一种柔性检具模组化共用装置的制作方法
一种柔性检具模组化共用装置
[技术领域]
[0001]
本实用新型涉及弯管检具技术领域,具体地说是一种柔性检具模组化共用装置。
[
背景技术:
]
[0002]
现行重量训练器械弯管检具设计概念为:检具主要由u型定位块固定管材外形/弯管角度尺寸,闸刀装置控制管材长度,插销检测弯管上固定孔的位置角度等,目前检具设计主要是一对一专用检具,因重量训练器械管材种类较多,多种弯管需要多组检具才可满足检验需求,造成产品开发成本较高,占用存放空间大,不利于后期保养管理。
[0003]
针对以上设计检具种类多/成本高的开发方式,若能提供一种替换模组,通过替换模组实现检测不同弯管种类的柔性检测模块装置代替专模专用的检具设计理念,将具有非常重要的意义。
[
技术实现要素:
]
[0004]
本实用新型的目的就是要解决上述的不足而提供一种柔性检具模组化共用装置,通过替换检测模组实现检测不同弯管种类,可取代原一对一弯管专用检测装置,并配备检具平台车,降低产品开发成本,节省存放空间。
[0005]
为实现上述目的设计一种柔性检具模组化共用装置,包括平台车1,平台车1底端四角处安装有移动轮2,所述平台车1顶面上设有检具平台4,所述检具平台4由前平台15、后平台16以及位于前平台15与后平台16之间右侧的限位平台17构成,所述前平台15与后平台16前后对称布置且相互平行,所述前平台15、后平台16上均设置有若干固定孔18,若干固定孔18沿横向均匀间隔布置,并用于固定u型块6、检测模组和闸刀go/nogo模组13,所述前平台15、后平台16的左侧安装有闸刀go/nogo模组13,所述闸刀go/nogo模组13右侧设有u型块6和检测模组,所述检测模组设有至少两个,所述闸刀go/nogo模组13与弯管后端面连接以检验弯管长度,所述u型块6上设有用于容纳弯管的u型腔,所述u型块6用于放入弯管;所述限位平台17中部安装有限位止挡块5,所述限位止挡块5顶部设有对弯管前端进行限位的产品限位面19,所述限位止挡块5的产品限位面19与弯管前端贴合。
[0006]
进一步地,所述平台车1内底部装设有搁板20,所述搁板20上设置有至少两个检测模组储物箱3,所述检测模组储物箱3用于收纳u型块6、检测模组和闸刀go/nogo模组13。
[0007]
进一步地,所述限位止挡块5为竖直布置的片状结构,所述限位止挡块5顶部一侧设有矩形缺口21,并在矩形缺口21处形成产品限位面19。
[0008]
进一步地,所述限位止挡块5底部分别设有向左、向右延伸的凸起块22,所述凸起块22上设置有安装孔23,所述限位止挡块5通过安装孔23固定在限位平台17上。
[0009]
进一步地,所述闸刀go/nogo模组13包括闸刀本体24和闸刀板25,所述闸刀本体24内设置有容纳腔,所述闸刀本体24顶部通过销轴连接有闸刀板25,所述闸刀板25绕销轴转动以实现打开状态或闭合状态。
[0010]
进一步地,所述闸刀板上设有go段26和nogo段27,所述go段26的宽度窄于nogo段
27,所述nogo段27设于闸刀板25中部,所述go段26设于nogo段27向外侧延伸处,所述闸刀板go段26通过管材端面,所述nogo段27不通过管材端面。
[0011]
进一步地,所述前平台15上固定有检测模组四10、检测模组五11和检测模组六12,所述后平台16上固定有检测模组一7、检测模组二8、检测模组三9,且各检测模组前后对称布置,所述检测模组一7、检测模组二8、检测模组三9、检测模组四10、检测模组五11和检测模组六12上均设有与检测销14相对应的插孔,所述检测销14用于检测弯管上孔位尺寸及角度。
[0012]
本实用新型同现有技术相比,通过检测模组、闸刀go/nogo模组、检测销检验弯管产品孔的尺寸及位置角度,由闸刀go/nogo模组检测产品长度,可替换式模组控制弯管外形角度,检测销检验产品孔位尺寸及角度,如需更换不同的弯管产品,只需更换相对应的柔性检测模块,即可完成检验,该装置可取代一对一弯管专用检测装置,通过检测模组装置调换位置,代替原一对一弯管检具,并配备检具平台车,将可替换模组检测块进行编码储放工具箱,降低产品开发成本,节省存放空间,利于后期保养管理,值得推广应用。
[附图说明]
[0013]
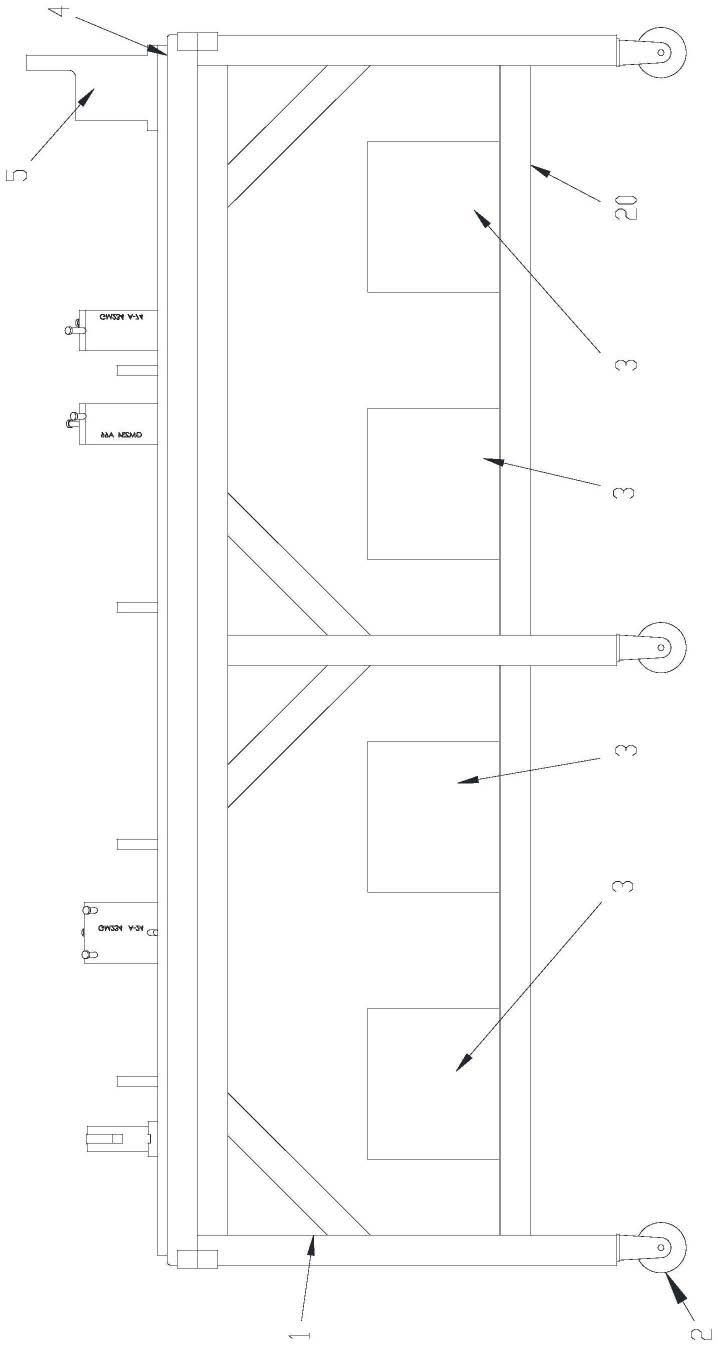
图1是本实用新型的正面结构示意图;
[0014]
图2是本实用新型的俯视结构示意图;
[0015]
图3是本实用新型检具平台的结构示意图;
[0016]
图4是本实用新型限位止挡块的结构示意图;
[0017]
图5是本实用新型闸刀go/nogo模组的正面结构示意图;
[0018]
图6是本实用新型闸刀go/nogo模组的侧面结构示意图;
[0019]
图7是图6中b处的局部放大图;
[0020]
图中:1、平台车 2、移动轮 3、检测模组储物箱 4、检具平台 5、限位止挡块 6、u型块 7、检测模组一 8、检测模组二 9、检测模组三 10、检测模组四 11、检测模组五 12、检测模组六 13、闸刀go/nogo模组 14、检测销 15、前平台 16、后平台 17、限位平台 18、固定孔 19、产品限位面 20、搁板 21、矩形缺口 22、凸起块 23、安装孔 24、闸刀本体 25、闸刀板 26、go段 27、nogo段 28、固定孔数字标识。
[具体实施方式]
[0021]
下面结合附图对本实用新型作以下进一步说明:
[0022]
如附图1至附图3所示,本实用新型针对现行多种多样的管材检具,提供了一种以可替换式模组柔性检具装置代替专模专用的检具,需检验的弯管产品由相对应的柔性检测模块调换,完成弯管尺寸的检验。该柔性检具模组化共用装置包括平台车1,平台车1底端四角处安装有移动轮2,平台车1内底部装设有搁板20,搁板20上设置有至少两个检测模组储物箱3,检测模组储物箱3用于收纳u型块6、检测模组和闸刀go/nogo模组13;平台车1顶面上设有检具平台4,检具平台4由前平台15、后平台16以及位于前平台15与后平台16之间右侧的限位平台17构成,前平台15与后平台16前后对称布置且相互平行,前平台15、后平台16上均设置有若干固定孔18,若干固定孔18沿横向均匀间隔布置,并用于固定u型块6、检测模组和闸刀go/nogo模组13,还可在固定孔18处设置固定孔数字标识28,如,固定孔数字标识为1
~75,孔距50mm;前平台15、后平台16的左侧安装有闸刀go/nogo模组13,闸刀go/nogo模组13右侧设有u型块6和检测模组,检测模组设有至少两个,闸刀go/nogo模组13与弯管后端面连接以检验弯管长度,u型块6上设有用于容纳弯管的u型腔,u型块6用于放入弯管;限位平台17中部安装有限位止挡块5,限位止挡块5顶部设有对弯管前端进行限位的产品限位面19,限位止挡块5的产品限位面19与弯管前端贴合。
[0023]
如附图4所示,限位止挡块5为竖直布置的片状结构,限位止挡块5顶部一侧设有矩形缺口21,并在矩形缺口21处形成产品限位面19;限位止挡块5底部分别设有向左、向右延伸的凸起块22,凸起块22上设置有安装孔23,限位止挡块5通过安装孔23固定在限位平台17上。
[0024]
如附图5至附图7所示,闸刀go/nogo模组13包括闸刀本体24和闸刀板25,闸刀本体24内设置有容纳腔,闸刀本体24顶部通过销轴连接有闸刀板25,闸刀板25绕销轴转动以实现打开状态或闭合状态;闸刀板上设有go段26和nogo段27,go段26的宽度窄于nogo段27,nogo段27设于闸刀板25中部,go段26设于nogo段27向外侧延伸处,闸刀板go段26通过管材端面,nogo段27不通过管材端面。
[0025]
本实用新型所述的弯管共用柔性检具装置,具体结构主要由平台车1、移动轮2、检测模组储物箱3、检具平台4、限位止挡块5、u型块6、检测模组一7、检测模组二8、检测模组三9、检测模组四10、检测模组五11、检测模组六12、闸刀go/nogo模组13和检测销14;通过检测模组、闸刀go/nogo模组、检测销检验弯管产品孔的尺寸及位置角度,将弯管产品摆放至检具中,由闸刀go/nogo模组检测产品长度,可替换式模组控制弯管外形角度,检测销检验产品孔位尺寸及角度,如需更换不同的弯管产品,只需更换相对应的柔性检测模块,即可完成检验。
[0026]
具体地,本实用新型前平台15上可固定有检测模组四10、检测模组五11和检测模组六12,后平台16上固定有检测模组一7、检测模组二8、检测模组三9,且各检测模组前后对称布置,检测模组一7、检测模组二8、检测模组三9、检测模组四10、检测模组五11和检测模组六12上均设有与检测销14相对应的插孔,检测销14用于检测弯管上孔位尺寸及角度。
[0027]
使用时,作业人员从检测模组储物箱3,将弯管产品所需对应的u型块6、检测模组一7、检测模组二8、检测模组三9、检测模组四10、检测模组五11、检测模组六12和闸刀go/nogo模组13,锁附固定至检具平台4上相对应数字编号位置,将闸刀go/nogo模组13闸刀板置于打开状态,然后作业人员将弯管放入u型块6内,将弯管产品前端与限位止挡块5产品限位面贴合,此时检验弯管外形尺寸,然后将闸刀go/nogo模组13的闸刀板置于闭合状态,此时闸刀板go段通过管材端面面,nogo段不通过管材端面,检验弯管长度符合图面尺寸公差范围内,合格后将检测销14依次插入检测模组一7、检测模组二8、检测模组三9、检测模组四10、检测模组五11、检测模组六12相对应的插孔,检测销通过,证明弯管产品上孔的位置及孔角度是否符合图面要求;检验完成后,将闸刀go/nogo模组13的闸刀板置于打开状态,将检测销14取出,此时弯管检验完成,作业人员将弯管产品取出并放入有合格标识的料车上;弯管产品完成后,将弯管产品移转至下一工序后,将模组从检具平台4上取下进行去污保养后并收纳于检测模组储物箱3。
[0028]
本实用新型并不受上述实施方式的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用
新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1