一种基于环路热管的星载合成孔径雷达热控系统的制作方法
1.本实用新型涉及航天器热控技术领域,特别涉及一种基于环路热管的星载合成孔径雷达热控系统。
背景技术:
2.卫星所处的空间环境极其恶劣,受空间真空、低温、微重力以及太阳、地球辐射等多重因素的影响,为了确保星载合成孔径雷达能够正常稳定的工作,热控系统占着非常重要的地位。合成孔径雷达(syntheticaperture radar,sar)是一种主动式微波成像传感器,具有全天候、全天时成像能力,是军事侦查、对地观测的重要手段。
3.合成孔径雷达热控难点在于:
①
热源分散;
②
局部热流密度高、整体热量大、工作模式多样化形成的复杂热控条件;
③
精密控温的温度范围、均温性的要求高;
④
复杂的外热环境与力学环境适应性形成的恶劣使用环境;
⑤
卫星朝着小型化发展,要求结构紧凑、轻量化设计,使热控资源越来越有限。
4.平面阵体制sar天线通常采用模块化设计,多个模块组成一个面板,多个面板组成天线整列。其中每个模块正面为裂隙波导阵列,背面为有源安装板,中间通过碳纤维框架做结构支撑、通过电缆进行信号连接;有源安装板上安装收发组件、延时放大组件、波控单元、二次电源等电子设备,天线的发热部组件均位于安装板上,主要热源为收发组件和二次电源。
5.目前星载合成孔径雷达主要采用轴向槽道热管网络进行导热、热控涂层进行散热、多层隔热组件进行绝热、加热器进行控温的热控方案。该种热控方式无法满足更高热流密度、更大热量、更复杂工作模式天线阵面的精密控温与高温度均匀性热控要求,难以适应高集成度、轻量化、复杂力/热环境的应用需求。
技术实现要素:
6.为了解决上述技术问题,本实用新型中披露了一种基于环路热管的星载合成孔径雷达热控系统,本实用新型的技术方案是这样实施的:
7.一种基于环路热管的星载合成孔径雷达热控系统,包括有源安装板、蒸发器、储液器、温控阀、冷凝片、换热器、第一蒸汽管路、第二蒸汽管路、蒸汽旁路、冷侧接管、热侧接管和液管路;
8.所述有源安装板包括安装面、散热面和n个发热模块,n为大于等于1的正整数;
9.所述发热模块包括1个二次电源和m个t/r组件,m为大于等于1的正整数;
10.所述发热模块安装于所述安装面上;
11.所述蒸发器与所述储液器焊接为一体;
12.第一个所述发热模块的所述二次电源作为环路热管的驱动热源;
13.所述蒸发器与所述有源安装板上第一个发热模块的二次电源贴合安装;剩下的每个所述二次电源和所述t/r组件上面均安装有一个换热器,k个所述t/r组件和与其贴合安
装的k个所述换热器串联为组合点热源,组合点热源的数量为n*m/k个,k为可以被m整除的大于1的正整数;
14.所述第一蒸汽管路一端连接所述蒸发器,另一端连接所述温控阀;
15.所述蒸汽旁路一端连接所述储液器,另一端连接所述温控阀;
16.所述冷凝凝片的数量为(n+n*m/k)个;
17.所述冷凝片均安装于所述散热面上;
18.所述冷侧接管和所述热侧接管的数量为(n+m*n/k-1)个;
19.第2到第n个所述发热模块中的(n-1)个所述二次电源和n*m/k个组合点热源分别与左右安装所述冷侧接管、所述热侧接管、安装在所述散热面的所述冷凝片依次串联;第一个所述冷凝片连接所述第二蒸汽管路,最后一个所述冷凝片连接所述液管路;
20.优选地,所述蒸发器包括毛细芯、管壳、刺刀管、蒸汽接管和鞍座;
21.所述毛细芯的外表面设置蒸汽槽道,所述毛细芯的中心孔作为液体干道;所述毛细芯的外径与所述管壳的内径过盈配合,所述鞍座与所述管壳焊接连接,所述蒸汽接管设置于所述管壳的尾部,所述储液器与所述蒸发器的管壳焊接成一个整体,所述刺刀管的一端伸入所述毛细芯的液体干道内,另一端穿过所述储液器作为液管路接口。
22.优选地,所述毛细芯为多孔材料。
23.优选地,所述蒸发器为圆柱形蒸发器。
24.优选地,所述温控阀包括第一蒸汽接口、第二蒸汽接口、旁路蒸汽接口和温控阀鞍座;所述温控阀鞍座安装于所述安装面上。
25.优选地,所述换热器包括换热板、盘管、换热器冷侧接口和换热器热侧接口;
26.所述换热板上开有s型板槽,所述盘管嵌入所述s型板槽后焊接,所述换热器冷侧接口和所述换热器热侧接口分别位于所述盘管两侧。
27.优选地,所述冷凝片包括翅片,冷凝管路,冷凝片进口,冷凝片出口和冷凝片安装孔;
28.所述翅片上开有板槽,将所述冷凝管路嵌入所述板槽后焊接,所述冷凝片进口和所述冷凝片出口分别位于所述冷凝管路两侧,所述冷凝片通过所述冷凝片安装孔安装于所述散热面上。
29.该系统基于环路热管的两相流体回路对sar天线进行热控制。首先,将二次电源作为环路热管驱动热负荷,进而形成两相流体回路;其次,将驱动热负荷传导至驱动散热面进行热排散,得到具有足够质量流量的液态相变工质;然后,将液态相变工质引导至各热控单元的换热器,液态工质相变带走热源热量,由于液态相变工质质量流量足够大,因此各热控单元安装冷板均维持一致的相变温度;最后,将各热控单机热负荷传导至热控散热面进行热排散,散热后的液态工质回到环路热管完成循环。环路热管配置温控阀进行精密控温。
30.基于环路热管的星载合成孔径雷达热控系统的蒸发器、储液器、控温阀、冷凝片和换热器均可根据型谱化设计选型。可以满足任意热流密度、热量与工作模式天线阵面的精密控温与高温度均匀性热控要求,并能适应高集成度、轻量化、复杂力/热环境的应用需求。
附图说明
31.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一种实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
33.图1为有源安装板的结构示意图;
34.图2为本实用新型的原理结构示意图;
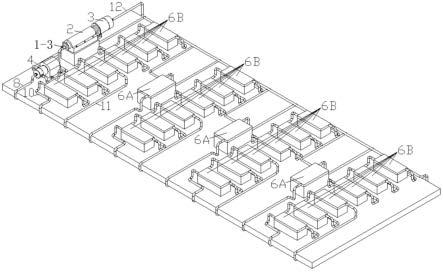
35.图3为实施例的轴侧结构示意图;
36.图4为实施例的上视结构示意图图;
37.图5为实施例的下视结构示意图图;
38.图6为蒸发器和储液器的剖视图;
39.图7为冷凝片的结构示意图;
40.图8为二次电源换热器的结构示意图;
41.图9为温控阀的结构示意图。
42.在上述附图中,各图号标记分别表示:
43.1、有源安装板
44.1-1、安装面
45.1-2、散热面
46.1-3、二次电源
47.1-4、t/r组件2、蒸发器
48.2-1、毛细芯
49.2-1-1、蒸汽槽道2-1-2、液体干道2-2、管壳
50.2-3、刺刀管
51.2-4、蒸汽接管
52.2-5、鞍座
53.3、储液器
54.4、温控阀
55.4-1、第一蒸汽接口
56.4-2、第二蒸汽接口
57.4-3、旁路蒸汽接口
58.4-4、温控阀鞍座
59.5、冷凝片
60.5-1、翅片
61.5-2、冷凝管路
62.5-3、冷凝片进口
63.5-4、冷凝片出口
64.5-5、冷凝片安装孔
65.换热器
66.6a、二次电源换热器
67.6-1、第一换热板
68.6-2、第一盘管
69.6-3、第一换热器冷侧接口
70.6-4、第一换热器热侧接口
71.6b、t/r组件换热器
72.7、第一蒸汽管路
73.8、第二蒸汽管路
74.9、蒸汽旁路
75.10、冷侧接管
76.11、热侧接管
77.12、液管路
具体实施方式
78.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
79.实施例
80.在一种具体的实施例中,如图1、图2、图3、图4、图5、图6、图7、图8和图9所示,一种基于环路热管的星载合成孔径雷达热控系统,包括有源安装板1、蒸发器2、储液器3、温控阀4、冷凝片5、换热器、第一蒸汽管路7、第二蒸汽管路8、蒸汽旁路9、冷侧接管10、热侧接管11和液管路12;
81.所述有源安装板1包括安装面1-1、散热面1-2和4个发热模块;
82.每个发热模块包括1个二次电源1-3和6个t/r组件1-4;(星载合成孔径雷达的主要发热源包括二次电源和t/r组件)。
83.所有的二次电源1-3和t/r组件1-4均组装在有源安装板1的安装面1-1上。
84.蒸发器2为圆柱形蒸发器,包括毛细芯2-1、管壳2-2、刺刀管2-3、蒸汽接管2-4和鞍座2-5。毛细芯2-1为多孔材料,毛细芯2-1的外表面设置蒸汽槽道2-1-1,毛细芯2-1的中心孔作为液体干道2-1-2。毛细芯2-1的外径与管壳2-2的内径过盈配合,鞍座2-5与管壳2-2焊接连接,管壳2-2的尾部设有蒸汽接管2-4,储液器3与蒸发器2的管壳2-2焊接成一个整体,刺刀管2-3的一端伸入毛细芯2-1的液体干道2-1-2内,另一端穿过储液器3作为液管路接口。
85.蒸发器2与第一个发热模块的二次电源1-3通过鞍座2-5贴合安装,第一个发热模块的二次电源1-3作为驱动环路热管启动的驱动热源。
86.温控阀4包括第一蒸汽接口4-1,第二蒸汽接口4-2,旁路蒸汽接口4-3和温控阀鞍座4-4。温控阀鞍座4-4安装在安装面1-1上。
87.本实施例中换热器包括二次电源换热器6a和t/r组件换热器6b两种规格型号。
88.二次电源换热器6a包括第一换热板6-1、第一盘管6-2、第一换热器冷侧接口6-3和
第一换热器热侧接口6-4。第一换热板6-1上开有第一s型板槽,槽深略大于第一盘管6-2的直径,将第一盘管6-2整个嵌入第一s型板槽后焊接,再在机加工中心将嵌有第一盘管6-2的面加工平整。第一盘管6-2两侧分别留有第一换热器冷侧接口6-3和第一换热器热侧接口6-4。
89.t/r组件换热器6b包括第二换热板、第二盘管、第二换热器冷侧接口和第二换热器热侧接口。第二换热板上开有第二s型板槽,槽深略大于第二盘管的直径,将第二盘管整个嵌入第二s型板槽后焊接,再在机加工中心将嵌有第二盘管的面加工平整。第二盘管两侧分别留有第二换热器冷侧接口和第二换热器热侧接口。
90.二次电源换热器6a和t/r组件换热器6b结构相同,但尺寸不同。
91.二次电源换热器6a的第一换热板6-1的尺寸与二次电源1-3的尺寸相匹配,t/r组件换热器6b的第二换热板的尺寸与t/r组件1-4的尺寸相匹配。第2、第3、第4个发热模块共需要3个二次电源换热器6a;4个发热模块共需要24个t/r组件换热器6b。
92.将二次电源1-3看作一个独立点热源,t/r组件1-4的热功率较二次电源1-3的热功率小,将3组t/r组件看作一个组合点热源,可以通过管路串联t/r组件换热器6b使热源集中。每个发热模块由一个二次电源1-3和2组t/r组件1-4的组合点热源组成,整个安装面1-1上共有4个独立点热源和8个组合点热源共计12个点热源。
93.冷凝片5包括翅片5-1,冷凝管路5-2,冷凝片进口5-3,冷凝片出口5-4和冷凝片安装孔5-5。翅片5-1上开有板槽,将冷凝管路5-2嵌入板槽后焊接,冷凝管路5-2的两侧分别是冷凝片进口5-3和冷凝片进口5-4。冷凝片5的数量与点热源的数量相同,共12个。冷凝片5之间相隔一定的间距通过冷凝片安装孔5-5安装在散热面1-2上。
94.冷侧接管10的数量比点热源的数量少1个,共需要11根冷侧接管10;热侧接管11的数量与冷侧接管10的数量相等,共需要11根热侧接管11。
95.第一蒸汽管路7连接蒸发器2的蒸汽接管2-4和温控阀4的第一蒸汽接口4-1,蒸汽旁路9连接温控阀4的旁路蒸汽接口4-3和储液器3,第二蒸汽管路8连接温控阀4的第二蒸汽接口4-2和安装在散热面1-2上的第一个冷凝片5的冷凝片进口5-3,冷凝片出口5-4通过冷侧接管10连接3组串联的t/r组件换热器6b;12个冷凝片5与除了作为驱动热源的二次电源1-3外的剩下的11个点热源贴合安装的二次电源换热器6a及t/r组件换热器6b之间由冷侧接管10和热侧接管11依次串联连接。第12个冷凝片5的冷凝片出口5-4通过液管路12连接伸出储液器3的刺刀管2-3。
96.当蒸发器2接受二次电源1-3释放的热量后,工质受热后在毛细芯2-1的外表面蒸发,蒸汽通过蒸汽槽道2-1-1汇集至蒸汽接管2-4进入第一蒸汽管路7,蒸汽工质沿着第一蒸汽管路7进入温控阀4内,当蒸汽温度过高时,部分蒸汽由蒸汽旁路9进入储液器达到控温的效果。蒸汽工质依次进入串联的冷凝片5和换热器,在冷凝片5处工质的热量通过散热面1-2快速散到外空后冷凝成液态,在换热器处接收点热源的热量后蒸发成蒸汽,经第12个冷凝片5冷凝成液态后的工质沿着液管路12由刺刀管2-3进入毛细芯2-1的液体干道2-1-2,在毛细力的作用下输送至毛细芯2-1的外表面,由此形成了自循环两相流回路。
97.蒸发器2、储液器3、控温阀4、冷凝片5和换热器均可根据型谱化设计选型。
98.与现有技术相比,本实用新型的有益效果为:
99.热控产品可进行型谱化设计以及标准化备货,大幅降低研制成本;
100.基于环路热管的星载合成孔径雷达热控系统可以满足任意热流密度、热量与工作模式天线阵面的精密控温与高温度均匀性热控要求;
101.基于环路热管的星载合成孔径雷达热控系统能适应高集成度、轻量化、复杂力/热环境的应用需求。
102.需要指出的是,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1