一种型砂透气性能试样制备装置的制作方法
1.本实用新型涉及型砂测试技术领域,尤其涉及一种型砂透气性能试样制备装置。
背景技术:
2.型砂一般由铸造用原砂、型砂粘结剂和辅加物等造型材料按一定的比例混合而成。在生产和科研中,经常需要测试型砂的透气性能,通常是按照一定比例配置型砂后制备多个砂型试样,分别对多个砂型试样的透气性能进行测试,获得这配比下型砂的平均透气性能。
3.为了实现标准化的测量,需要制备形状和内部构造基本一致的砂型试样,保证每一个砂型试样的透气性能在相近似的范围内。
4.但是,现有砂型试样制备设备,砂型试样难以退模,容易造成砂型试样的损坏。生产效率不高,难以在同一条件下制备多个砂型试样,使得各个砂型试样的透气性能存在较大的差距,难以获得一种比例配比下型砂的真实透气性能。
技术实现要素:
5.有鉴于此,有必要提供一种型砂透气性能试样制备装置,用以解决缺乏标准化制备砂型试样设备的问题。
6.本实用新型提供一种型砂透气性能试样制备装置,包括:
7.砂型模,所述砂型模的中部设有竖直贯通的砂型腔;
8.倒模组件,设置于所述砂型模的上方,所述倒模组件包括可升降的储料箱,所述储料箱底部设有相对所述砂型腔设置的出砂孔,所述储料箱的底部能够与所述砂型模的顶部抵接并封堵所述砂型腔的上开口;所述储料箱的底部设有排气槽,所述排气槽相对所述出砂孔设置,所述排气槽能够与所述砂型腔连通;
9.退模组件,所述退模组件包括可升降的移动块,所述移动块设置于所述砂型腔中并与所述砂型腔的内壁过渡配合且滑动连接,移动块在砂型腔中滑动轨迹具有供于填充型砂以形成型砂试样的第一位置以及供于顶出成型的型砂试样的第二位置;
10.烘模组件,所述烘模组件包括加热管,所述加热管设置于砂型模内且环绕所述砂型腔设置。
11.进一步的,所述砂型腔的截面为圆形。
12.进一步的,所述移动块的底部与机架之间设有第一升降单元,所述第一升降单元能够驱动所述移动块沿着所述砂型腔竖直移动。
13.进一步的,所述第一升降单元为气缸、液压缸或者电动推杆。
14.进一步的,所述储料箱与机架之间设有第二升降单元,所述第二升降单元的伸缩端与所述储料箱可拆卸式连接。
15.进一步的,所述第二升降单元为气缸、液压缸或者电动推杆。
16.进一步的,所述砂型模中设有通道,所述通道为回形且围合所述砂型腔设置,所述
加热管穿设于所述通道中,所述加热管中通有水、油或者蒸汽。
17.进一步的,还包括机箱,所述机箱的底部通过支架与所述砂型模固定连接。
18.进一步的,所述机箱上设有显示屏,所述显示屏嵌设于所述机箱壳体上。
19.与现有技术相比,本实用新型具有的有益效果为:
20.(1)本实用新型的一种型砂透气性能试样制备装置,在砂型模的上方设有倒模组件,倒模组件包括可升降的储料箱,储料箱底部设有相对砂型腔设置的出砂孔,储料箱可以下降并与砂型模的顶部抵接,砂型腔的上开口被封闭,从出砂孔中流出按照一定比例混合均匀的型砂,灌注到砂型模的砂型腔中,自动化程度高,可操作性好。
21.(2)本实用新型的一种型砂透气性能试样制备装置,在砂型模的下部设有退模组件,退模组件包括可升降的移动块,移动块设置于砂型腔中与砂型腔的内壁过渡配合且滑动连接,移动块在砂型腔中滑动轨迹具有供于填充型砂以形成型砂试样的第一位置,以及供于顶出成型的型砂试样的第二位置。移动块的周侧密封滑动连接于砂型模的砂型腔内壁,供位于砂型腔内的型砂不会从移动块与砂型腔的间隙中泄露。当移动块向上移动至第二位置时,能够自动将成型的砂型试样顶出砂型腔,完成砂型试样的退模出料,砂型试样的完整度好。
22.(3)本实用新型的一种型砂透气性能试样制备装置,在砂型模中设有烘模组件,烘模组件包括加热管,加热管设置于砂型模内且环绕砂型腔设置,加热管可以对砂型腔进行预热和保温,促进砂型试样的干燥,提高砂型试样的成型效率。
附图说明
23.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
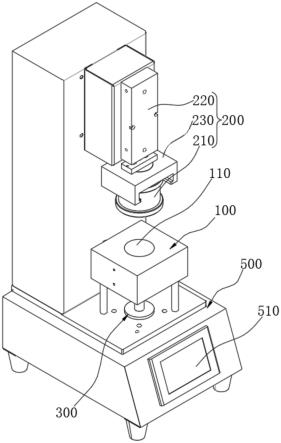
24.图1为本实用新型整体的立体结构示意图;
25.图2为本实用新型整体的主视结构示意图;
26.图3是本实用新型中砂型模的截面示意图;
27.图4是本实用新型中储料箱的结构示意图;
28.图中,砂型模100、砂型腔110、通道120、倒模组件200、储料箱210、出砂孔211、排气槽212、第二升降单元220、连接件230、退模组件300、移动块310、第一升降单元320、烘模组件400、加热管410、机箱500、显示屏510。
具体实施方式
29.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
30.本实施例中的一种型砂透气性能试样制备装置,涉及型砂测试技术领域,可以标准化制备形状和内部构造基本一致的型砂试样,确保每一个型砂试样的透气性能都位于合理的范围内,使得测试的结果更加精准。
31.请参阅图1至图4,本实施例中的一种型砂透气性能试样制备装置,包括:砂型模
100、倒模组件200、退模组件300以及烘模组件400。
32.砂型模100的中部设有竖直贯通的砂型腔110,型砂被灌注到砂型腔110中干燥成型,获得型砂试样。
33.倒模组件200设置于砂型模100的上方,倒模组件200包括可升降的储料箱210,储料箱210底部设有相对砂型腔110设置的出砂孔211,储料箱210可以下降并与砂型模100的顶部抵接,以封闭砂型腔110上的开口,从出砂孔211中流出按照一定比例混合均匀的型砂,灌注到砂型模100的砂型腔110中,自动化程度高,可操作性好。
34.退模组件300包括可升降的移动块310,移动块310设置于砂型腔110中且与砂型腔110的内壁滑动连接,移动块310与砂型腔110的内壁过渡配合,且移动块310在砂型腔110中滑动轨迹具有供于填充型砂以形成型砂试样的第一位置,以及供于顶出成型的型砂试样的第二位置。且移动块310的周侧密封滑动连接于砂型模100的砂型腔110内壁,供位于砂型腔110内的型砂不会从移动块310与砂型腔110的间隙中泄露。当移动块310向上移动至第二位置时,能够自动将成型的砂型试样顶出砂型腔110,完成砂型试样的退模出料,砂型试样的完整度好。储料箱210的底部设有排气槽212,排气槽212相对出砂孔211设置,排气槽212能够与砂型腔110连通。在往砂型腔110中灌注型砂时,砂型腔110中的气体可以从排气槽212中排出,便于型砂灌注到砂型腔110中。
35.烘模组件400包括加热管410,加热管410设置于砂型模100内且环绕砂型腔110设置,加热管410可以对砂型腔110进行预热和保温,促进砂型试样的干燥,提高砂型试样的成型效率。
36.在使用过程中,首先将按一定比例混合的型砂填充到储料箱210中,移动块310至第一位置,砂型腔110中形成供于填充型砂以形成型砂试样的填充腔,驱动储料箱210下移并与砂型模100抵接,出砂孔211连通砂型腔110并往砂型腔110中灌注型砂。待砂型腔110被灌输满后,储料箱210上移远离砂型模100。加热管410对砂型腔110进行加热,待砂型腔110内的砂型试样干燥后,驱动移动块310上移,将砂型试样顶出砂型腔110。
37.请参阅图1和图2,砂型腔110的截面为圆形,圆形的砂型腔110可以将型砂塑形成为标准的圆柱状。作为进一步的实施方式,移动块310也为圆形,移动块310可以与砂型腔110紧密配合。移动块310的底部与机架之间设有第一升降单元320,第一升降单元320具体为气缸、液压缸或者电动推杆,第一升降单元320可以推动移动块310沿砂型腔110移动,顶出在砂型腔110中成型的砂型试样。
38.请继续参阅图1和图2,储料箱210与机架之间设有第二升降单元220,第二升降单元220具体为气缸、液压缸或者电动推杆,气缸、液压缸或者电动推杆的伸缩杆与储料箱210可拆卸式连接,第二升降单元220可以驱动储料箱210上下移动。在具体实施过程中,在储料箱210和第二升降单元220之间设有连接件230,连接件230与储料箱210卡合,可以非常方便地从连接件230上卸下储料箱210,方便对储料箱210的加注。
39.需要说明的是:连接件230具体为u形座,u形座的两内侧分别设有相对设置的凸起,凸起用于卡合储料箱210,储料箱210的周侧对应凸起设置有卡合凸环,储料箱210的卡合凸环可以沿u形座移动,完成拆装。在u形座内设有与储料箱210内部连通的加压腔,加压腔通过管道与外接的空压机连通,空压机可以向加压腔内输送空气,增加加压腔内部的压力。当储料箱210的底部与砂型模100抵接时,储料箱210的顶部与u形座抵接,加压腔和储料
箱210的内腔合并成一个密封腔体,通过对加压腔进行空气加压,可以将型砂灌注到砂型腔110中。
40.请参阅图3,砂型模100中设有通道120,通道120为回形且围合砂型腔110设置,加热管410穿设于通道120中,加热管410中通有水、油或者蒸汽。加热管410的两端分别与热源连通,热源为恒温的水、油或者蒸汽,水、油或者蒸汽在泵的作用下在加热管410中循环流动,对砂型腔110进行加热,促进砂型试样的成型。作为另一种实施方式,加热管410中穿设有电热丝,电热丝的两端接入电路中,对加热管410进行电加热。
41.请参阅图1和图2,砂型制备装置还包括机箱500,机箱500的底部通过支架与砂型模100固定连接。机箱500分别与第二升降单元220和第一升降单元320连接,支撑气缸、液压缸或者电动推杆的安装和固定。砂型模100也被固定在机箱500上,可以确定第二升降单元220和第一升降单元320的驱动行程。作为进一步的实施方式,机箱500上设有显示屏510,显示屏510嵌设于机箱500壳体上,显示屏510与各个组件中的压力传感器和温度传感器电性连接,可以通过显示屏510监控各个组件的工作情况,确保砂型试样的成型环境不会发生变化。
42.工作流程:首先将按一定比例混合的型砂填充到储料箱210中,借助连接件230将储料箱210固定在第二升降单元220上,调节第一升降单元320,使得第一升降单元320处于收缩状态,移动块310位于砂型腔110的第一位置,驱动储料箱210下移并与砂型模100抵接,出砂孔211对准砂型腔110并往砂型腔110中灌注型砂。接下来,待砂型腔110被灌输满后,储料箱210上移远离砂型模100。加热管410对砂型腔110进行加热,待砂型腔110内的砂型试样干燥后,驱动移动块310上移到第二位置,将砂型试样顶出砂型腔110。
43.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1