工业相机;42、上侧环光源;43、上侧环光源支架;44、底光源;45、底光源支架;46、上侧固定杆;47、上侧调节旋钮;48、上侧滑杆;5、下侧相机组件;51、下侧工业相机;52、下侧环光源;53、下侧环光源支架;54、顶光源;55、顶光源支架;56、下侧固定杆;57、下侧调节旋钮;58、下侧滑杆;6、料带;7、拾取补料组件;71、合格品补料区;72、x方向导杆;73、x方向移动板;74、y方向导杆;75、不合格品放置区;76、y方向移动板;77、气缸;78、吸嘴;8、驱动组件;81、驱动组件支架;82、挡块;83、凸轮;84、把手;85、压辊;86、挡料块;87、固定轴;88、驱动辊;89、驱动电机;9、收料轴;10、显示器;11、工作台。
具体实施方式
35.下面结合附图和实施例进一步说明本实用新型。
36.如图1和图2所示,本实用新型包括支架3,支架3上设有收放料组件、视觉测试组件和用于判断零件表面视觉测试结果的图像对比检测模块。还包括固定有若干同一种电子类产品内部零件的料带6,所述的料带6上对应各零件位置开设有用以视觉测试的测试孔。
37.所述支架3的中部设有工作台11,所述收放料组件包括位于工作台11左端的放料轴1和位于工作台11右端的收料轴9,所述料带6的左端缠绕在放料轴1上、右端缠绕在收料轴9上。
38.所述工作台11上、位于放料轴1与收料轴9之间,从左至右依次设有位置感应器组件2、视觉测试组件、拾取补料组件7、显示器10和用于驱动料带6沿工作台11从左至右移动的驱动组件8。所述的视觉测试组件从左至右依次包括上侧相机组件4和下侧相机组件5。
39.所述的位置感应器组件2包括分别固定在工作台11上、位于料带6前后两侧的一组位置感应支架,位置感应支架之间前后走向设置有导向柱,导向柱上滑动连接有位移调节平台。所述位移调节平台的底部设有感应端朝下的位置传感器,能够感应下方料带6上的零件运动情况。
40.所述显示器10的顶部固定在支架3上,显示器10位于拾取补料组件7的后侧,显示屏幕朝后,便于操作人员在整个装置的后侧观察。所述的显示器10内设有微电脑,微电脑能够利用现有的图像对比检测模块,判断每个零件表面拍摄的照片与合格零件的样片相比是否存在毛丝等杂质,从而判定其是否符合质量标准。
41.如图3所示,所述的上侧相机组件4包括上侧调节支架、用以向上照射料带6底部的底光源44、用以向下照射料带6顶部的上侧环光源42和用以向下拍摄零件上表面的上侧工业相机41。
42.所述的底光源44通过底光源支架45固定于工作台11的下方,底光源44所对应的工作台11处为透光设计。所述的上侧环光源42通过上侧环光源支架43固定于工作台11的上方,所述的上侧工业相机41固定于工作台11的上方,上侧环光源42的内缘直径不小于上侧工业相机41的视野直径。通过在上侧相机组件4中设置上侧环光源42,有效减少了视觉测试时谬误的产生,提高了视觉测试的精准度和可信度。
43.所述的上侧调节支架包括上侧滑杆48和上侧固定杆46,上侧滑杆48的后侧与上侧固定杆46的前侧相滑动连接,上侧滑杆48的顶部与上侧工业相机41相固定,上侧固定杆46的底部与工作台11相垂直固定。所述上侧固定杆46的侧壁上设有上侧调节旋钮47,上侧调节旋钮47的内端设有上侧齿轮,所述的上侧滑杆48上设有与上侧齿轮相啮合的上侧齿条,用以驱动上侧滑杆48相对于上侧固定杆46实现上下滑动。通过在上侧相机组件4中设置上侧调节支架,扩大了视觉测试的适用范围,便于调节工业相机的对焦,从而获得清晰有效的测试照片。
44.如图4所示,所述的下侧相机组件5包括下侧调节支架、用以向下照射料带6顶部的顶光源54、用以向上照射料带6底部的下侧环光源52和用以向上拍摄零件下表面的下侧工业相机51。
45.所述的顶光源54通过顶光源支架55固定于工作台11的上方,顶光源54所对应的工作台11处为透光设计。所述的下侧环光源52通过下侧环光源支架53固定于工作台11的下方,所述的下侧工业相机51固定于工作台11的下方,下侧环光源52的内缘直径不小于下侧工业相机51的视野直径。通过在下侧相机组件5中设置下侧环光源52,有效减少了视觉测试时谬误的产生,提高了视觉测试的精准度和可信度。
46.所述的下侧调节支架包括下侧滑杆58和下侧固定杆56,下侧滑杆58的后侧与下侧固定杆56的前侧相滑动连接,下侧滑杆58的底部与下侧工业相机51相固定,下侧固定杆56的顶部与工作台11相垂直固定。所述下侧固定杆56的侧壁上设有下侧调节旋钮57,下侧调节旋钮57的内端设有下侧齿轮,所述的下侧滑杆58上设有与下侧齿轮相啮合的下侧齿条,用以驱动下侧滑杆58相对于下侧固定杆56实现上下滑动。通过在下侧相机组件5中设置下侧调节支架,扩大了视觉测试的适用范围,便于调节工业相机的对焦,从而获得清晰有效的测试照片。
47.通过同时设置上侧相机组件4和下侧相机组件5,实现了一次性完成上下两面视觉测试的工作,提高了测试效率,获得的视觉测试结果也更加全面可靠。
48.如图5所示,所述的驱动组件8包括分别固定在工作台11上、位于料带6前后两侧的一组的驱动组件支架81。所述的驱动组件支架81上转动安装有前后走向的驱动辊88,驱动辊88与安装在驱动组件支架81上的驱动电机89相连接。所述的驱动组件支架81上还设有前后走向的固定轴87,固定轴87上并排安装有两个与料带6的两侧边缘相对应的可转动的压辊85,压辊85的外侧分别设有套在固定轴87上的挡料块86,挡料块86上安装有紧定螺丝,用以前后调整挡料块86的位置。
49.所述固定轴87的两端分别通过压力调节装置安装在驱动组件支架81上,所述的压力调节装置包括滑块、弹簧、螺纹套和螺纹压杆。所述固定轴87与滑块固定连接,滑块安装在驱动组件支架81上竖直的滑槽中,所述螺纹套安装在驱动组件支架81上,所述螺纹压杆与螺纹套上竖直的螺纹通孔相配合,弹簧设置在滑槽中,弹簧的上端与所述螺纹压杆的下
端相接触、下端与滑块相接触。
50.所述位于前侧的驱动组件支架81外侧设有凸轮83,所述固定轴87的前端与凸轮83相转动连接,驱动组件支架81上、紧贴凸轮83的左侧和下侧水平固定有l型挡块82,所述凸轮83的右侧设有把手84,能够实现固定轴87向上抬起和向下压紧的动作。通过在驱动组件8上设置凸轮83与挡块82相配合的结构,能够通过手动控制凸轮83上的把手84,实现固定轴87的上下移动,便于在料带6发生偏移后,能够及时、有效的调整纠偏。
51.通过设置独立的驱动组件8,能够实现料带6的随时暂停,从而实现料带6上零件位置的精准控制。
52.如图6所示,所述的拾取补料组件7包括空间位移组件和吸嘴78,空间位移组件包括x方向组件、y方向组件和z方向组件。
53.所述的x方向组件包括两端分别固定在支架3上的x方向导杆72和x方向丝杠,x方向导杆72上滑动连接有x方向移动板73,x方向移动板73的后侧固定有螺母,螺母与x方向丝杠相螺纹配合,x方向丝杠连接有x方向电机,以驱动x方向丝杠回转,带动x方向移动板73沿x方向导杆72直线移动。
54.所述的y方向组件包括固定在x方向移动板73上的y方向导杆74和y方向丝杠,y方向导杆74上滑动连接有y方向移动板76,y方向移动板76的后侧固定有螺母,螺母与y方向丝杠相螺纹配合,y方向丝杠连接有y方向电机,以驱动y方向丝杠回转,带动y方向移动板76沿y方向导杆74直线移动。
55.所述的z方向组件包括固定在y方向移动板76上的气缸77,气缸77内分为有杆腔和无杆腔,有杆腔内滑动连接有活塞杆,所述的吸嘴78与活塞杆的下端相固定。当无杆腔输入压缩空气时,有杆腔排气,两腔的压力差作用在活塞上所形成的力克服阻力负载推动活塞运动,使活塞杆伸出,吸嘴78向下吸取或释放零件;当有杆腔进气,无杆腔排气时,活塞杆因大气压力差作用而自动缩回,吸嘴78向上将零件拾取起来。通过有杆腔和无杆腔之间的交替进气和排气,实现活塞杆的往复直线运动,进而能够及时将视觉测试不合格的零件拾取出来,并将已检测合格的零件补充至料带6的空缺位置,以保证收料轴9的料带6上全部为视觉测试合格的零件且不存在缺件现象。
56.本实用新型所述的一种卷料电子类产品内部零件的视觉测试设备,其使用方法如下:
57.将卷料料带6固定在放料轴1上,控制驱动组件8的把手84将固定轴87向上抬起,使料带6的右端从固定轴87与驱动辊88之间穿过后在收料轴9上固定,控制驱动组件8的把手84将固定轴87向下压紧,防止料带6在移动过程中发生偏移。
58.依据料带6和零件的尺寸,调整位置传感器、压辊85、上侧工业相机41和下侧工业相机51的位置。操纵视觉测试设备启动,使固定有零件的料带6在工作台11上从左至右移动,当位置传感器感应到零件通过时,会向显示器10发出信号。显示器10接收到信号后,向上侧工业相机41和下侧工业相机51分别发出拍照信号,拍摄完成后又分别向显示器10反馈照片。显示器10利用现有的图像对比检测模块,判断每个零件表面拍摄的照片与合格零件的样片相比是否存在毛丝等杂质。
59.若判定其符合质量标准,则不间断料带6移动,继续对下一个零件进行视觉测试;
60.若判定其不符合质量标准,则显示器10记录该不合格零件的位置并向驱动组件8
发出暂停信号,在该零件到达拾取补料组件7下方时,暂停料带6移动。料带6暂停后,显示器10向拾取补料组件7发出信号,控制吸嘴78向上将不合格零件拾取起来,又控制x方向电机、y方向电机和气缸77的启停,使吸嘴78进行空间位移,从而将不合格零件放置在不合格品放置区75,再从合格品补料区71拾取一个合格零件补充至料带6的空缺位置上。拾取补料过程完成后,拾取补料组件7向显示器10发出信号,显示器10接到该信号后,又向驱动组件8发出启动信号,使料带6又开始向右移动,继续对下一个零件进行视觉测试。
61.若料带6在移动的过程中发生偏移,可通过控制驱动组件8的把手84将固定轴87向上抬起,从而对料带6进行快速有效的调整、纠偏。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1